Anda mungkin juga menyukai
- SS 497 - Code of Practice For Design, Safe Use and Maintenance of Gantry CranesDokumen20 halamanSS 497 - Code of Practice For Design, Safe Use and Maintenance of Gantry CranesTest75% (4)
- Operator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesDari EverandOperator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesPenilaian: 5 dari 5 bintang5/5 (3)
- Lifitng Lug Design (BS5950)Dokumen2 halamanLifitng Lug Design (BS5950)Aya MontesBelum ada peringkat
- Anchor Bolt DesignDokumen26 halamanAnchor Bolt Designdwicahyo_as100% (1)
- Flange Bending in Single CurvatureDokumen21 halamanFlange Bending in Single CurvaturePeterBelum ada peringkat
- ANGLEDokumen3 halamanANGLEskorut100% (2)
- Ansi Asabe Ep545 Mar1995 (r2010)Dokumen10 halamanAnsi Asabe Ep545 Mar1995 (r2010)StephanBelum ada peringkat
- Discussion - Design Concepts For Jib CranesDokumen2 halamanDiscussion - Design Concepts For Jib Cranesheitor29Belum ada peringkat
- Comparison of Geometric Axis and Principal Axis Bending in Single AnglesDokumen4 halamanComparison of Geometric Axis and Principal Axis Bending in Single Anglesapirakq100% (1)
- Design of Diagonal Cross Bracings - Part 1 Theoretical Study PDFDokumen5 halamanDesign of Diagonal Cross Bracings - Part 1 Theoretical Study PDFaapennsylvaniaBelum ada peringkat
- Designing Compact GussetsDokumen13 halamanDesigning Compact GussetsLoren TamárezBelum ada peringkat
- Non-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2Dokumen242 halamanNon-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2darqm589% (18)
- Pile Foundation NotesDokumen11 halamanPile Foundation Notesramya manirajanBelum ada peringkat
- Basic Comparison Extruder Slipformer enDokumen7 halamanBasic Comparison Extruder Slipformer enOmar MahmoudBelum ada peringkat
- Geotubo GT-500Dokumen1 halamanGeotubo GT-500Juan AceitunoBelum ada peringkat
- Design of Monorail SystemsDokumen21 halamanDesign of Monorail Systemsapi-3840630100% (4)
- PDFDokumen244 halamanPDFRené Mella CidBelum ada peringkat
- Anchorage of Steel Building Components To ConcreteDokumen7 halamanAnchorage of Steel Building Components To ConcreteGlenn Rey DomingoBelum ada peringkat
- AISC Local Wheel Bending StressDokumen2 halamanAISC Local Wheel Bending StressD SRINIVASBelum ada peringkat
- Design Method For The Bolts in Bearing-Type Connections With FillersDokumen7 halamanDesign Method For The Bolts in Bearing-Type Connections With FillersAnonymous 7MdZQn1Belum ada peringkat
- AISC Specification for Allowable Stress Design of Single-Angle MembersDokumen16 halamanAISC Specification for Allowable Stress Design of Single-Angle MembersJorge Eduardo Puga MartinezBelum ada peringkat
- Monorail CalculationDokumen10 halamanMonorail CalculationMiftakhu ZaimBelum ada peringkat
- BS 5950 Design Guide PDFDokumen12 halamanBS 5950 Design Guide PDFNuzhat Az0% (1)
- Effective Length Factor for X-Bracing DesignDokumen5 halamanEffective Length Factor for X-Bracing DesignDianna LambertBelum ada peringkat
- The Effect of Eccentricity On Brace-To-Gusset AnglesDokumen6 halamanThe Effect of Eccentricity On Brace-To-Gusset AnglesAnonymous 7MdZQn10% (1)
- ANSI MH27.1-2003 Specifications For Patented Track StandardsDokumen35 halamanANSI MH27.1-2003 Specifications For Patented Track StandardsDD3NZBelum ada peringkat
- Cmaa 70Dokumen90 halamanCmaa 70alexchc121Belum ada peringkat
- The Influence of Granular Vortex Motion On The Volumetric PerformanceDokumen12 halamanThe Influence of Granular Vortex Motion On The Volumetric PerformancelarosemaximeBelum ada peringkat
- Lessons From Crane RunwaysDokumen5 halamanLessons From Crane Runwaysdicktracy11Belum ada peringkat
- 240K-C2-ES-15-001-1 Structural PDFDokumen14 halaman240K-C2-ES-15-001-1 Structural PDFWaldomiroCanoBelum ada peringkat
- Monorail Hoist SystemDokumen17 halamanMonorail Hoist SystemypatelsBelum ada peringkat
- Polar Moment of Weld GroupDokumen26 halamanPolar Moment of Weld GroupTrinh Duy KhanhBelum ada peringkat
- 000.215.1216 20aug2009Dokumen63 halaman000.215.1216 20aug2009Anonymous ya6gBBwHJFBelum ada peringkat
- Frame Design Using Web-Tapered Members: ProblemDokumen27 halamanFrame Design Using Web-Tapered Members: ProblemW SBelum ada peringkat
- Moment Baseplate DesignDokumen10 halamanMoment Baseplate DesignNeil JonesBelum ada peringkat
- Crane Girder DesignDokumen1 halamanCrane Girder Designmonther_alsalkhadiBelum ada peringkat
- 181-186 For Web PDFDokumen6 halaman181-186 For Web PDFdiego.peinado8856100% (1)
- Design of Circular Base Plate Under Large Bending MomentDokumen5 halamanDesign of Circular Base Plate Under Large Bending MomentAntonioMonteroBelum ada peringkat
- Design of Monorail BeamDokumen6 halamanDesign of Monorail BeamMahata Priyabrata100% (2)
- Beam-Column Design CalculationDokumen21 halamanBeam-Column Design CalculationOvidiu PetruescuBelum ada peringkat
- OSHA standards for fixed laddersDokumen7 halamanOSHA standards for fixed laddersken910076Belum ada peringkat
- Design of Monorail SystemsDokumen20 halamanDesign of Monorail Systemsaiyubi2Belum ada peringkat
- Hoist Basics and StandardsDokumen13 halamanHoist Basics and StandardswillchamBelum ada peringkat
- Engineering Inspections Guide PUWER Inspections LOLER COSHH and MoreDokumen58 halamanEngineering Inspections Guide PUWER Inspections LOLER COSHH and MorecoxshulerBelum ada peringkat
- Working Safely With Bridge and Gantry CranesDokumen44 halamanWorking Safely With Bridge and Gantry CranesGogyBelum ada peringkat
- Tower Crane InspectionDokumen111 halamanTower Crane InspectionMulatua Sirait80% (5)
- Vulcan Engineering Inspection GuideDokumen56 halamanVulcan Engineering Inspection Guidejohn392Belum ada peringkat
- Lifting Code of PracticeDokumen18 halamanLifting Code of PracticeOnaFajardoBelum ada peringkat
- Lifting Code of PracticeDokumen34 halamanLifting Code of Practiceakubestlah67% (3)
- Hazards Identification of Eot Cranes and Their Control MeasuresDokumen8 halamanHazards Identification of Eot Cranes and Their Control Measuressiddhu mendheBelum ada peringkat
- Pfee 7feb 2012 OnlineDokumen5 halamanPfee 7feb 2012 OnlineNek Nursyahaida Nek SohBelum ada peringkat
- Material Handling Systems in ConstructionDokumen7 halamanMaterial Handling Systems in Constructionramyatan SinghBelum ada peringkat
- MAC SEC FINAL_mergedDokumen12 halamanMAC SEC FINAL_mergedhanafi7180Belum ada peringkat
- Safety in Process Plant DesignDokumen8 halamanSafety in Process Plant DesignKannanGKBelum ada peringkat
- A Guide To Your Engineering InspectionsDokumen56 halamanA Guide To Your Engineering InspectionsHishamBelum ada peringkat
- Maintenance Inspection Examination of Tower CranesDokumen111 halamanMaintenance Inspection Examination of Tower CranesflasnicugBelum ada peringkat
- BD 2466 PDFDokumen65 halamanBD 2466 PDFHellen MartinssonBelum ada peringkat
- Guidelines PPEDokumen25 halamanGuidelines PPE88sanBelum ada peringkat
- Guidelines On The Effects of Cycling Operation On Maintenance ActivitiesDokumen97 halamanGuidelines On The Effects of Cycling Operation On Maintenance ActivitiesAndreaGentileBelum ada peringkat
- Heavy Equipment SafetyDokumen3 halamanHeavy Equipment SafetySabeek MohammedBelum ada peringkat
- Maintenance and Thorough Examination of Mobile CranesDokumen106 halamanMaintenance and Thorough Examination of Mobile CranesKate Poole100% (2)
- KOLO Information For HandbookDokumen1 halamanKOLO Information For HandbookYoga SamBelum ada peringkat
- Model 6 - OSHADokumen19 halamanModel 6 - OSHAManoj JaiswalBelum ada peringkat
- Hoisting and Rigging Safety Manual: Construction Safety Association of OntarioDokumen170 halamanHoisting and Rigging Safety Manual: Construction Safety Association of OntariomossamorrisBelum ada peringkat
- Reading: Multiple-Choice, Choose Multiple Answers: Item Type StrategiesDokumen7 halamanReading: Multiple-Choice, Choose Multiple Answers: Item Type StrategiesAshfaq AnwerBelum ada peringkat
- Zavia 2Dokumen320 halamanZavia 2Yousuf Khan100% (14)
- Importance of Welding SoftwareDokumen3 halamanImportance of Welding SoftwareAshfaq AnwerBelum ada peringkat
- HP - Inspection - External Visual Inspection Remains VitalDokumen3 halamanHP - Inspection - External Visual Inspection Remains VitalAshfaq AnwerBelum ada peringkat
- Heat Treatment RequirementsDokumen7 halamanHeat Treatment RequirementsarunradBelum ada peringkat
- Case Study - Crude Oil Desalter VesselDokumen2 halamanCase Study - Crude Oil Desalter VesselAshfaq AnwerBelum ada peringkat
- 2013 Uconnect - 730N 2ndDokumen220 halaman2013 Uconnect - 730N 2ndAshfaq AnwerBelum ada peringkat
- Case Study - Amine Regeneration ColumnDokumen2 halamanCase Study - Amine Regeneration ColumnAshfaq Anwer100% (2)
- Selecting The Proper Plastic Piping Material: ©2003, 2004, 2005 - Plastics Pipe and Fittings AssociationDokumen12 halamanSelecting The Proper Plastic Piping Material: ©2003, 2004, 2005 - Plastics Pipe and Fittings AssociationAshfaq AnwerBelum ada peringkat
- Coatings ResistanceDokumen13 halamanCoatings ResistanceAshfaq AnwerBelum ada peringkat
- Corr AccDokumen100 halamanCorr AccNaveen KumarBelum ada peringkat
- Case Study - Knockout DrumDokumen2 halamanCase Study - Knockout DrumAshfaq AnwerBelum ada peringkat
- Asme 31 GDokumen48 halamanAsme 31 GShriram Avasarkar100% (2)
- Leakage Acceptance Rates Comparison Metal & Soft Seated Valves Api 598/api 6D/Mss Sp-61/Fci 70-2Dokumen5 halamanLeakage Acceptance Rates Comparison Metal & Soft Seated Valves Api 598/api 6D/Mss Sp-61/Fci 70-2Ashfaq AnwerBelum ada peringkat
- AfsaanayDokumen145 halamanAfsaanayAshfaq AnwerBelum ada peringkat
- High Temperature Ultrasonic ThicknessDokumen77 halamanHigh Temperature Ultrasonic ThicknessAshfaq AnwerBelum ada peringkat
- Beginners Guide To CorrosionDokumen10 halamanBeginners Guide To Corrosionshamu081Belum ada peringkat
- Safety Data Sheet Chemical ProductsDokumen5 halamanSafety Data Sheet Chemical ProductsAshfaq AnwerBelum ada peringkat
- Stress Corrosion CrackingDokumen2 halamanStress Corrosion CrackingrenatobellarosaBelum ada peringkat
- Sea Cooling Water CorrosionDokumen6 halamanSea Cooling Water CorrosionAshfaq AnwerBelum ada peringkat
- Asme Secv&Ix Practice Questions For API 510 ExamDokumen293 halamanAsme Secv&Ix Practice Questions For API 510 ExamAshfaq AnwerBelum ada peringkat
- Venturi Tube Design GuideDokumen45 halamanVenturi Tube Design GuideAshfaq AnwerBelum ada peringkat
- Flange DesignDokumen10 halamanFlange DesignAnonymous yQ7SQrBelum ada peringkat
- Amonia Plant - RisksDokumen14 halamanAmonia Plant - Risksanburishi100% (1)
- Guided Wave APIDokumen37 halamanGuided Wave APIAshfaq Anwer100% (3)
- G Alvarado Fixed EquipmentDokumen36 halamanG Alvarado Fixed EquipmentAshfaq AnwerBelum ada peringkat
- GWUT Case Study Transfer Lines Above GroundDokumen11 halamanGWUT Case Study Transfer Lines Above GroundRyan GillespieBelum ada peringkat
- LARGE DIAMETER FLANGES & FITTINGS GUIDEDokumen38 halamanLARGE DIAMETER FLANGES & FITTINGS GUIDEAshfaq Anwer100% (1)
- Jsa Jis H 8304Dokumen30 halamanJsa Jis H 8304farhad100% (1)
- Apgenco (Mechanical) 2017-QpDokumen16 halamanApgenco (Mechanical) 2017-QpSamresh GarnaikBelum ada peringkat
- Splined ShaftDokumen2 halamanSplined Shaftjmpateiro1985Belum ada peringkat
- CIPP DesignDokumen6 halamanCIPP DesignkwesiwellsBelum ada peringkat
- Condensate SystemDokumen35 halamanCondensate SystemSam100% (6)
- FOOTING STRESSESDokumen6 halamanFOOTING STRESSESSulaiman Mohsin AbdulAziz100% (1)
- Introduction To Structural Analysis-Part 1Dokumen30 halamanIntroduction To Structural Analysis-Part 1Hiew Ching YongBelum ada peringkat
- Application of Concrete Filled Steel Tubular Arch Bridges and Study On Ultimate. Load-Carrying Capacity PDFDokumen15 halamanApplication of Concrete Filled Steel Tubular Arch Bridges and Study On Ultimate. Load-Carrying Capacity PDFTDNBelum ada peringkat
- DIN-1092 Steel Flanges PN Standards DimensionsDokumen4 halamanDIN-1092 Steel Flanges PN Standards DimensionsfitiranBelum ada peringkat
- TRL144Dokumen59 halamanTRL144ONE SMART LRT3-2Belum ada peringkat
- Latent Heat of Phase ChangesDokumen18 halamanLatent Heat of Phase ChangesHarsh TripathiBelum ada peringkat
- Hummel PG GlandsDokumen7 halamanHummel PG GlandsBob JohnsonBelum ada peringkat
- Iso 06944-1-2008Dokumen40 halamanIso 06944-1-2008Quốc Đạt100% (2)
- Reichold, Corrosion Guide 12.15.2010Dokumen45 halamanReichold, Corrosion Guide 12.15.2010Pradeep Srivastava100% (1)
- Best practices for reducing HVAC infiltration and maintaining building pressurizationDokumen64 halamanBest practices for reducing HVAC infiltration and maintaining building pressurizationJUANBelum ada peringkat
- NDT Certificate Inspection ReportsDokumen9 halamanNDT Certificate Inspection ReportsikponmwonsaBelum ada peringkat
- Fracture MechanicsDokumen12 halamanFracture Mechanicsramachadra122Belum ada peringkat
- Sanitation System EssentialsDokumen50 halamanSanitation System Essentialsروسيده بت محمد سعدBelum ada peringkat
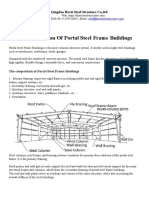
- The Specification of Portal Steel FrameDokumen9 halamanThe Specification of Portal Steel FramemandyBelum ada peringkat
- Nonlinear Structural Analysis of A 2D Cut-And-Cover Tunnel Exposed To FireDokumen6 halamanNonlinear Structural Analysis of A 2D Cut-And-Cover Tunnel Exposed To Firebalamurugan25011990Belum ada peringkat
- Austrian Standard B-1992!1!1Dokumen80 halamanAustrian Standard B-1992!1!1tth28288969Belum ada peringkat
- Knauf Product Catalogue Aug2019 WEBDokumen28 halamanKnauf Product Catalogue Aug2019 WEBeka suryanaBelum ada peringkat
- Donn Grid Suspension SystemDokumen24 halamanDonn Grid Suspension SystemEdi JunaediBelum ada peringkat
- Curtain Wall Systems GuideDokumen37 halamanCurtain Wall Systems GuideMarc Gregory Queral Olanio80% (5)
- Bridge Engineering Assignment ReportDokumen31 halamanBridge Engineering Assignment ReportChiranjaya HulangamuwaBelum ada peringkat
- PZ Access Scaffolding 2019Dokumen40 halamanPZ Access Scaffolding 2019Derek HeaneyBelum ada peringkat
- Valero Blinding Guideline Provides Safety ProceduresDokumen13 halamanValero Blinding Guideline Provides Safety ProcedureskishorsinghBelum ada peringkat