Anda mungkin juga menyukai
- UF1253 - Diagnóstico de deformaciones estructuralesDari EverandUF1253 - Diagnóstico de deformaciones estructuralesBelum ada peringkat
- Ejercicios de Integrales de Línea, Superficie y VolumenDari EverandEjercicios de Integrales de Línea, Superficie y VolumenPenilaian: 4 dari 5 bintang4/5 (2)
- Estructura de Un Programa 2014 AmpliadoDokumen48 halamanEstructura de Un Programa 2014 AmpliadoMargarita Vimos100% (1)
- Programación ManualDokumen25 halamanProgramación ManualSaul Serrano CahuantziBelum ada peringkat
- Curso de CNCDokumen45 halamanCurso de CNCNicolás Maquiavelo100% (2)
- Anexo Manual Fanuc Torno CNCDokumen13 halamanAnexo Manual Fanuc Torno CNCarturo_23eBelum ada peringkat
- Apuntes-Torno-Cnc - PROBLEMASDokumen24 halamanApuntes-Torno-Cnc - PROBLEMASSebastian AlarconBelum ada peringkat
- Codigos de g0 A g99Dokumen13 halamanCodigos de g0 A g99aamd-100% (1)
- Entrega 2Dokumen17 halamanEntrega 2Josefin GuerreroBelum ada peringkat
- Ejercicios Resueltos para FresarDokumen3 halamanEjercicios Resueltos para FresarIs_rraelBelum ada peringkat
- CNCDokumen30 halamanCNCtemigaBelum ada peringkat
- Ejemplo Pieza Torneado CNC Con WINUNISOFT PDFDokumen5 halamanEjemplo Pieza Torneado CNC Con WINUNISOFT PDFarnaldodsBelum ada peringkat
- Codigos o N g0 g1 g2 g3Dokumen39 halamanCodigos o N g0 g1 g2 g3Marco Ortiz PurizacaBelum ada peringkat
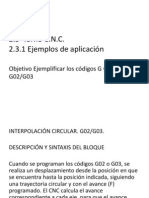
- G02 - 03 Interpolacion CircularDokumen32 halamanG02 - 03 Interpolacion Circularhiram54Belum ada peringkat
- CNC 2Dokumen18 halamanCNC 2Angel Munguia OsorioBelum ada peringkat
- Practica 7 ReporteDokumen4 halamanPractica 7 ReporteGalilea BandaBelum ada peringkat
- Codigo M y G CNCDokumen4 halamanCodigo M y G CNCJORGE ALEJANDRO RAMIREZ AQUINO100% (1)
- Programación CNC ISO estándarDokumen13 halamanProgramación CNC ISO estándarJorge TejasBelum ada peringkat
- Instrucción G00Dokumen78 halamanInstrucción G0013239563Belum ada peringkat
- Codigos O y N - EstudiantesDokumen31 halamanCodigos O y N - EstudiantesmaravajoBelum ada peringkat
- Códigos G&M TornoDokumen10 halamanCódigos G&M TornoBruno DiazBelum ada peringkat
- Funcion GDokumen10 halamanFuncion GwrdnBelum ada peringkat
- Practicas VariasDokumen14 halamanPracticas VariasDavid HernandezBelum ada peringkat
- Apuntes Torno CNCDokumen24 halamanApuntes Torno CNCSuli ZgzBelum ada peringkat
- Programacion FagorDokumen10 halamanProgramacion FagorEulalio LopezBelum ada peringkat
- Programación de Control Numerico ISO Estandar - DesbloqueadoDokumen13 halamanProgramación de Control Numerico ISO Estandar - DesbloqueadoEdson Lizarazu OsinagaBelum ada peringkat
- Programación de Máquinas de CNC Con Códigos GDokumen11 halamanProgramación de Máquinas de CNC Con Códigos GborllioBelum ada peringkat
- Maria de La Luz Casillas Cano, 1830366, 602Dokumen8 halamanMaria de La Luz Casillas Cano, 1830366, 602Luz CasillasBelum ada peringkat
- Clase CNCDokumen41 halamanClase CNCJUAN JESÚS RAMOS VEGABelum ada peringkat
- Manual CNCDokumen24 halamanManual CNCFrancisco Jara RissettiBelum ada peringkat
- Códigos G y Compensación de HerramientasDokumen5 halamanCódigos G y Compensación de HerramientasClemente CalderonBelum ada peringkat
- Codigos CNCDokumen13 halamanCodigos CNCJonathanRamirezRamirBelum ada peringkat
- CNC Manual G&M (3640)Dokumen16 halamanCNC Manual G&M (3640)Charly JimenezBelum ada peringkat
- Curso Torno-Cnc DynaDokumen19 halamanCurso Torno-Cnc DynaJorge Sarmiento100% (1)
- CNC FresaDokumen31 halamanCNC FresaaamarosaBelum ada peringkat
- Curso Fanuc 2015-2016Dokumen40 halamanCurso Fanuc 2015-2016Cristian Rojas Ulloa100% (2)
- Estructura de Ficheros en WinunisoftDokumen66 halamanEstructura de Ficheros en Winunisoftwilliam valeraBelum ada peringkat
- Manual de códigos CNC Haas VF 2015Dokumen67 halamanManual de códigos CNC Haas VF 2015Alberto RomeroBelum ada peringkat
- Ejercicio Software WinunisoftDokumen5 halamanEjercicio Software WinunisoftDavidBelum ada peringkat
- Introducción Al CNCDokumen28 halamanIntroducción Al CNCmecaboscoBelum ada peringkat
- Programación de Máquinas de CNC Con Códigos G y MDokumen9 halamanProgramación de Máquinas de CNC Con Códigos G y MLuis SuárezBelum ada peringkat
- Curso Torno RoscaDokumen16 halamanCurso Torno Roscaluislobo10Belum ada peringkat
- CODIGOS G y MDokumen7 halamanCODIGOS G y Mmmuriel uribe100% (1)
- Exposicion de Procesos-Ciclos Fijos de Torneado 1Dokumen31 halamanExposicion de Procesos-Ciclos Fijos de Torneado 1REBECABelum ada peringkat
- Teoria Web Curso CNC ResumenDokumen18 halamanTeoria Web Curso CNC ResumenMarcos Garcia ManjarrezBelum ada peringkat
- Programación de Máquinas de CNC Con Códigos G&M - TecnoEduDokumen17 halamanProgramación de Máquinas de CNC Con Códigos G&M - TecnoEduHector HectorBelum ada peringkat
- 15 Problemas Diversos Con SolucionesDokumen15 halaman15 Problemas Diversos Con SolucionesPilar García SímbalaBelum ada peringkat
- Apuntes Codigos CNCDokumen10 halamanApuntes Codigos CNCDescargasScribdBelum ada peringkat
- Proyecto FinalDokumen25 halamanProyecto FinalcesarBelum ada peringkat
- Programación CNC para torno con control Fanuc Oi-TDokumen28 halamanProgramación CNC para torno con control Fanuc Oi-TAristy Mojica100% (4)
- Manual Torno HNC 21TDokumen46 halamanManual Torno HNC 21Tivan100% (1)
- Programación CNC básicaDokumen14 halamanProgramación CNC básicaAlekx PedrazaBelum ada peringkat
- torno cncDokumen5 halamantorno cncfer.celis.rBelum ada peringkat
- Programación de Máquinas de CNC Con Códigos GDokumen14 halamanProgramación de Máquinas de CNC Con Códigos GKARLABelum ada peringkat
- Programación de Máquinas de CNC Con Códigos GDokumen14 halamanProgramación de Máquinas de CNC Con Códigos GKARLABelum ada peringkat
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Dari EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Belum ada peringkat
- Qué Es La Política de CalidadDokumen6 halamanQué Es La Política de Calidadhiram54Belum ada peringkat
- Gestion WinUnisoftDokumen79 halamanGestion WinUnisofthiram54Belum ada peringkat
- I Fundamentos Teóricos Del Control NuméricoDokumen143 halamanI Fundamentos Teóricos Del Control Numéricohiram54Belum ada peringkat
- 2 Diagramas de EquilibrioDokumen96 halaman2 Diagramas de Equilibriohiram54Belum ada peringkat
- Introduccion A La Programacion CNCDokumen33 halamanIntroduccion A La Programacion CNChiram54Belum ada peringkat
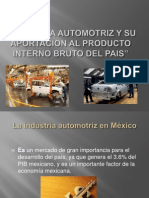
- La Industria Automotriz en MexicoDokumen13 halamanLa Industria Automotriz en Mexicohiram54Belum ada peringkat
- Introduccion Al Control Numerico PDFDokumen40 halamanIntroduccion Al Control Numerico PDFhiram54Belum ada peringkat
- G02 - 03 Interpolacion CircularDokumen32 halamanG02 - 03 Interpolacion Circularhiram54Belum ada peringkat
- Introduccion Al CNC PDFDokumen93 halamanIntroduccion Al CNC PDFhiram54100% (1)
- Principales Teorias de La AdministracionDokumen152 halamanPrincipales Teorias de La Administracionhiram54Belum ada peringkat
- La Industria Automotriz en MexicoDokumen13 halamanLa Industria Automotriz en Mexicohiram54Belum ada peringkat
- 2 Diagramas de EquilibrioDokumen96 halaman2 Diagramas de Equilibriohiram54Belum ada peringkat
- Elementos de La AdministraciónDokumen105 halamanElementos de La Administraciónhiram54Belum ada peringkat
- Vii Elementos de La AdministraciónDokumen107 halamanVii Elementos de La Administraciónhiram54Belum ada peringkat
- Mini TabDokumen86 halamanMini Tabhiram54Belum ada peringkat
- 2 Teorias CulturalesDokumen27 halaman2 Teorias Culturaleshiram54100% (2)
- Durbin Watson para autocorrelación en regresión linealDokumen1 halamanDurbin Watson para autocorrelación en regresión linealhiram54Belum ada peringkat
- Evaluacion Integral de Los Proyectos de InversionDokumen220 halamanEvaluacion Integral de Los Proyectos de Inversionhiram54Belum ada peringkat
- Clase Series de TiempoDokumen55 halamanClase Series de Tiempohiram54100% (1)
- 2 La EmpresaDokumen37 halaman2 La Empresahiram54Belum ada peringkat
- Tabla de Integrales PDFDokumen5 halamanTabla de Integrales PDFBlack_blm2011Belum ada peringkat
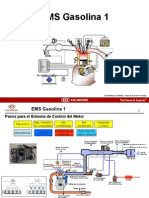
- EMS Gasoline 1Dokumen39 halamanEMS Gasoline 1hiram54100% (1)
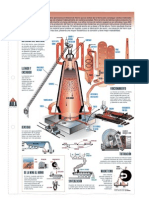
- Alto HornoDokumen1 halamanAlto HornoGiancarlo VenturaBelum ada peringkat
- Administracion y Direccion 20091Dokumen260 halamanAdministracion y Direccion 20091wilfferBelum ada peringkat
- Costuras y PuntadasDokumen28 halamanCosturas y PuntadasBEATRIZAZUARA100% (2)
- Laboratorio BimanualDokumen18 halamanLaboratorio BimanualE-Luis El PolloBelum ada peringkat
- Codigos para Fresadora CNCDokumen11 halamanCodigos para Fresadora CNCFrancisco Araucano80% (5)
- Amoladora Pautas Plan MantenimientoDokumen6 halamanAmoladora Pautas Plan MantenimientoDaniel SabinoBelum ada peringkat
- Accionamiento eléctrico para válvulas de controlDokumen4 halamanAccionamiento eléctrico para válvulas de controlCarlos PeñaBelum ada peringkat
- Mecanizado por arranque de viruta guía completaDokumen41 halamanMecanizado por arranque de viruta guía completaAnonymous u3NipIQlY100% (1)
- Inspección visual de engranajesDokumen8 halamanInspección visual de engranajesJair ItmeBelum ada peringkat
- Herramientas de Procesos de Remoción Por Movimiento de TraslaciónDokumen6 halamanHerramientas de Procesos de Remoción Por Movimiento de TraslaciónJosé moreira lopez100% (1)
- Inversion de GiroDokumen6 halamanInversion de GiroHaroldReynaldoChuraBelum ada peringkat
- Pets Trabajos de IzajeDokumen12 halamanPets Trabajos de IzajeRobert Martinez MillaBelum ada peringkat
- Hyundai Catalogo ExcavadorasDokumen6 halamanHyundai Catalogo ExcavadorasBudi Waskito100% (2)
- 06 - Pelacables para MTDokumen15 halaman06 - Pelacables para MTHenry Jefferson Choque VillcaBelum ada peringkat
- Perforación Manual - DescripcionDokumen38 halamanPerforación Manual - DescripcionHaroldGalvánBeltránBelum ada peringkat
- TORNO2Dokumen20 halamanTORNO2Mili VcBelum ada peringkat
- 7 Maquinas SimplesDokumen46 halaman7 Maquinas SimplesLowerBelum ada peringkat
- GranulometriaDokumen11 halamanGranulometriaGuiselle Díaz MirandaBelum ada peringkat
- Pernos y TornillosDokumen33 halamanPernos y TornillosNicolás BarreraBelum ada peringkat
- Ingenieria de Metodos Pa2Dokumen6 halamanIngenieria de Metodos Pa2Ghi Ta RoBelum ada peringkat
- Catalogo Herramientas Bosch 2009Dokumen24 halamanCatalogo Herramientas Bosch 2009Bladimir Ruben Yllescas JimenezBelum ada peringkat
- Seguridad Con Guardas de PorteccionDokumen3 halamanSeguridad Con Guardas de PorteccionErick PachasBelum ada peringkat
- Que Es El Mimeografo y DictafonoDokumen2 halamanQue Es El Mimeografo y DictafonogcalitoBelum ada peringkat
- Herramientas de Corte Con Desprendimiento de VirutaDokumen17 halamanHerramientas de Corte Con Desprendimiento de Virutabrenda100% (1)
- Piezas en AutoCAD Link de DescargaDokumen2 halamanPiezas en AutoCAD Link de DescargaalfredoBelum ada peringkat
- Cielo Falso en PerfileriaDokumen11 halamanCielo Falso en PerfileriaAndres NoboaBelum ada peringkat
- La Fresadora y La Maquina CNC: Centro Mexicano Frances Conalep Operación de Máquinas y HerramientasDokumen18 halamanLa Fresadora y La Maquina CNC: Centro Mexicano Frances Conalep Operación de Máquinas y HerramientasSamuel AgustinBelum ada peringkat
- Clasificación o Tipos de RodamientosDokumen9 halamanClasificación o Tipos de RodamientosFelipe Espinosa BecerrilBelum ada peringkat
- Hoja de procesos para fabricación de tambor selectorDokumen7 halamanHoja de procesos para fabricación de tambor selectorCristian Moreta100% (3)
- Afilado de BurilesDokumen6 halamanAfilado de BurilesJeffersonForeroBelum ada peringkat
- Examen Diseño MaquinasDokumen4 halamanExamen Diseño MaquinasPepe VMBelum ada peringkat