Anda mungkin juga menyukai
- Electron Beam WeldingDokumen20 halamanElectron Beam WeldingkumarBelum ada peringkat
- 4A. Electron Beam Machining (EBM)Dokumen3 halaman4A. Electron Beam Machining (EBM)Tanu RdBelum ada peringkat
- Electron Beam WeldingDokumen19 halamanElectron Beam WeldingRajan BhadoriyaBelum ada peringkat
- Electron Beam MachiningDokumen9 halamanElectron Beam MachiningYunitha RatnadillaBelum ada peringkat
- Document 1Dokumen8 halamanDocument 1sadiqali4244Belum ada peringkat
- Elecron Beam MachiningDokumen9 halamanElecron Beam Machiningpatel ketanBelum ada peringkat
- Electron BeamDokumen5 halamanElectron Beamrangaraobdl30198Belum ada peringkat
- Non Conventional Welding 1. What Is Electron Beam Welding (EBW) Process? Describe in Brief, Giving Its Scope of ApplicationDokumen31 halamanNon Conventional Welding 1. What Is Electron Beam Welding (EBW) Process? Describe in Brief, Giving Its Scope of Applicationsanand_1992Belum ada peringkat
- Advance ProductionDokumen5 halamanAdvance ProductiontamertunaliBelum ada peringkat
- Submerge Arc WeldingDokumen7 halamanSubmerge Arc WeldingUsman Saeed KianiBelum ada peringkat
- ElectronbeamweldingDokumen45 halamanElectronbeamweldingzerogravityBelum ada peringkat
- Ucmp Unit-5Dokumen77 halamanUcmp Unit-5Rashida BegumBelum ada peringkat
- Electron Beam Welding AbstractDokumen3 halamanElectron Beam Welding AbstractEmmanuel PeterBelum ada peringkat
- Arc Welding ProcessesDokumen3 halamanArc Welding ProcessesParesh GoelBelum ada peringkat
- Working Principle: Laser Beam WeldingDokumen14 halamanWorking Principle: Laser Beam WeldingAkash KumarBelum ada peringkat
- Electrode Converted Into TextDokumen14 halamanElectrode Converted Into TextNeha NimbarkBelum ada peringkat
- Electron Beam Machining: Principle of EBMDokumen4 halamanElectron Beam Machining: Principle of EBMPragyan Kumar PradhanBelum ada peringkat
- Space Welding TermpaperDokumen11 halamanSpace Welding Termpapersai vamsiBelum ada peringkat
- Automatic Projectile Propulsion System: AbstractDokumen58 halamanAutomatic Projectile Propulsion System: AbstractstroxBelum ada peringkat
- Electron Beam WeldingDokumen10 halamanElectron Beam WeldingStefanie WilsonBelum ada peringkat
- Electron Beam Welding: Author's: A. Leonard Pawan, A. Antony Ajay, K. Manjunath, S .Yuvaraj PandiDokumen11 halamanElectron Beam Welding: Author's: A. Leonard Pawan, A. Antony Ajay, K. Manjunath, S .Yuvaraj PandiLeonard PawanBelum ada peringkat
- MOdern Welding ProcessesDokumen25 halamanMOdern Welding ProcessesAnwar Sadath M A50% (2)
- Lab Session 04 - Arc WeldingDokumen6 halamanLab Session 04 - Arc WeldingZaid BaigBelum ada peringkat
- Welcome To The Presentation On Other Welding Processes: Presented by Tanay Roy Roll No: 1805024Dokumen47 halamanWelcome To The Presentation On Other Welding Processes: Presented by Tanay Roy Roll No: 1805024Tanay RoyBelum ada peringkat
- 13 Electron Beam WeldingDokumen13 halaman13 Electron Beam WeldingparidhiBelum ada peringkat
- Electron Beam MachiningDokumen19 halamanElectron Beam MachiningHarshal NilBelum ada peringkat
- Shielded Metal Arc WeldingDokumen7 halamanShielded Metal Arc WeldingSiraj JunaidBelum ada peringkat
- Experiment-1: Study of Grinding Machine and It's OperationsDokumen15 halamanExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibBelum ada peringkat
- UNIT-1 Conducting Materials NotesDokumen21 halamanUNIT-1 Conducting Materials NotesAdarsh TiwariBelum ada peringkat
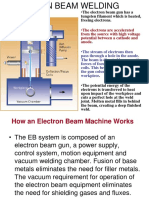
- Tungsten Filament Which Is Heated, Freeing Electrons.: - The Electron Beam Gun Has ADokumen13 halamanTungsten Filament Which Is Heated, Freeing Electrons.: - The Electron Beam Gun Has APrashant PuriBelum ada peringkat
- 05 (Ebm Pam)Dokumen26 halaman05 (Ebm Pam)ssBelum ada peringkat
- Laporan Welding ProsmanDokumen20 halamanLaporan Welding Prosmannadia frizaBelum ada peringkat
- Electron Beam Machining 1Dokumen9 halamanElectron Beam Machining 1Anonymous NUIEgEBelum ada peringkat
- AbrasiveDokumen15 halamanAbrasiveShanmuganathanBelum ada peringkat
- Experiment-1: Study of Grinding Machine and It's OperationsDokumen15 halamanExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibBelum ada peringkat
- Experiment-1: Study of Grinding Machine and It's OperationsDokumen15 halamanExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibBelum ada peringkat
- NTMP - EbmDokumen20 halamanNTMP - EbmShuvroneil Sinha RoyBelum ada peringkat
- Lab Report 2..weldingDokumen7 halamanLab Report 2..weldingUsman Saeed Kiani100% (1)
- Electron Beam Welding (EBW)Dokumen11 halamanElectron Beam Welding (EBW)HARSH KUMAR TIWARIBelum ada peringkat
- Admp 6th SemDokumen262 halamanAdmp 6th SemmishtisonuBelum ada peringkat
- 4-GAS TUNGSTEN ARC WELDING (GTAW) and PLASMA Arc WeldingDokumen19 halaman4-GAS TUNGSTEN ARC WELDING (GTAW) and PLASMA Arc WeldingabastosuaptBelum ada peringkat
- Study of Electric Arc Welding Process and Various Types of JointDokumen12 halamanStudy of Electric Arc Welding Process and Various Types of JointMohammed RakibBelum ada peringkat
- Electron Beam MachiningDokumen7 halamanElectron Beam MachiningDiaz LaksmanaBelum ada peringkat
- MUCLecture 2021 112449616Dokumen7 halamanMUCLecture 2021 112449616sanyengereBelum ada peringkat
- "Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityDokumen10 halaman"Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityAcerz VillagraciaBelum ada peringkat
- Electric Arc Welding or Smaw: Fernando O. Paras JRDokumen17 halamanElectric Arc Welding or Smaw: Fernando O. Paras JRMirasol Nilo GumbaBelum ada peringkat
- Electro Discharge MachiningDokumen54 halamanElectro Discharge MachiningLihas AirohalBelum ada peringkat
- Specific Welding DetalsDokumen17 halamanSpecific Welding DetalsradiantsteelBelum ada peringkat
- Shielded Metal Arc Welding 2Dokumen8 halamanShielded Metal Arc Welding 2Cold EnzethBelum ada peringkat
- Electron Beam MachiningDokumen5 halamanElectron Beam MachiningpapupassBelum ada peringkat
- Electron Beam WeldingDokumen25 halamanElectron Beam Weldingகார்த்திகேயன் ராஜன்Belum ada peringkat
- Submergedarcwelding ForDokumen23 halamanSubmergedarcwelding ForDany aprianBelum ada peringkat
- Welding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Dokumen14 halamanWelding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Bouzaida MaherBelum ada peringkat
- AMP FinalDokumen66 halamanAMP FinalJacob KussiaBelum ada peringkat
- SOLUDokumen6 halamanSOLUVishnu JangidBelum ada peringkat
- EdmDokumen31 halamanEdmSuvin PsBelum ada peringkat
- ELECTRON BEAM MACHINING PrashanthDokumen20 halamanELECTRON BEAM MACHINING PrashanthSurender NarmetaBelum ada peringkat
- Heat Generation in EBWDokumen14 halamanHeat Generation in EBWSubhodeep SadhuBelum ada peringkat
- The Study of Elementary Electricity and Magnetism by Experiment: Containing Two Hundred Experiments Performed with Simple, Home-made ApparatusDari EverandThe Study of Elementary Electricity and Magnetism by Experiment: Containing Two Hundred Experiments Performed with Simple, Home-made ApparatusBelum ada peringkat
- Shaping Grinding and Realated OperationsDokumen26 halamanShaping Grinding and Realated Operationspatel ketanBelum ada peringkat
- EML3500 CH 4 SlidesDokumen134 halamanEML3500 CH 4 Slidespatel ketan100% (1)
- EML3500 CH 4 SlidesDokumen134 halamanEML3500 CH 4 Slidespatel ketan100% (1)
- Mechanical Objective by Upkar PublicationDokumen108 halamanMechanical Objective by Upkar Publicationpatel ketan100% (16)
- Drilling Related Operations 2Dokumen18 halamanDrilling Related Operations 2Heris SitompulBelum ada peringkat
- Fund Mech Eng SiemensDokumen150 halamanFund Mech Eng SiemensRafael Pacheco100% (2)
- Handbook of Mechanical Engineering TermsDokumen366 halamanHandbook of Mechanical Engineering Termsjakejohns95% (44)
- Jigs and FixturesDokumen85 halamanJigs and Fixturespatel ketan80% (15)
- 6 Shearing StressesDokumen26 halaman6 Shearing Stressestigin100% (4)
- Mec281: Materials Science: Phase DiagramDokumen74 halamanMec281: Materials Science: Phase Diagrampatel ketan100% (1)
- Linear MeasurementDokumen144 halamanLinear Measurementpatel ketan100% (2)
- Introduction To MetrologyDokumen55 halamanIntroduction To Metrologypatel ketan92% (36)
- Hot Cold WorkingDokumen40 halamanHot Cold Workingpatel ketanBelum ada peringkat
- Dye Penetrate TestDokumen68 halamanDye Penetrate Testpatel ketan92% (13)
- Cold FormingDokumen25 halamanCold Formingpatel ketan100% (3)
- Heat Treatment Chapter 2Dokumen24 halamanHeat Treatment Chapter 2patel ketan100% (4)
- GEARDokumen13 halamanGEARpatel ketan89% (9)
- Broaching (1)Dokumen16 halamanBroaching (1)patel ketan82% (11)
- Gear Finishing MethodDokumen9 halamanGear Finishing Methodpatel ketan50% (2)
- Gear IntroductionDokumen17 halamanGear Introductionpatel ketan100% (1)
- Forgingforging ProcessDokumen13 halamanForgingforging Processpatel ketanBelum ada peringkat
- CNCDokumen23 halamanCNCpatel ketanBelum ada peringkat
- Abrasive Jet MachiningDokumen6 halamanAbrasive Jet Machiningpatel ketan71% (7)
- Lecture of CNC ProgramDokumen29 halamanLecture of CNC ProgramMargam Kiran KumarBelum ada peringkat
- A Seminar Report On Friction WeldingDokumen12 halamanA Seminar Report On Friction Weldingpatel ketan70% (10)
- Electrobeam MachiningDokumen8 halamanElectrobeam Machiningpatel ketan67% (3)
- Heat Treatment Chapter 2Dokumen24 halamanHeat Treatment Chapter 2patel ketan100% (4)
- Introduction To MetrologyDokumen55 halamanIntroduction To Metrologypatel ketan92% (36)
- Build Your Own: Hydroelectric GeneratorDokumen9 halamanBuild Your Own: Hydroelectric GeneratorAnkit SawantBelum ada peringkat
- Jigs and FixturesDokumen85 halamanJigs and Fixturespatel ketan80% (15)