Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Metric I Beam HEBDokumen2 halamanMetric I Beam HEBHyundianto AgBelum ada peringkat
- Clean Air enDokumen6 halamanClean Air enHyundianto AgBelum ada peringkat
- 940 601 Ball Transfer For Air CargoDokumen2 halaman940 601 Ball Transfer For Air CargoHyundianto AgBelum ada peringkat
- Struktur Kurikulum S2 Teknik Mesin1Dokumen54 halamanStruktur Kurikulum S2 Teknik Mesin1Hyundianto Ag100% (1)
- Ball Transfer Units PDFDokumen40 halamanBall Transfer Units PDFHyundianto AgBelum ada peringkat
- Bearing Spec Guide 7534Dokumen493 halamanBearing Spec Guide 7534motorolav8100% (2)
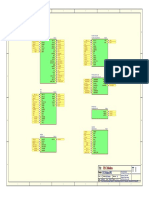
- Solidworks Electrical: Real-Time Integration of Electrical Schematics and 3D CadDokumen4 halamanSolidworks Electrical: Real-Time Integration of Electrical Schematics and 3D CadHyundianto AgBelum ada peringkat
- Gamma and Electron Protection PDFDokumen80 halamanGamma and Electron Protection PDFHyundianto AgBelum ada peringkat
- TI TI: PLC Modem PLC ModemDokumen9 halamanTI TI: PLC Modem PLC ModemHyundianto AgBelum ada peringkat
- Katalog Pipa Merk Wavin PDFDokumen24 halamanKatalog Pipa Merk Wavin PDFAdi PrasetyaBelum ada peringkat
- Syllabus of SMC Training Center: SMCTC - Programmable Logic Controllers (PLC)Dokumen1 halamanSyllabus of SMC Training Center: SMCTC - Programmable Logic Controllers (PLC)Hyundianto AgBelum ada peringkat
- Compressor Training ModuleDokumen29 halamanCompressor Training ModuleHyundianto AgBelum ada peringkat
- ASTM A790-2001 Standard Specification For Seamless & Welded Ferritic Austentic SS PipeDokumen6 halamanASTM A790-2001 Standard Specification For Seamless & Welded Ferritic Austentic SS PipeHyundianto AgBelum ada peringkat
- Types TanksDokumen17 halamanTypes TanksCarlos Augusto FerreiraBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- How To Install 64 Bits IDES On 32 Bits OSDokumen1 halamanHow To Install 64 Bits IDES On 32 Bits OSMuhammad JaveedBelum ada peringkat
- JCPS School Safety PlanDokumen14 halamanJCPS School Safety PlanDebbie HarbsmeierBelum ada peringkat
- DTS 600 GDO Installation ManualDokumen12 halamanDTS 600 GDO Installation Manualpiesang007Belum ada peringkat
- Concrete Casting - Pump Station ADokumen13 halamanConcrete Casting - Pump Station ABright MuzaBelum ada peringkat
- Emcee Script For Recognition DayDokumen3 halamanEmcee Script For Recognition DayRomeo Jr. LaguardiaBelum ada peringkat
- Admission: North South University (NSU) Question Bank Summer 2019Dokumen10 halamanAdmission: North South University (NSU) Question Bank Summer 2019Mahmoud Hasan100% (7)
- Philips HD 9 User ManualDokumen3 halamanPhilips HD 9 User ManualNdangoh DerekBelum ada peringkat
- Calculation ReportDokumen157 halamanCalculation Reportisaacjoe77100% (3)
- E Voucher Hotel en 1241564309Dokumen2 halamanE Voucher Hotel en 1241564309taufksBelum ada peringkat
- Optimizing Stata For Analysis of Large Data SetsDokumen29 halamanOptimizing Stata For Analysis of Large Data SetsTrần Anh TùngBelum ada peringkat
- Fanii 2Dokumen55 halamanFanii 2Remixer INDONESIABelum ada peringkat
- Ib Psychology - Perfect Saq Examination Answers PDFDokumen2 halamanIb Psychology - Perfect Saq Examination Answers PDFzeelaf siraj0% (2)
- QSMT Chapter 1Dokumen5 halamanQSMT Chapter 1Rachelle Mae SalvadorBelum ada peringkat
- Learning Plans in The Context of The 21 ST CenturyDokumen29 halamanLearning Plans in The Context of The 21 ST CenturyHaidee F. PatalinghugBelum ada peringkat
- Unit 7 ActivitiesDokumen8 halamanUnit 7 ActivitiesleongeladoBelum ada peringkat
- Harriet Tubman Lesson PlanDokumen7 halamanHarriet Tubman Lesson PlanuarkgradstudentBelum ada peringkat
- تأثير العناصر الثقافية والبراغماتية الأسلوبية في ترجمة سورة الناس من القرآن الكريم إلى اللغة الإ PDFDokumen36 halamanتأثير العناصر الثقافية والبراغماتية الأسلوبية في ترجمة سورة الناس من القرآن الكريم إلى اللغة الإ PDFSofiane DouifiBelum ada peringkat
- Lab 3 Report Fins RedoDokumen3 halamanLab 3 Report Fins RedoWestley GomezBelum ada peringkat
- Norberto Elias: Graduation of Teach Portuguese Language With Ability in EnglishDokumen14 halamanNorberto Elias: Graduation of Teach Portuguese Language With Ability in EnglishGildo Joaquim FranciscoBelum ada peringkat
- Lecture 5Dokumen20 halamanLecture 5Paylaşım KanalıBelum ada peringkat
- TR60 RIGID ENG. 6/13/03 10:38 AM Page 1: Performance DataDokumen2 halamanTR60 RIGID ENG. 6/13/03 10:38 AM Page 1: Performance Databayu enasoraBelum ada peringkat
- ToiletsDokumen9 halamanToiletsAnonymous ncBe0B9bBelum ada peringkat
- Surge Protection Devices CatalogueDokumen134 halamanSurge Protection Devices CatalogueNguyen Doan QuyetBelum ada peringkat
- Kunst 1600 Case AnalysisDokumen3 halamanKunst 1600 Case AnalysisrakeshBelum ada peringkat
- Why We Need A Flying Amphibious Car 1. CarsDokumen20 halamanWhy We Need A Flying Amphibious Car 1. CarsAsim AhmedBelum ada peringkat
- Cimo Guide 2014 en I 3Dokumen36 halamanCimo Guide 2014 en I 3lakisBelum ada peringkat
- Cambridge: Global EnglishDokumen34 halamanCambridge: Global EnglishLinh Nguyễn Thùy100% (1)
- OB Case Study Care by Volvo UK 2020Dokumen1 halamanOB Case Study Care by Volvo UK 2020Anima AgarwalBelum ada peringkat
- Lennox IcomfortTouch ManualDokumen39 halamanLennox IcomfortTouch ManualMuhammid Zahid AttariBelum ada peringkat