Maîtrise Des Techniques de coupe-TH-TPC
Diunggah oleh
YounessJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Maîtrise Des Techniques de coupe-TH-TPC
Diunggah oleh
YounessHak Cipta:
Format Tersedia
Rsum de Thorie et Guide de travaux pratique
Page 0 sur 131
MAITRISE DES TECHNIQUES DE COUPE
ROYAUME DU MAROC
OFPPT
Office de la Formation Professionnelle et de la Promotion du Travail DIRECTION RECHERCHE ET INGENIERIE DE FORMATION
RESUME THEORIQUE & GUIDE DE TRAVAUX PRATIQUES
MODULE : N7
MAITRISE DES TECHNIQUES DE COUPE
SECTEUR :
TEXTILE HABILLEMENT
SPECIALITE : T.P.C. NIVEAU :
TECHNICIEN
VERSION 2006
OFPPT/ DRIF/ CDC Textile habillement
Rsum de Thorie et Guide de travaux pratique
Page 1 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Document labor par :
Nom et prnom HONCIUC SILVIA
EFP CDC Textile Habillement Cuir
DR DRIF
Validation - MARIA MINDRILA - ANGELA NICULESCU - THAMI TRANKILO
OFPPT/ DRIF/ CDC Textile habillement
Rsum de Thorie et Guide de travaux pratique
Page 2 sur 131
MAITRISE DES TECHNIQUES DE COUPE
SOMMAIRE
Prsentation du module Rsum de thorie I. Les fonctions du dpartement coupe II. Identifier les matires premires II.1. Classification des matires premires II.2. Prsentation en pices II.3. Les lments des tissus utiliss la coupe II.4. Les modes de stockage II.5. Notions de gestion matire III. Le placement et le traage III.1. Analyse de produit III.2. Les rgles gnrales de placement III.3. Calcul de taux de rendement III.4. Recherche de la meilleure laize III.5. Traitement des tissus motifs III.6. Les techniques de traage IV. Le matelassage IV.1. Les mthodes de matelassage IV.2. Le matriel de matelassage IV.3. Les mthodes dlimination des dfauts matires IV.4. Le traitement des nuances IV.5. Suivi de la consommation matire V. Le dcoupage V.1. Moyens de fixation les clichs ou patrons sur le matelas V.2. Le matriel de coupe VI. Le matriel et les oprations de prparation avant fabrication VI.1.La mise en paquets VI.2. La prparation avant le montage VII. Traitement dun ordre de coupe TOTAL DUREE PARTIE THEORIQUE Annexes Guide de travaux pratique TP1 : Recherche des caractristiques des toffes sur chantillons TP2 : Faire lanalyse dun produit partir dun chantillon TP3 : Etude de placement TP4 : Travaux pratiques de placement, matelassage, dcoupage et mise en paquets Evaluation de fin de module TOTAL DUREE PARTIE PRATIQUE Liste bibliographique Page 6 8 13 14 15 17 19 21 23 24 30 34 36 42 44 45 46 49 56 58 60 63 64 67 85 86 93 101 114 120 121 124 125 126 127 130 2 Dure
3h 6 h
21 h
15 h
6h
6h
9h 66 h
1h 2h 9h 30 h 4h 46 h
OFPPT/ DRIF/ CDC Textile habillement
Rsum de Thorie et Guide de travaux pratique
Page 3 sur 131
MAITRISE DES TECHNIQUES DE COUPE
MODULE : N7
MAITRISE DES TECHNIQUES DE COUPE Dure :112 H 60% : thorique 40% : pratique
OBJECTIF OPERATIONNEL DE PREMIER NIVEAU DE COMPORTEMENT COMPORTEMENT ATTENDU Pour dmontrer sa comptence, le stagiaire doit matriser les techniques de coupe selon les conditions, les critres et les prcisions qui suivent. CONDITIONS DEVALUATION Individuellement ou par groupe A partir dun questionnaire Par simulation A partir dun support textile A laide des documents et quipements ncessaires
CRITERES GENERAUX DE PERFORMANCE Identification exacte de la matire premire Esprit dorganisation Respect des rgles de scurit et de sant Choix de la mthode approprie Respect de critres de qualit
OFPPT/ DRIF/ CDC Textile habillement
Rsum de Thorie et Guide de travaux pratique
Page 4 sur 131
MAITRISE DES TECHNIQUES DE COUPE
OBJECTIF OPERATIONNEL DE PREMIER NIVEAU DE COMPORTEMENT PRECISIONS SUR LE COMPORTEMENT ATTENDU A. Identifier la matire couper CRITERES PARTICULIERS DE PERFORMANCE Reprage correct des diffrentes caractristiques des toffes Choix judicieux du mode de stockage Notions sur la gestion matire
B. Raliser un placement
Contrle du patronage et analyse du produit couper Respect des conditions de russite dun placement optimum Calcul et analyse de rendement matire dun placement Choix appropri de la laize conomique Application des techniques de traage Application correcte des techniques de matelassage de tous les types de tissu Traitement optimum des dfauts Gestion des coupons. Utilisation adquate du matriel Dcoupage prcis de la matire Triage appropri des bches Mise parfaite en paquets Exploitation optimale dun ordre de coupe Utilisation des conditions humaines et matriels existantes Elaboration adquate dun ordre de coupe
C. Matelasser les toffes
D. Couper la matire
E. Prparer la mise en fabrication
F. Traiter un ordre de coupe
OFPPT/ DRIF/ CDC Textile habillement
Rsum de Thorie et Guide de travaux pratique
Page 5 sur 131
MAITRISE DES TECHNIQUES DE COUPE
OBJECTIFS OPERATIONNELS DE SECOND NIVEAU Le stagiaire doit matriser les savoirs, savoir-faire, savoir-percevoir ou savoir-tre jugs pralables aux apprentissages directement requis pour latteinte de lobjectif de premier niveau, tels que : Avant dapprendre identifier la matire coupe (A), le stagiaire doit: 1. Avoir des notions sur les diffrentes sortes dtoffes 2. Prendre connaissance des diffrents tests du laboratoire 3. Etudier les diffrents modes de prsentation et de stockage de la matire premire Avant dapprendre Raliser un placement (B), le stagiaire doit: 4. Analyser un produit 5. Contrler un patronage 6. Prendre connaissance des rgles de placement 7. Etudier les laizes 8. Etudier les techniques de traage Avant dapprendre matelasser les toffes (C), le stagiaire doit: 9. Identifier et traiter les dfauts 10. Prendre connaissance des mthodes de matelassage 11. Prendre connaissance du matriel de matelassage Avant dapprendre couper la matire (D), le stagiaire doit: 12. Prendre connaissance du matriel de coupe 13. Etude de lamnagement du poste de travail 14. Acqurir les procdes de dcoupage Avant dapprendre prparer la mise en fabrication (E), le stagiaire doit: 15. Etudis les diffrents modes de prparation de paquet 16. Avoir des notions sur les diffrents types de division de travail 17. Prendre connaissance sur diffrents systmes de codification 18. Etudier le thermocollage et le surfilage Avant dapprendre traiter un ordre de coupe (F), le stagiaire doit: 19. Etudier les conditions matriels 20. Etudier la charge de latelier 21. Calculer les besoins en matire premire
OFPPT/ DRIF/ CDC Textile habillement
Rsum de Thorie et Guide de travaux pratique
Page 6 sur 131
MAITRISE DES TECHNIQUES DE COUPE
PRESENTATION DU MODULE
Le module MAITRISE DES TECHNIQUES DE COUPE dsign pour les techniciens de production en confections, leurs donnent toutes les notions de base concernant lactivit dun atelier de coupe au sein dune entreprise de confections.
En partant de la position et les fonctions de latelier de coupe, suivi des notions sur les matires premires et toutes les tapes de la coupe, le stagiaire doit apprendre comment transformer les matires premires en pices coupes, qui seront par la suite monter pour obtenir des produits conformes aux dossiers techniques. Le rsum de la thorie du module est repartie en 7 chapitres, chaque chapitre traitant une tape de la coupe. La masse horaire de 112 heures est divis en : 60 % pour les explications thoriques et 40% pour les applications et les travaux pratiques prvues la fin dun chapitre, ou planifier par le formateur en fonctions des travaux pratiques raliser pour lalimentation des ateliers de piquage montage. Les travaux pratiques prvus dans le module, seront adapter par les formateurs aux conditions de chaque tablissement. Les documents donns en annexes, sont des documents au titre dexemple, adapter en cas de besoin.
OFPPT/ DRIF/ CDC Textile habillement
Rsum de Thorie et Guide de travaux pratique
Page 7 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Module : N 7
MAITRISE DES TECHNIQUES DE COUPE
RESUME THEORIQUE
OFPPT/ DRIF/ CDC Textile habillement
Rsum de Thorie et Guide de travaux pratique
Page 8 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Chapitre I
LES FONCTIONS DU DEPARTEMENT COUPE
OFPPT/ DRIF/ CDC Textile habillement
Rsum de Thorie et Guide de travaux pratique
Page 9 sur 131
MAITRISE DES TECHNIQUES DE COUPE
INTRODUCTION
Dans lensemble du processus de fabrication, lentreprise, pour sassurer une dcoupe de vtements un prix acceptable, est oblige de mettre en place des tapes supplmentaires de fabrication pour optimiser la main duvre, le matriel et le personnel. A partir des commandes clients, tous les services participent la prparation pour lancement en fabrication. Il est indispensable de procder deux lancements distincts pour permettre de tirer les meilleurs avantages des secteurs cl de la fabrication : LA COUPE LE PIQUAGE
LA COUPE : point- cl : regroupement MODELS ET TAILLES. On travaille plusieurs vtements la fois. La taille na quune importance secondaire. LE PIQUAGE : point cl : regroupement MODELES ET TISSU. On ne travaille quun vtement la fois. La taille na quune importance secondaire. LANCEMENT A LA COUPE : Le lancement est conditionn par un certain nombre de facteurs essentiels qui dpendent : Des services commerciaux et services des achats : Commandes saisonnires Dlais de livraison Disponibilit des matires premires
Des services de fabrication : disponibilit en main duvre Disponibilit en matriel Engagement des units de production
Du service ordonnancement : Programmation des sries lancer Dlais de fabrication
OFPPT/ DRIF/ CDC Textile habillement
Rsum de Thorie et Guide de travaux pratique
Page 10 sur 131
MAITRISE DES TECHNIQUES DE COUPE
LES FONCTIONS DU DEPARTEMENT COUPE
Le dpartement COUPE a une structure qui permet de dterminer les fonctions qui y sont raliss et de dfinir les tches de chacune.
Organigramme fonctionnel du dpartement COUPE :
TECHNICIEN DE COUPE
Lancement ordre de coupe
Placement
Traage
Matelassage
Dcoupage
Compostage
Mise en paquets
Selon la taille de lentreprise , ces fonctions sont regroupes, clates dans dautres services, ou bien souvent, ne sont pas remplies en raison du manque du personnel qualifi ou plus simplement du peu dimportance ( tort ou raison) attribue certaines fonctions. Dautres fonctions peuvent y figurer, compte tenu des matires premires ou produits traiter, par exemple : - visitage tissus - dcatissage - thermocollage
1. LANCEMENT ORDRES DE COUPES :
Cest lexploitation des documents pour la mise en fabrication des sries. Il sagit essentiellement de : - LORDRE DE COUPE LES FICHES DE MATELAS LES TRACES OU PLACEMENTS
OFPPT/ DRIF/ CDC Textile habillement
10
Rsum de Thorie et Guide de travaux pratique
Page 11 sur 131
MAITRISE DES TECHNIQUES DE COUPE
LORDRE DE COUPE : Il se prsente sous la forme dun tableau, dress de diffrentes faons suivant les entreprises, qui comprend les renseignements suivants : Exemple : Le type de vtement ( robe, veston, pantalon, chemise, etc. ) Le nom du modle ou son numro (NINON , ARGUS, ou, 505 ; 21235 ; etc. ) Le numro didentification du tableau ( si depuis le dbut de la saison on a dj tabli 35 tableaux dOC, lactuel portera le n 36) Le numro ou rfrence de la matire couper ainsi que son coloris La ou les laizes Les tailles traiter ( 36, 38, 40, 42, 44, etc..) Le total toutes tailles
ORDRE DE COUPE
PRODUIT :
N. MATIERE COLORIS LAIZE
Pantalon
38 15 9 11 11 10 28 25 18
40 15
42 16
44
46
48
50 14
52
54
56
58
1 402 1 754 208 2 333 1 403 1 405 317 318 2338
Marron Marine Beige Bleu Ecru Gris Noir Blanc houx QUANTITE
150 150 150 150 150 150 150 150 150
60 49 51
20 14 10 10 10 12 9 12 13 9 4 15
12
10 2 1
6 3 4
89 44
38 63
20 20 17
18 17 4 19 11 69 11 25 33 7 16 10 14 6 1 13
91 44 529
127
69
84
73
OFPPT/ DRIF/ CDC Textile habillement
11
QUANTITE
MATIERE : TISSU MODELE : ARGUS TAILLES
36
Rsum de Thorie et Guide de travaux pratique
Page 12 sur 131
MAITRISE DES TECHNIQUES DE COUPE
LA FICHE DE MATELAS : Elle se prsente sous la forme dun tableau, sa lecture facilite la mise en place de matelassage, notamment la longueur du matelas, le nombre de plis ( pli = paisseur ou feuille de tissu). La fiche de matelas donne les renseignements suivants : - Le N didentification du tableau de lordre de coupe. A ce numro est joint le chiffre de classement du matelas raliser. ( Par exemple, pour lOC N36, le premier matelas porterait la prcision : 36-1; le deuxime 36-2, etc..) - La N de la matire ( exemple : tissu N 2 333) - Le ou les modles - La ou les tailles - La longueur du ou des tracs - Le nombre de plis par matire - Lemploi de tissu prvu - Lemploi rel (utilis rellement par le matelasseur ) - Lcart en plus ou en moins ( par rapport aux prvisions) - Le schma du type de matelas ( hauteur constante ou en escalier ) sa longueur et le nombre de plis total. Exemple :
FICHE DE MATELAS
N MATIERE COLORIS LAIZ E MODELE TAILLE
N :
LONG. TRACE
36/2
Nbr PLIS
PRODUIT :
Pantalon
EMPLOI PREVU EMPLOI REEL ECARTS + -
208 2 333
beige Bleu
150 150
Argus Argus
38/40/42/44 38/40/42/44+ 46/50
4.44 6.58
10 10
44.40 65.80
44.40 65.50
0 0
0 0, 3
Placement prtabli sur clich N :________ Placement prtabli chelle 1/5 N ___124____ Placement linitiative du coupeur : ____x___ 38/40/42/44 BEIGE TYPE DE 46/50 MATELAS : BLEU
METHODE DE MATELASSAGE :
- sens, endroit vers le haut
OFPPT/ DRIF/ CDC Textile habillement
12
Rsum de Thorie et Guide de travaux pratique
Page 13 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Chapitre II
IDENTIFIER LES MATIRES PREMIERES
OFPPT/ DRIF/ CDC Textile habillement
13
Rsum de Thorie et Guide de travaux pratique
Page 14 sur 131
MAITRISE DES TECHNIQUES DE COUPE
II.1. CLASSIFICATION DES MATIERES PREMIERES
Les matires premires pour lindustrie de confections, sont les matires qui peuvent tre transformer en produit de vtement. Elles sont classifies en deux groupes : Matires premires de base : elles sont destines fabriquer les vtements. Sont appeles de base, parce que les vtements ne peuvent pas exister sans elles. Matires premires auxiliaires : Ne conditionnent pas ncessairement lexistence du vtement. Dans les matires premires de base on trouve : Les toffes : tissus chane et trame, mailles Les non tisss Les fourrures (naturelles ou synthtiques Les cuirs : peaux tannes
Dans les matires premires auxiliaires on trouve : Doublures Triplures Fil coudre Boutons Fermetures glissires Autre accessoires
OFPPT/ DRIF/ CDC Textile habillement
14
Rsum de Thorie et Guide de travaux pratique
Page 15 sur 131
MAITRISE DES TECHNIQUES DE COUPE
II.2 PRESENTATION EN PIECES
Les toffes termines sont soumises un examen minutieux, destin rechercher les dfauts et les taches qui auraient pu se produire au cours des dernires oprations. Le tissu est prsent plat devant une ouvrire qui rparera les dfauts (fils casses, nuds, boucles) en se servant de pinces ou daiguille. Si la rparation na pas t possible, le dfaut est signal par un fil, souvent rouge, qui sappelle sonnette , accroch sur la lisire et qui va mettre en garde lutilisateur de lexistence dun dfaut. Suivants les textiles, laspect du tissu et leur largeur, les prsentations des pices seront diffrentes. Certains tissus sont plis en deux, lisire sur lisire, le pli mdian sappelant pli marchand, puis enrouls en pice sur une planche, une plaque de carton ou un tube.
OFPPT/ DRIF/ CDC Textile habillement
15
Rsum de Thorie et Guide de travaux pratique
Page 16 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Les tissus de coton troits (exemple : la toile pour les sac de poche) sont plis mtre par mtre, les pliures tant perpendiculaires aux lisires. Les pices ainsi prpares sont places sous une presse hydraulique, qui par laction de la chaleur et la pression, donne une finition parfaite.
Les velours et les tissus trs dlicats sont suspendus par leurs lisires des barres de fer portant des petits crochets.
OFPPT/ DRIF/ CDC Textile habillement
16
Rsum de Thorie et Guide de travaux pratique
Page 17 sur 131
MAITRISE DES TECHNIQUES DE COUPE
II.3 LES ELEMENTS DES TISSUS UTILISES A LA COUPE
FILS CHAINE : sens longitudinal FILS TRAME : sens transversal LISIERE : le fil ou le groupe de fils qui renforce les bords du tissu, de chaque ct de sa largeur LARGEUR UTILE : largeur du tissu, entre les deux lisires. LAIZE : largeur totale dun bord lautre du tissu. BIAIS : le sens 45 par rapport au fils de chane et de trame
TOILE: armure de base, prsente deux faces semblables, sauf sils sont teints ou imprims ou
sils sont subis un traitement dapprt SERGE : armure moins lie, les fils sintercalent selon le rythme un pris, deux sauts . Elle est caractrise par : - des ctes obliques par rapport aux lisires - les deux faces ne sont pas semblables (sur lendroit les ctes montent de gauche vers la droite) - souplesse, due la prsence des flotts. - solidit, infrieure celle de la toile (le nombre des points de liage est plus petit) SATIN : Est un tissu doux, daspect uni, lisse et brillant sur lendroit (les points de liage sont peu visible) et mat sur lenvers. Les points de liage sont dissimuls par les flotts. MAILLE (TRICOTS) : On groupe sous ce nom toutes les toffes formes dun ou plusieurs fils replis en boucles , sagrafant les unes dans les autres pour former des mailles . JERSEY : est un tricot deux faces, une face endroit et une face envers.
OFPPT/ DRIF/ CDC Textile habillement
17
Rsum de Thorie et Guide de travaux pratique
Page 18 sur 131
MAITRISE DES TECHNIQUES DE COUPE
COTE : tricot deux faces semblables. (Cte : 1/1 , 2/2 , 1/ 2 etc ) Les lments de la maille :
1 = range de mailles
2 = colonne de mailles (direction de droit fil) TISSUS COMPLEXES : TISSU DOUBLE FACE : sont les tissus qui comportent trois lments, soit 2 chanes et 1 trame, soit 2 trames et 1 chane. Ils donnent des tissus susceptibles dtre vus, des deux cts et ils servent la confection darticle dit rversibles TISSU DOUBLE : Tissu compos de deux chanes et deux trames, il comprend deux tissus bien distincts Avantages : - on avec le mme aspect dendroit et denvers, obtenir des tissus plus pais et plus lourd - on peut faire tous les tissus possibles, effet chane ou effet trame, puisque chaque tissu a sa chane et sa trame particulire VELOURS : Tissu poils, tant un tissu sens. Par tissage, on obtient un liage prsentant des brides de trame lendroit de tissu. Ces brides, une fois coupes, donneront les poils. Habituellement, les velours sont utiliss poils descendants, mais pour certains types de velours, on peut utiliser les deux sens de la direction de chane, condition que les pices de mme produits soit coupes dans le mme sens.
LES NON - TISSES
Voile, nappe ou matelas manufactur, constitu de fibres ou filaments rpartis directionnellement ou au hasard et dont la cohsion interne est assure par des mthodes mcaniques, physiques ou chimiques ou par la combinaison de ces divers procds, lexclusion du tissage, du tricotage, de la couture tricotage ou du feutrage. Les non-tisss ne comprennent pas les papiers
Application : TRAVAUX PRATIQUE N1
OFPPT/ DRIF/ CDC Textile habillement
18
Rsum de Thorie et Guide de travaux pratique
Page 19 sur 131
MAITRISE DES TECHNIQUES DE COUPE
II.4 LES MODES DE STOCKAGE
Les techniques de stockage des matires premires sont souvent ngliges ; ceci engendre des problmes de qualit, de pertes matires Les techniques de stockage sont troitement lies aux techniques de manutention. Mthode manutention Manuelle Transpalette Chariot fourches Chariot prparateur de commande Moyens de stockage Vrac au sol Palette au sol Palette sur rayonnage Vrac sur rayonnage ou rayonnage alvolaire
Le choix des diffrents systmes dpend avant tout de la prsentation des produits stocker et des volumes impliqus dans les entres sorties. Lorsque les volumes par bon de matelas sont homognes et reprsentent environ 1m3, on utilisera de prfrence des palettes compltes. Par contre, si pour des raisons lies lconomie de matire premire, ces tissus sont grs la pice, on prfrera les rayonnages alvolaires. Types de stockage : Stockage en vrac : Risque de causer des problmes de qualit : - Dformation des rouleaux dformation de tissu embu au niveau dtalage de tissu pour le matelassage - Pertes de tissu cause des diverses salissures - Difficults dans le choix des rouleaux Stockage sur palettes au sol : Les palettes doivent tre calibres par rapport aux dimensions des pices de tissus qui y sont stockes. Le stockage le plus pratique dans ces conditions, se fait sur des palettes a ridelles. La hauteur des ridelles ne doit pas tre excessive car cela risque de les dformer et aussi dendommager les pices qui sy appuient. Les palettes ridelles existent sous une version grbable, dans ce cas lemploi dun chariot lvateur est ncessaire. Cest le systme qui convient le mieux lorsque les aires de stockage ne sont pas effectues titre permanent et pour des produits faciles daccs : tissus emballs, fournitures, etc Stockage sur rayonnage : Il permet de raliser une bonne utilisation des volumes disponibles. Ce type de stockage est habituellement celui des entreprises qui oprent sur des sries de moyennes petites. Les pices sont sorties par petites quantits, voire unitairement, les casiers sont reprs par des numros que lon trouvent sur les fiche de stocks.
OFPPT/ DRIF/ CDC Textile habillement
19
Rsum de Thorie et Guide de travaux pratique
Page 20 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Stockage sur tagre type sapin
Stockage alvolaire : Dans ce systme, les pices sont places manuellement dans des tubes monts en alvoles sur des rayonnages. Ce systme est particulirement flexible, car il permet de prlever une pice de tissu sans avoir dplacer dautres pices dans le rayonnement. Afin dutiliser au mieux les volumes disponibles, les manutentions sont faites au moyen dun chariot de type prparateur de commande. Automatisation : Le systme automatique de stockage destockage fait appel des rayonnages moduls. Les avantages du systme sont quil associe, un maximum de flexibilit ( pices traites individuellement) un maximum dutilisation de lespace (hauteur pratiquement illimite et minimum de largeur des alles). Exemple :
OFPPT/ DRIF/ CDC Textile habillement
20
Rsum de Thorie et Guide de travaux pratique
Page 21 sur 131
MAITRISE DES TECHNIQUES DE COUPE
II.5 NOTIONS DE GESTION MATIERE
Le cycle interne l'intrieur de l'entreprise, reprsente le va-et-vient de la marchandise. Il s'agit d'un ensemble d'activits qui comprend la fois les dmarches financires, la gestion et la distribution, la manutention et parfois mme la modification des produits. L'objectif porte sur le cheminement optimal des stocks qui doit s'effectuer en offrant le meilleur service possible aux autres services concerns. Les tapes du cycle interne : Le cycle interne de l'approvisionnement et des stocks comporte, en principe, 11 tapes : 1- La prvision des besoins des marchandises ; 2- L'achat ; 3- La rception des marchandises ; 4- L'emmagasinage ; 5- La gestion des stocks ; 6- La manutention des matires ; 7- La sortie du magasin, de l'atelier ou de l'entrept ; 8- L'emballage (pour l'expdition) ; 9- Le transport ; 10- La rcupration des surplus ; 11- Le service d'information. La gestion des stocks assure le lien entre ces tapes. Elle comprend l'inventaire, le suivi des commandes, le contrle des entres et des sorties de stocks. C'est cette tape des plus importantes que l'informatisation devienne un outil intressant. La gestion matire commence du magasin larrivage des matires premires, linscription des quantits dans les fiches de stocks qui seront utilis par la suite, au lancement de la production. Les sorties des matires premires vers la coupe peuvent seffectu de deux faons : a. SORTIE LEMPLOI PRVU Le service dordonnancement lancement calcule les besoins matires pour couper les ordres de coupe lancs, le magasin donne la coupe les quantits des matires prvus et la coupe sefforce respecter la consommation prvue.
OFPPT/ DRIF/ CDC Textile habillement
21
Rsum de Thorie et Guide de travaux pratique
Page 22 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Exemple dune fiche de stock tissu, sortie lemploi prvu : EN TTE Tissu : T Date Coloris : C Dont en coupe
Nature mvt
Entre
Sortie
Solde 0 152
22.10 23.10 27.10
Livrais BL 2026 OF 123 (28 m) Ecart OF 123
152 28 1
124 123
17
b. SORTIE PAR LE METRAGE MIS A LA DISPOSITION Le magasin mis la disposition de la coupe, la matire reue, la coupe va utiliser la quantit ncessaire et le reste sera retourner au magasin. Exemple dune fiche de stock tissu, sortie par mtrage mis disposition : EN TTE Tissu : T Date Coloris : C Dont en coupe
Nature mvt
Entre
Sortie
Solde 0 152
22.10 23.10 27.10
Livrais BL 2026 OF 123 (28 m) Ecart OF 123
152 45 16
107 123
17
Dans latelier de coupe le suivi de la matire premire est ralis par la fiche de matelas, la fiche de consommation matire, la fiche des coupons, documents adapter chaque entreprise. Exemples des fiches en ANNEXES
OFPPT/ DRIF/ CDC Textile habillement
22
Rsum de Thorie et Guide de travaux pratique
Page 23 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Chapitre III
LE PLACEMENT
ET LE TRACAGE
OFPPT/ DRIF/ CDC Textile habillement
23
Rsum de Thorie et Guide de travaux pratique
Page 24 sur 131
MAITRISE DES TECHNIQUES DE COUPE
III.1. LANALYSE DU PRODUIT
Avant de passer ltape dexcution dun vtement, il est ncessaire dtudier le produit afin de prvoir les tapes de mise en fabrication optimales. Une premire analyse du produit excuter, est ralise la coupe, de point de vue : pices composantes du produit pices composantes du patronage correspondance entre patronage et produit matires premires couper
Avant de dcomposer un produit, il est ncessaire de connatre les renseignements quon peut trouver sur les gabarits savoir : Le nom de la pice Le modle et la saison La taille Le multiplicateur Le droit fil Le sens vers lequel se couche (ent) le (s) pli (s) Lemplacement des boutons et boutonnires Le pointage des poches et des pinces Les crans La base ( tissu, doublure,)
DECOMPOSITION DU PRODUIT EN ELEMENTS INDIVISIBLES. La connaissance dun langage commun et simple de description du produit permet de favoriser une meilleure collaboration entre les diffrents services de lentreprise.
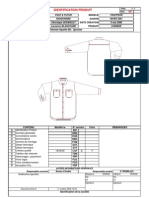
1. CHEMISE HOMME
Description : -
Rfrence : # 01
Devant : Devant gauche avec gorge mme, diffrant de devant droit, une poche plaque avec entre de poche mme sur le devant gauche Dos : avec deux plis latrales, couchs vers les cts, avec empicement doubl Manche : manches longues avec pattes chemisiers, poignets arrondies Col : Col chemisier constitu de tombant de col et pied de col thermocolls
OFPPT/ DRIF/ CDC Textile habillement
24
Rsum de Thorie et Guide de travaux pratique
Page 25 sur 131
MAITRISE DES TECHNIQUES DE COUPE
A. DESSIN DENSEMBLE
OFPPT/ DRIF/ CDC Textile habillement
25
Rsum de Thorie et Guide de travaux pratique
Page 26 sur 131
MAITRISE DES TECHNIQUES DE COUPE
B. REPRESENTATION DU PATRONAGE INDUSTRIEL
C. FICHE DU VETEMENT
N PIECE DESIGNATION Multiplicateur BASE 0 (TISSU) BASE 1 (THERM.)
1 2 3 4 5 6 7
Devant gauche Devant droit Poche plaque Dos Empicement dos Manche Patte chemisier
1 1 1 1 2 2 2 4 2 2 2 1 1 4 26
8 Poignet 9 Tombant de col 10 Pied de col 11 Thermocollant poignet 12 Thermocollant tombant de col 13 Thermocollant pied de col Total des pices tracer et couper
OFPPT/ DRIF/ CDC Textile habillement
18
Rsum de Thorie et Guide de travaux pratique
Page 27 sur 131
MAITRISE DES TECHNIQUES DE COUPE
2. PANTALON HOMME
Rfrence : 02
Description : - Devant : les devant coups identiques, avec 2 plis couchs vers le ct, poche italienne, braguette avec fermeture glissire, avec pont, sous pont et bouteille - Dos : avec pinces, une poche double passepoile, de ct droit porter - Ceinture : constitu de 2 partie, gauche et droite, double avec gros grain. Le pantalon prsente 7 passants. - Le bas de pantalon : simple rempliage
A. DESSIN DENSEMBLE
OFPPT/ DRIF/ CDC Textile habillement
27
Rsum de Thorie et Guide de travaux pratique
Page 28 sur 131
MAITRISE DES TECHNIQUES DE COUPE
B. REPRESENTATION DU PATRONAGE INDUSTRIEL
OFPPT/ DRIF/ CDC Textile habillement
28
Rsum de Thorie et Guide de travaux pratique
Page 29 sur 131
MAITRISE DES TECHNIQUES DE COUPE
C. FICHE DU VETEMENT
N PIECE
DESIGNATION
MULTIPLICATEUR. BASE 0 TISSU 2 2 1 1 2 1 1 2 1 1 1 1 2 1 2 2 2 2 1 14 7 7 BASE 1 THERMO BASE 2 POLTAISE
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
Devant Dos Ceinture gauche Ceinture droite Parementure poche devant Pont Sous pont Passepoil Propret poche dos Bande passants Thermocollant pont Thermocollant sous - pont Thermocollant passepoil Thermocollant place poche dos Thermocollant ouverture poche devant Sac de poche devant dessus Sac de poche devant dessous Sac de poche dos Bouteille Total pices tracer et couper
Application : TRAVAUX PRATIQUE N2
OFPPT/ DRIF/ CDC Textile habillement
29
Rsum de Thorie et Guide de travaux pratique
Page 30 sur 131
MAITRISE DES TECHNIQUES DE COUPE
III.2. LES REGLES GENERALES DE PLACEMENT
LE PLACEMENT est la reprsentation du positionnement ordonn des patrons, dun ou plusieurs vtements, circonscrits dans un rectangle, le rectangle reprsentant la surface de tissu couper. Le placement sur papier est appel aussi TRACE ou CLICH - MRE La recherche du placement optimal ne repose pas sur une mthode mathmatique ou mcanique, mais plutt, sur les qualits professionnelles de loprateur acquises par son exprience du mtier. Mme dans le cas o les placements sont recherchs par des moyens trs perfectionns (LectraSystme, Gerber, Investronica,), lintervention dun oprateur spcialis en techniques de coupe est ncessaire, non seulement pour exploiter le systme, mais aussi pour apprcier les rsultats. La fonction PLACEMENT demande donc, une bonne qualification de loprateur et lobservation de certaines rgles : 1. Tenir compte et prendre en considration la valeur de la laize relle de tissu traiter 2. Tenir compte de la longueur maximal du matelas, dfinie par la longueur utile de la table de matelassage. 3. Tenir compte du droit fil ou de lcart angulaire tolr. 4. Tenir compte du sens de tissu et des dessins (par exemple : velours, tissu carreaux, etc. ) 5. Tenir compte de la nature de matelas : hauteur constante ou en escalier 6. Tenir compte de la complmentarit des formes des lments, pour mieux les imbriquer. En rgle gnrale, les tapes de la ralisation dun placement sont : - prendre connaissance du (des) produit(s) placer (chemise, pantalon, jogging, etc.) - prendre connaissance de type de placement raliser (unitaille, bitaille, multitaille) - prendre connaissance des caractristiques de tissu (laize utile relle, tissu uni, ray, carreaux, sens ou sans sens, lasticit, etc.) - vrifier la totalit de patronage et la correspondance avec lchantillon - tracer les 3 cots du cadre de placement - commencer placer les grandes pices et les petites pices dans les espaces vides, pour occuper minimum de surface et obtenir minimum de longueur - une fois terminer le placement des pices, fermer le cadre de placement, mesurer la longueur et inscrire les renseignements ncessaires au bord de trac.
OFPPT/ DRIF/ CDC Textile habillement
30
Rsum de Thorie et Guide de travaux pratique
Page 31 sur 131
MAITRISE DES TECHNIQUES DE COUPE
LES REGLES DE PLACEMENT FACILITANT LA COUPE
Bien que lconomie matire soit le principal de la recherche de placement, il ne faut pas pour autant ngliger lconomie de temps de coupe qui peut dcouler de lapplication de certaines rgles. 1. Alignement des bords chaque fois que possible
2. Accoler les bords identiques parallles (avec ventuellement lgre modification du droit fil lorsque la matire ou le grade de qualit le permettent)
Lorsque les formes des pices ne permettent de les accoler, penser aux difficults de reprise de loutil de coupe (surtout Tip Top) et laisser un espace. Il en est de mme pour les pices couper lemport pice (de 5 7% dcart)
3. Regrouper raisonnablement les petites et moyennes pices dans le trac. Lorsquelles seront dplaces vers la scie ruban pour le dcoupage, la manutention sera plus facile et la qualit de la coupe amliore.
OFPPT/ DRIF/ CDC Textile habillement
31
Rsum de Thorie et Guide de travaux pratique
Page 32 sur 131
MAITRISE DES TECHNIQUES DE COUPE
4. Lorsqu une pice comporte dun cot des crans et si la disposition est possible, situer toujours le cot avec crans vers le bord de trac. Le coupeur pourra ainsi excuts les crans avant de dbiter la pice.
5. Lorsque le matelassage est excut en zig-zag (ou accordon) et quainsi 2 cots symtriques vont tre coups simultanment et si le sens de prsentation (gauche ou droit) nentrane pas de surconsommation matire, respecter toujours le sens prfrentiel indiqu par le bureau des mthodes (cot droit dessins, par exemple). Ceci facilitera les travaux dassemblage vitant lopratrice de se retrouver en couche suprieure avec un devant droit et un dos gauche par exemple.
6. Lorsque le modle, les pices le constituant et la matire (laize, dessin) le permettent, viter les croisements des grandes pices au profit de lalignement (facilite llimination des dfauts et lexploitation des coupons).
Lorsque les grandes pices peuvent tre drives par souci dconomie matire, puis reconstitues postrieurement par une couture dassemblage, il faut veiller ce que le cot des travaux de piquage ne dpasse pas celui de la matire utilise.
OFPPT/ DRIF/ CDC Textile habillement
32
Rsum de Thorie et Guide de travaux pratique
Page 33 sur 131
MAITRISE DES TECHNIQUES DE COUPE
ETUDE DE CAS Placement plusieurs vtements = Gain matire
Vtement : blouse col officier, boutonnage sur le ct, une poche poitrine, une poche ct. Taille : 48 Matire : coton, armure toile, laize 110 1 PLACEMENT : Une blouse (placement uni taille), tissu ddose, Emploi matire : 220 cm
2 PLACEMENT : Deux blouses (placement bi taille), tissu ddoss Emploi matire : 4,29 m
Lemploi unitaire obtenu par le 2me placement est de 2,145 m Economie ralise par blouse (E) : 5,5 cm, soit 2,5 % Cet exemple dmontre quil y a gain de matire ds quun placement est compos de plus de UN vtement. En gnrale, pour calculer le pourcentage dconomie ralise, on utilise la formule : E% =
L NL x 100 L
dont L = longueur unitaire initiale NL = nouvelle longueur
Application : TRAVAUX PRATIQUE N3
OFPPT/ DRIF/ CDC Textile habillement
33
Rsum de Thorie et Guide de travaux pratique
Page 34 sur 131
MAITRISE DES TECHNIQUES DE COUPE
III.3. CALCUL DU TAUX DE RENDEMENT
Il est extrmement important pour une entreprise de minimiser les pertes de matire. Dun placement lautre, ces pertes ne sont comparables que si on peut les mesurer. Cette mesure sexprime en pourcentage surface. Calcul de rendement matire :
R=
SG x100 ST
- R:
rendement ou rentabilit
- SG : surface des gabarits (patrons) placs - ST : surface du trac La surface des gabarits (SG) peut tre dtermin manuellement ou laide du planimtre Calcul des pertes matire :
P=
ou
SP x100 ST
P = 100 - R SP = ST SG
- P:
pertes
- SP : surface des pertes - ST : surface du trace
EXEMPLE : Tissu employ : laize 150 cm ; longueur placement 3 m ST = 150 cm x 300 cm = 45 000 cm SG : 40 050 cm R = 40 050 : 45 000 x 100 = 89%
P = 100 89 = 11%
Calcul de rentabilit du tissu au niveau des prix (prix au mtre carre) : EXEMPLE : deux tissus de mme nature, mais de laize diffrente : tissu A, laize 140 cm 44,80 Dh le mtre tissu B, laize 148 cm 48,84 Dh le mtre
Un mtre linaire de tissu A reprsente 1,40 m Un mtre linaire de tissu B reprsente 1,48 m A partir de ces donnes on peut comparer objectivement les prix : Tissu A : 44,80 x 1,00 : 1,40 = 32 Dh le m Tissu B : 48,84 x 1,00 : 1,48 = 33 Dh le m Conclusion : le tissu A est plus avantageux
OFPPT/ DRIF/ CDC Textile habillement
34
Rsum de Thorie et Guide de travaux pratique
Page 35 sur 131
MAITRISE DES TECHNIQUES DE COUPE
EXERCICE DAPPLICATION :
Donnes : Produit : Chemise H. Tissu : Popeline Laize : 150 cm Surface gabarits, SG = 1,56 m
Soit un placement bi taille, ayant le rendement R = 83% Pour obtenir 3 cm dconomie matire par produit, on doit faire un placement quadritaille. Calculer : 1. Les longueurs de ces deux placements 2. Le rendement et le taux dconomie pour le placement quadritaille 3. Lemploi matire pour couper 200 produits en utilisant a. le placement bi taille b. le placement quadritaille - valeurs dembarrage : 2 cm 4. Comparer les rsultats et dterminer quel est le placement avantageux de point de vue emploi matire Solution : SG SG 1. R = x100 x100 = LgxLz ST - pour le placement bitaille : Lg1 =
le
plus
Lg =
SG x 100 RxLz
- R = 83 % - SG = 1,56 x 2 = 3,12 m
3,12 83 x1,5
x 100= 2,50 m
- pour le placement quadritaille : Economie ralise = 3cm/pr x 4 = 12 cm Lg2 = 2,50 x 2 0,12 = 5,00 0,12 = 4,88 m 2. R2 =
1,56 x 4 x 100 85,24% 4,88 x1,5 Economie = 3 cm/pr L = 2,50 : 2 = 1,25 m NL = 1,25 0,03 = 1,22 m E% = 0,03 x 100 = 2,4 % 1,25 200 : 2 = 100plis EM1 = (2,50 + 0,02) x 100 = 252 m
E% =
L NL x 100 L
3. - pour le placement bitaille :
- pour le placement quadritaille : 200 : 4 = 50 plis EM2 = (4,88 + 0,02) x 50 = 245 m
4. Le placement le plus avantageux, est le placement quadritaille
OFPPT/ DRIF/ CDC Textile habillement
35
Rsum de Thorie et Guide de travaux pratique
Page 36 sur 131
MAITRISE DES TECHNIQUES DE COUPE
III.4. RECHERCHE DE LA MEILLEURE LAIZE
SUPPORT : Obtenir par slection, le placement optimal pour la laize gnralement utilise ; ce placement rfrence permettra toutes les comparaisons avec les nouveaux placements. METHODE DE TRAVAIL : 1. Transposer le placement rfrence, intgralement sur la laize tudie (mme disposition des patrons) 2. Si lintgralit de lordonnancement des lments placs, nest pas possible, il faut adapter le placement rfrence la laize tudie, c'est--dire, interchanger quelques lments sur la mme longueur du trac. 3. Si les solutions 1 et 2 ne conviennent pas, raliser un placement tout a fait diffrent 4. Pour chaque laize tudie, on slectionne le meilleur placement qui, son tour devient le placement rfrence. 5. Enfin, on enregistre dans le catalogue des tracs, les rsultats TECHNIQUE DE RECHERCHE :
La recherche de mtrage se faisait, le plus souvent avec un jeu de patrons chelle rduite. Actuellement, grce au progrs de la technique, les tudes de laizes sont ralises sur des supports informatiques, en diminuant beaucoup le temps de recherche. On trace donc la laize tudie la mme chelle et on dtermine la longueur thorique, comme nous lavons vu prcdemment : Lxlz NL = NL = nouvelle longueur du placement Nlz L = ancienne longueur du placement lz = la laize de lancien placement Nlz = la nouvelle laize utiliser EXEMPLE : Placement rfrence : Laize 120 cm ; Longueur 5,25 m ; Surface 6,0 m. Laizes tudies : 90 100 125 130 140 - 150 Longueur thorique des placements, en fonction des laizes : LAIZES LONGUEURS 90 cm 7,00 m 100 cm 6,30 m 105 cm 6,00 m 125 cm 5,04 m 130 cm 4,84 m 140 cm 4,50 m 150 cm 4,20 m REMARQUES : Une bonne tude de laize donne un rendement optimum, cest laffaire du bureau des mthodes. Tirer profit au maximum de la laize est au domaine de latelier de coupe, pour cela, on devra veiller ce que lalignement des lisires (ct matelasseur) soit parfaitement rectiligne et les paisseurs bien superposes. Le degr de perfection dpend : - DU MATERIEL - DE LA QUALIFICATION DU MATELASSEUR - DE LA FREQUENCE DES CONTROLES
OFPPT/ DRIF/ CDC Textile habillement
36
Rsum de Thorie et Guide de travaux pratique
Page 37 sur 131
MAITRISE DES TECHNIQUES DE COUPE
RECHERCHE DE LA LAIZE ECONOMIQUE ETUDE DUN CAS
Modle : Fany Les patrons constituant les placements, sont tablis en taille 40 Corsage boutonn, jupe coupe en 6 ls, manches montes avec poignet, col chemisier, une poche Les placements sont faits pour tissu uni nayant pas de sens Placement une taille Placement rfrence laize : 100 cm ; longueur 2,76 m surface : 27600 cm Prix du tissu, laize 100 cm : 40 Dh/m
OFPPT/ DRIF/ CDC Textile habillement
37
Rsum de Thorie et Guide de travaux pratique
Page 38 sur 131
MAITRISE DES TECHNIQUES DE COUPE
GAMME DES PLACEMENTS
(Extrait du catalogue des tracs, modle Fany)
Note : Pour chaque placement, plusieurs essais sont effectus. Chaque recherche nouvelle peut apporter une amlioration. Les tracs prsents sont ceux du 2 essai.
OFPPT/ DRIF/ CDC Textile habillement
38
Rsum de Thorie et Guide de travaux pratique
Page 39 sur 131
MAITRISE DES TECHNIQUES DE COUPE
OFPPT/ DRIF/ CDC Textile habillement
39
Rsum de Thorie et Guide de travaux pratique
Page 40 sur 131
MAITRISE DES TECHNIQUES DE COUPE
OFPPT/ DRIF/ CDC Textile habillement
40
Rsum de Thorie et Guide de travaux pratique
Page 41 sur 131
MAITRISE DES TECHNIQUES DE COUPE
EXPLOITATION DES DONNEES - MODELE FANY
Les placements tudis, permettent de dfinir la laize optimale par catgorie de modle et aussi quels seront les tissus les plus conomiques commander. CATALOGUE DES TRACES : Il peut se prsenter sous diverses formes : carton dessin, album, casiers,etc. Les tracs sont rangs PAR MODELE, toutes laizes, chelle rduite. Ils sont accompagns de courbes lecture rapide : laize conomique correspondant tel tissu et tel prix Support technique : Surface du patron tous lments (modle Fany) = 21 411 cm
Laize : en cm 90 95 100 105 110 115 120 125 130 135 140 145 150
TABLEAU PERTES MATIERE PAR PLACEMENT Longueurs : en m Surfaces : en cm Pertes : en cm 3,10 27900 6489 2,89 27455 6044 2,76 27600 6189 2,70 28350 6939 2,57 28270 6859 2,48 28520 7109 2,29 27480 6069 2,14 26750 5339 2,07 26910 5499 2,04 27540 6129 1,94 27160 5749 1,88 27260 5849 1,84 27600 6189
ST SG x 100 ST
Pertes : en % 23,25 22,00 22,42 24,47 24,26 24,92 22,08 19,95 20,43 22,25 21,16 21,14 22,42
RAPPEL CALCULS PERTES :
Rsultat de ltude : - la laize la plus conomique est la laize 125 cm - la laize la moins conomique est la laize 115 cm
La reprsentation graphique peut nous donner une lecture plus rapide que le tableau :
OFPPT/ DRIF/ CDC Textile habillement
41
Rsum de Thorie et Guide de travaux pratique
Page 42 sur 131
MAITRISE DES TECHNIQUES DE COUPE
III.5. TRAITEMENT DES TISSUS A MOTIFS
Gnralement les placements pour des tissus motifs sont raliss directement sur le tissu pour mieux assurer le raccord. Ils peuvent aussi tre raliss par la CAO, en tenir compte du pas du motif en chane et en trame.
III.6.1 TISSUS A MOTIFS REGULIERS Pour assurer le raccord dans le cas des tissus motifs rguliers, on peut traiter le tissu en laize ouverte ou dosse : EN LAIZE OUVERTE : on place tous les lments constitutifs couper, en respectant la symtrie et le raccord exig par le modle. Le placement est appel aussi Pli tmoin
Extrmit du pli coup sur une rayure trame I
EN LAIZE DOSSE : Le tissu est pli en deux, en symtrie et selon une rayure principale, ensuite on place la moiti des lments constituant le produit couper, en tenir compte de la symtrie et raccord exig par le modle. Exemple de placement des diverses pices :
OFPPT/ DRIF/ CDC Textile habillement
42
Rsum de Thorie et Guide de travaux pratique
Page 43 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Remarque : Pour utiliser la laize dosse, le produit doit tre parfaitement symtrique et placer la moitie des lments constitutifs du produit. III.6..2 TISSUS A MOTIFS IRREGULIERS
Le traitement des tissus motifs irrguliers est fait seulement en laize ouverte pour matriser la symtrie et le raccord des pices voisines. Exemple de placement des diverses pices : RAYURES ET CARREAUX IRREGULIERS
Remarque : La consommation matire et de la main doeuvre des produits raliss en tissus motifs, sera plus leve de 5 12% par rapport un tissu uni, en fonction du pas du motif.
OFPPT/ DRIF/ CDC Textile habillement
43
Rsum de Thorie et Guide de travaux pratique
Page 44 sur 131
MAITRISE DES TECHNIQUES DE COUPE
III.6. LES TECHNIQUES DE TRACAGE
On distingue plusieurs techniques de traage: Support Moyens Tissu Papier (normale thermocollante) Papier photosensible Nant ou Craie tailleur Poudre de craie Crayon CAO Photographie Photographie Gabarit carton Emporte pice Mmoire ordinateur
Procd
Traage main ou tourne autour A laide de trac perfor Traage main ou tourne - autour Traage assist par ordinateur Photographie du placement Agrandissement placement miniature Dcoupe la scie ou au tip-top Dcoupe unitaire Dcoupe assiste par ordinateur
Dune manire gnrale, les tracs excuts directement sur le tissu manque de prcision Les tracs obtenus par poudrage partir de tracs perfors constituent une srie de points qui ont tendance seffacer lors de la dcoupe. Ils sont donc rservs pour des produits o la prcision de la dcoupe nest pas essentielle (sous vtements de jersey par exemple).
TRACES MANUELS : Les tracs manuels sur papier sont plus prcis que ceux effectus sur le tissu. Ils prsentent des variations essentiellement : aux dplacements des patrons sur le papier (glissement la prcision du crayon) lusure des patrons qui servent plusieurs fois par jour effectuer les tracs aux altrations dimensionnelles du papier soumis des conditions dhygromtrie de lair diffrentes. Ceci est particulirement vrai pour les papiers photosensibles traits lammoniaque. TRACES REALISES PAR ORDINATEUR (TRACEUR) Les prcautions concernant la stabilit dimensionnelle des papiers restent valable. Il suffit de faire des tracs mre sur des qualits de papier appropries. PROCEDE PHOTOGRAPHIQUE Les patrons (grandeur nature) sont placs sur un papier photosensible. Le papier est ensuite impressionn au moyen dun jeu de lampes montes sur un chariot. Aprs rvlation lammoniaque, le trac des patrons reste sur le papier. Inconvnients : Zone dombre, problmes de diffraction de la lumire, les patrons ne sont pas parfaitement plat en pratique. Ils doivent tre plaqus sur la table par des plaques de verre ou de plastique transparent. AGRANDISSEMENT A PARTIR DE MINIATURES Ce procd prsente les mme avantages et inconvnients que le prcdent : - lencombrement est moindre - il est indispensable de contrler lchelle de lagrandissement Les systmes modernes sautent ltape de traage, en particulier dans le cas des dcoupes automatiques. Le traage est, toutefois, maintenu dans certains cas et en particulier dans les productions o la diversit des produits est importante en raison de la ncessit didentifier les pices aprs la dcoupe.
OFPPT/ DRIF/ CDC Textile habillement
44
Rsum de Thorie et Guide de travaux pratique
Page 45 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Chapitre IV
LE
MATELLASASSGE
OFPPT/ DRIF/ CDC Textile habillement
45
Rsum de Thorie et Guide de travaux pratique
Page 46 sur 131
MAITRISE DES TECHNIQUES DE COUPE
IV.1 LES METHODES DE MATELASSAGE
Selon le type de matire employe et les caractristiques du vtement raliser, on peut utiliser des mthodes de matelassage diffrentes.
Les conditions imposes par la matire :
Ngligeant pour linstant les conditions imposes par certaines toffes ( motif par exemple) pour lesquelles il y a lieu de respecter des rgles de position et de raccord de dessin, il sagit : a. de la condition de face, cest-dire du fait que les deux faces, endroit et envers, ne sont pas identiques. b. de la condition de sens qui existe lorsque laspect de la matire nest pas le mme dans les deux sens sur la direction de chane ou direction de tricotage pour la maille.
Les conditions imposes par la forme des pices de patrons :
Deux cas sont envisager : a. Chaque pice du patron a son symtrique et dans ce cas nous navons pas condition de forme . Si toutes les pices du patron ont un axe de symtrie longitudinal, on est dans le cas o toutes les pices ont leur symtrique, puisque si lon prend deux pices identiques on peut considrer lune comme symtrique de lautre. b. Les pices nont pas de symtrique (ni daxe de symtrie longitudinal), c'est--dire il y a condition de forme pour les pices de patronage
IV.1.1 En fonction de la disposition relative des plis, nous distinguerons trois mthodes de matelassage : a. Mthode A : Matelassage en zig zag ou en accordon
- Ce systme concerne les tissus qui nont pas de sens - Les plis sont disposs endroit contre endroit et envers contre envers et de plus, chaque pli le sens de la matire est inverse. - Le matelassage se droule dune faon continue : le chariot effectuant un aller et retour, place le tissu dans un mouvement de va et vient, lextrmit des plis tant retenue par des accrocheurs automatiques. - La coupe aux extrmits peut tre vite. - Il est souhaitable, dans ce type de matelassage, que larticle soit compos densembles forms de sous lments symtriques et identiques.
c. Mthode B : Matelassage sens, endroit vers le haut
- Ce systme concerne les tissus sens et il peut tre utiliser pour tous types de produits, avec ou sans condition de forme pour les pices de patronage. - Afin de respecter la condition de sens, les plis sont disposs envers contre endroit , avec lendroit vers le haut. Le chariot tale le pli jusqu lextrmit de matelas. Ensuite, le pli est coup. Le chariot revient son point de dpart sans taler. Le cycle recommence. 46
OFPPT/ DRIF/ CDC Textile habillement
Rsum de Thorie et Guide de travaux pratique
Page 47 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Le nombre, la forme et les dimensions des pices composant larticle est sans importance dans ce cas Lconomie matire sera maximale (talement de toutes les pices en surface) Le temps de matelassage sera plus long cas le retour du chariot se fait vide. Le temps de coupe est aussi plus long car les lments symtriques sont coups sparment (devant droit, devant gauche, dos droit, dos gauche, etc)
d. Mthode C : Matelassage sens et paire - Ce systme concerne les tissus sens et produits sans condition de forme pour les pices de patronage. - Les plis sont disposs endroit contre endroit et envers contre envers en respectant le mme sens pour tous les plis. - Pour russir dposer les plis de la sorte, il faut non seulement procder comme en mthode B mais de plus, il est ncessaire de faire pivoter le rouleau de 180 dans un plan horizontal avant de dposer un nouveau pli. Avantage : Possibilit de simplifier le placement en le rduisant de 50% Inconvnient : il est ncessaire du matriel spcialis pour faire pivoter le rouleau de 180 Rentabilit : Si lon met lhypothse dune production gale 100% pour le matelassage en zig zag, celle ci passera 50% pour la deuxime mthode : retour sans talement. Pour la mthode sens et paires, la production sera rduite 30%. La diminution de rendement, est le rsultat des oprations de dgagement et engagement du tissu aprs chaque pli, pour permettre de faire pivoter la tourelle. Il faut tenir compte aussi, du temps ncessaire pour faire effectuer la demi tour la pice avant dtaler un nouveau pli. IV.1.2 En fonction de la prsentation des matires : a. Tissu doss ou ddoss :
Le tissu se prsente habituellement ddoss , c'est--dire ouverte et dans ce cas tous les systmes antrieurement mentionns sont applicables. Il peut aussi se prsenter doss c'est--dire pli en deux dans le sens de la longueur. - On peut utiliser 2 mthodes de matelassage : en zig zag pour les tissus sans sens sens coupe en bout, pour les tissus sens - On dpose 2 plis chaque passage et ces plis sont gnralement avec lendroit lintrieur de pli marchand. - Pour des produits sans condition de forme, on place des demi produits pour obtenir une parfaite symtrie et mme de placer de demi patrons symtriques sur le pli marchand. - On ne peut pas utiliser cette mthode pour les produits avec condition de forme pour les pices de patronage.
Avantages du tissu doss : - gain de temps de coupe - possibilit de couper un lment unique dans le pli (dos de veste par exemple) Inconvnients : - pertes de matire au niveau de placement (moins de pices tales sur une petite largeur)
OFPPT/ DRIF/ CDC Textile habillement
47
Rsum de Thorie et Guide de travaux pratique
Page 48 sur 131
MAITRISE DES TECHNIQUES DE COUPE
b. Pices ouvertes et de pices tubulaires : Pour un tricot ouvert, on peut utiliser les trois mthodes de matelassage (A,B,ou C) - on dpose un pli la fois
Pour un tricot en laize tubulaire - on peut utiliser 2 mthodes de matelassage : en zig zag pour les tricots sans sens matelassage sens coupe en bout, pour les tricots sens - on dpose 2 plis chaque passage et ces plis sont gnralement avec lenvers lintrieur - on peut placer des demi patrons symtriques sur les deux cots de la laize tubulaire. On ne peut pas utiliser cette mthode pour les produits avec condition de forme pour les pices de patronage.
IV.1.3 En fonction de lorganisation de matelas : a. matelas de hauteur constante : tous les plis ont la mme longueur b. matelas en escalier : les plis ont des longueurs diffrentes et pour chaque section il y a un autre trac.
LE CHOIX DE LA METHODE DE MATELASSAGE : Parfois on peut indiffremment choisir la mthode A, ou B, ou C, dans ce cas seront les considrations conomiques qui dtermineront la mthode convenable. Le plus souvent, on ne peut pas indiffremment utiliser lune ou lautre des ces mthodes : tissu sens par exemple
Le choix de la mthode de matelassage est soumis aux conditions imposes par : Le produit ou le modle La matire Considrations conomiques Quand le choix de la mthode est fait partir des considrations conomiques, lconomie ralise par le matelassage, peut avoir des origines diverses : - Epaisseurs de matelas : plus le matelas est pais, plus lconomie de la main duvre est importante au niveau de traage et dcoupage - Longueur du matelas : plus le matelas est long, plus on conomise de tissu (gain dextrmits de matelas). Plus le matelas est court et pais, plus on conomise de la main duvre par traage et dcoupage. Plus le matelas est long et pais, plus se cumulent les avantages.
OFPPT/ DRIF/ CDC Textile habillement
48
Rsum de Thorie et Guide de travaux pratique
Page 49 sur 131
MAITRISE DES TECHNIQUES DE COUPE
IV.2 LES MATERIELS DE MATELASSAGE
Pour raliser divers types de matelas, il existe de matriel plus ou mois perfectionn selon la qualit recherche et surtout limportance des sries.
IV.2.1 LES TABLES DE MATELASSAGE
Elles sont caractrises par : la longueur et la largeur constitues par lments assembls peuvent tre rgles en hauteur pour avoir une bonne planit peuvent tre quipes de rails de guidage pour chariot matelasseur peuvent tre munies de tapis transporteur pour vacuer le matelas automatiquement certaines tables de matelassage comportent des perforations dans les quelles de lair est insuffl pour faciliter les oprations de manutentions et de coupe
TABLE A TAQUETS (matelassage la baguette):
Ces tables sont des tables classiques sur les quelles sont fixs des taquets stabiliss par serre-joints, facilement dmontables. - Sont des tables destines au matelassage la baguette, correspondant au matelassage en zig-zag (ou en accordon) - Les taquets verticaux sont rgls selon la longueur du matelas dsir. Le tissu est dvelopp sur la table sur la longueur fixe ; une baguette, est alors pose sur le tissu tal, lextrieur des taquets qui font alors fonction de butes de retenue. Le 2me talement amne la suite du tissu droul au point de dpart, cette paisseur est son tour retenue par une autre baguette. Le cycle droite/gauche gauche/droite continue jusqu obtention du matelas dsir. - Les baguettes, en cours de cycle, sont retires des plis tals et replaces au fur et mesure du besoin. - Ce procd est efficace pour la nettet de ltalement (pas de pli) -
Avantage :
Nettet de ltalement (pas de plis)
Inconvnient :
- Temps dexcution important
OFPPT/ DRIF/ CDC Textile habillement
49
Rsum de Thorie et Guide de travaux pratique
Page 50 sur 131
MAITRISE DES TECHNIQUES DE COUPE
TABLE RECTOMETRE BASCULANTE
Le plateau de la table tant en position verticale, les rectangles de tissu sont accrochs manuellement, les uns aprs les autres et dans la lisire, dans la partie suprieure du plateau. La loi de la pesanteur aidant, le tissu garde un aspect net et plat (pas de plis). Une fois constitu, la matelas passera de la position verticale la position horizontale, par basculement du plateau de la table. Ce systme convient pour les tissus lgers, difficiles matelasser sur des tables classiques.
MATELASSAGE AU DEROULEUR Le drouleur est un support permettant aux pices roules de se drouler. Ce drouleur peut tre soit fix sur la table laide de deux serre-joints, soit tre indpendant et mme mont sur des petites roues qui permettent de lamener en bout de table.
Le drouleur berceau est constitu par des rouleaux 1 surmonts dun rouleau drouleur 2. Ce drouleur est particulirement recommand pour les pices lourdes, ou pour les pices plies.
Le drouleur avec stockage permet le stockage de plusieurs pices. - Capacit maximale de stockage : 30 pices - Largeur maximale : 2 m
Ces drouleurs peuvent disposer dun moteur lectrique pour amener la pice choisie au niveau de la table de matelassage.
OFPPT/ DRIF/ CDC Textile habillement
50
Rsum de Thorie et Guide de travaux pratique
Page 51 sur 131
MAITRISE DES TECHNIQUES DE COUPE
TABLES A COUSSIN DAIR
Les tables prsentent des trous et par les trous A de la table, de lair est insuffl formant un coussin dair entre le matelas et la table. Ce coussin dair assure un dplacement des matelas sans frottement, la rsistance de ltoffe tant rduite au minimum. Certaines de ces tables sont quipes de loin en loin, de cylindres mobiles B , destins faire avancer le matelas. Chaque cylindre est mcanis et aspirant de faon viter le patinage de lentranement contre le papier plac sous le matelas. Laspiration se fait au travers des perforations des cylindres. Lensemble est raccord au dispositif, de turbine utilise pour le coussin dair.
TABLE A AIGUILLES
Ce sont des tables spcialement conues pour le matelassage des tissus motifs, tissus carreaux en particulier. Ces tables ont environ 400 trous au m pour 100 aiguilles. Hauteur utile des aiguilles, environ 10 cm.
Le matelassage se fait en principe, tissu ddoss. Une longueur dtoffe, correspondant la longueur du placement et coupe aux extrmits sur une rayure trame, est tale sur la table. La trame du pli - tmoin est redresse sur des ranges daiguilles situes en bords de table, afin que lensemble du quadrillage soit parfaitement perpendiculaire sur toute la surface du pli - tmoin. Un certain nombre daiguilles sont alors places, en surface, pour fixer les points critiques. Les aiguilles ne sont alors sorties que de 1 ou 2 mm au dessus de lpaisseur de tissu. Le traceur dispose les patrons, munis de leurs crans de repre, en relation avec les carreaux. Aprs ce travail, le traceur enlve le pli tmoin de la table aiguilles et le range en attente. 51
OFPPT/ DRIF/ CDC Textile habillement
Rsum de Thorie et Guide de travaux pratique
Page 52 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Le matelassage : Chacune des paisseurs du matelas est tale partir de la pice de tissu embarre sur un drouleur manuel. Chacun des plis est coup aux extrmits, sur les mmes rayures que le pli tmoin. Les matelasseurs stabilisent les plis en faisant pntrer les aiguilles aux mmes points critiques que ceux reprs sur le pli tmoin. Au fur et mesure o la hauteur du matelas augmente, la totalit des aiguilles est pousse simultanment vers le haut, par une surface de support, commande par un mcanisme ; (manuel ou motoris). Le matelas termin, le pli tmoin est dispos sur le matelas au travers des aiguilles. MACHINES A REALIGNER LES CARREAUX
Lcartement des aiguilles et leurs montes progressives sont rglables et se font par commande pneumatique. Au dessus de ltoffe place suivant un reprage lumineux assur par 2 spots, se trouvent 2 bras mobiles. Ils agissent, sous laction dune pdale pneumatique commandant leur mouvement de descente, et, en fin de course, ils enfoncent ltoffe sur les aiguilles. Avec ce systme, il est prvu un gain de 50% sur le temps habituel de quadrillage des carreaux.
TABLES ASPIRANTES
Utilise pour le matelassage (puis dcoupe) de matires gonflantes et compressibles, notamment les nappes de ouate pour anoraks par exemple. Lorsque le matelas est termin, une couverture de polythylne recouvre la matire et le placement. Une fois le systme daspiration est actionn, tout le volume dair se trouvant sous la couverture de polythylne est expuls par les trous daspiration percs sur le plateau de la table et cela se traduit par la rduction de la hauteur du matelas.
Taux approximatifs de compression pour les divers tissus :
A. Fibres synthtiques, cotons capitonns B. Ouatins C. Velours unis ou ctels D. Mailles (selon types)
OFPPT/ DRIF/ CDC Textile habillement
52
Rsum de Thorie et Guide de travaux pratique
Page 53 sur 131
MAITRISE DES TECHNIQUES DE COUPE
TABLE DE STOCKAGE Ces tables sont utilises pour stocker les tronons de matelas avant le dcoupage. Nombre de niveaux : 3 / 4 / 5 Distance entre les niveaux : 32,5 cm / 20 cm / 14 cm Hauteur maximale partir du sol : 270 cm Longueur maximale : 12 m TABLE DE TRANSFERT Cest une table de matelassage et de coupe. Elle permet le dplacement du chariot plieur entre plusieurs tables disposes en parallle, ou le transfert du matelas vers laire de dcoupe automatique. Elle se dplace par translation motorise pour sarrter automatiquement en alignement avec les tables de matelassage ou avec la table de coupe automatique.
IV.2.2 LES CHARIOTS MATELASSEURS
Ils sont classs en trois catgories : Chariots manuels Chariots semi-automatiques Chariots automatiques
Caractristiques communes aux trois catgories : - Ils permettent de raliser tous les types de matelassage et avec toutes les matires. - Les chariots se dplacent sur les tables de matelassage au moyen de rails en droulant la pice et en talant la matire sur le plateau. Particularits spcifiques aux trois systmes : CHARIOTS MANUELS
Le chariot est pouss manuellement par un oprateur Le matelassage est effectu gnralement par 2 oprateurs Rglage manuel de la longueur du matelas Chargement et dchargement des pices de tissu manuellement Mouvement de tourelle commande manuelle Enfilage et dsenfilage de ltoffe Chariot polyvalent, matelassage accordon ou manuellement coupe en bout Coup en bout commande manuelle Production : environ 2750 m/h pour un matelassage coupe en bout 53
OFPPT/ DRIF/ CDC Textile habillement
Rsum de Thorie et Guide de travaux pratique
Page 54 sur 131
MAITRISE DES TECHNIQUES DE COUPE
CHARIOTS SEMI - AUTOMATIQUES
Mouvement de la tourelle commande manuelle. Chargement des pices commande manuelle Le mouvement, entranant le chariot matelasseur sur la table, est transmis par un moteur lectrique. Le chariot ne possde pas de dispositif destin au transport de loprateur. Celui-ci est oblig daccompagner pied, les aller et retours du chariot pour contrler le matelassage et la vitesse du dispositif. Enfilage et dsenfilage de ltoffe commande manuelle Cellule dalignement de lisire Coupe en bout commande manuelle Vitesse moyenne du chariot : environ 75 m/mn Production : environ 4500m/h
Chariot semi-automatique
CHARIOTS AUTOMATIQUES ( F.A.O.)
Le chariot circule sur la table, entran par un moteur lectrique Chariot command par microprocesseur Loprateur est transport sur une plate-forme, debout ou assis suivant les marques, simultanment avec le chariot Dispositif automatique de chargement de pices Mouvement de tourelle commande manuelle ou automatique Enfilage et dsenfilage de ltoffe commande manuelle ou automatique Programme de matelassage en semi-automatique ou automatique Programmation des longueurs de matelas (suppression des dispositifs de bute) Prcision longueur de matelas : 2 mm Systme pince en bout, mouvement mcanique automatique Cellule dalignement de lisire Programmation de la coupe en bout Retour automatique du chariot, au point de dpart en fin de pice ou en fin de programme Vitesse du chariot : environ 95 m/min Production : environ 5500 m/h
CHARGEUR, ELEVATEUR DE PIECES :
Ces systmes permettent de charger le chariot une seule personne. Plac en bout de la table, le chargeur de pices soulve jusqu 100 kg. Ecartement des bras rglables suivant la largeur des pices roules, de 0,80 2,20 m Ci-dessous, on vous prsente 2 types de chargeurs lvateurs :
OFPPT/ DRIF/ CDC Textile habillement
54
Rsum de Thorie et Guide de travaux pratique
Page 55 sur 131
MAITRISE DES TECHNIQUES DE COUPE
DISPOSITIF DE COUPE EN BOUT DE MATELAS
Machine glissire guide quipe dun ciseau lectrique lame circulaire ; ciseau manche facilitant lopration de coupe. Le dispositif de coupe en bout de matelas peut couper net, vite et avec un maximum de prcision des tissus de toute paisseur (mme de la ouate) et de toute largeur.
Dtail A
Les tapes de matelassage avec la coupe en bout :
Mesurer la longueur requise, du centre de la glissire jusqu un point au bout oppos de la table Tirer le tissu du rouleau jusquau point extrme de la barre dalignement : Fig.A Loprateur tire la coupeuse le long de la glissire : Fig.B Une paisseur du tissu est coup la longueur requise. Retour de la coupeuse sa position initiale. La glissire se lve et le tissu qui vient dtre coupe tombe sous la glissire : Fig.C La barre dalignement de tissu se lve et lextrmit oppose de tissu coup, tombe sous la barre : Fig. D La glissire et la barre reviennent leur position de base Le cycle recommence jusqu la fin du matelassage. 55
OFPPT/ DRIF/ CDC Textile habillement
Rsum de Thorie et Guide de travaux pratique
Page 56 sur 131
MAITRISE DES TECHNIQUES DE COUPE
IV.3 METHODES DELIMINATION DES DEFAUTS MATIERE
La qualit de la matire premire est un lment important dans le cycle de qualit globale de lentreprise. Trop de dfauts ce niveau entranent un surcot de fabrication et de consommation. Il est donc utile de faire un contrle la rception mme de la matire premire et liminer ce stade (ou ngocier des compensations) tous produits non-conformes. Malgr toutes les prcautions prises et parce que tous les dfauts ne peuvent pas tre compltement limins la rception de la matire premire dans lentreprise, il faut imaginer et adopter une ou plusieurs mthodes au traitement de ces problmes.
IV.3.1 METHODE DELIMINATION DES DEFAUTS PAR RECOUVREMENT
Lorsquun dfaut apparat, il faut localiser son emplacement sur le trac pour connatre la longueur du recouvrement. Afin dviter davoir rapporter le trac sur le matelas pour juger de la zone dimpact dfaut, il faut, au moment de la prparation du matelas reprer les points charnires du trac sur le bord de la table au moyen dtiquettes adhsives.
Les tapes pour liminer les dfauts : - Eliminer la zone dfectueuse - Reprendre le matelassage lendroit de la dcoupe avec une recouvrement de 4 5 cm, au point charnire - Poursuivre normalement le matelassage.
Avantages :
Elimination du dfaut la source Pas de risque de nuances ni de recherche matire adquate Matelassage forcment endroit dessus (pas de zig-zag possible) Forte perte de matire parfois totalement vitable Risque de doublement de petite ou moyennes pices toujours gnant la mise en paquet Ralenti le matelassage
Inconvnients :
-
OFPPT/ DRIF/ CDC Textile habillement
56
Rsum de Thorie et Guide de travaux pratique
Page 57 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Pour diminuer la quantit des coupons obtenus par les fins de pices, on utilise la mme mthode de matelassage par recouvrement au niveau des points charnires.
IV.3.2 METHODE DE REMPLACEMENT A LA COUPE (Tip Top ou scie) :
Le matelas est effectu normalement avec limination des seuls gros dfauts. Lorsquun dfaut de petite dimension ou moyenne apparat, il est signal par une bande de tissu de couleur contraste, de chutes ou de confettis, dpose sur la zone affecte et largement recouverte. Le matelassage se poursuit sans autre altration. Au moment de la coupe, loprateur constatera lexistence de la couche signale dans tous les paquets de la zone affecte. Il analysera alors la couche de dessous et si le dfaut ne concerne pas cette pice, il limine simplement la signalisation. Si le dfaut concerne cette pice, il va garder la signalisation et au niveau de triage, on recoupe une nouvelle pice en veillant ce quil ny ait pas de nuance dans la couleur. Avantage : - grande simplification au matelassage - perte minimale de matire Inconvnients : - pas toujours facile de dtecter la bande de signalisation et donc risques doublis. - Complique lopration de coupe
IV.3.3 METHODE DE REMPLACEMENT APRES COUPE
Lorsque les matires comportent de nombreux dfauts, on met en place un poste spcifique de contrle systmatique. Les coupons issus du matelassage sont entreposs (numrots et classs) sur une tagre intgre au poste de contrle. Les pices coupes sont contrles une une (devants, dos, manches) et remplaces si ncessaire. La pice dfectueuse sert de patron pour la recoupe. Avantages : Inconvnients : Cot dun poste de contrle Perte de sensibilisation qualit des postes en amont Gestion des coupons plus complexe Scurit (thorique) du contrle systmatique Perte minimale de matire Optimisation au matelassage et la coupe
OFPPT/ DRIF/ CDC Textile habillement
57
Rsum de Thorie et Guide de travaux pratique
Page 58 sur 131
MAITRISE DES TECHNIQUES DE COUPE
IV.4 LE TRAITEMENT DES NUANCES
Pour de nombreuses raisons techniques, les diverses pices de tissu dun lot thoriquement uniforme (mme bain de teinture et traitement) ne sont pas toujours identiques. A partir dun certain grade de qualit, il faut viter de mlanger en un mme vtement des morceaux issus de pices de tissu diffrentes. Il faut alors quau niveau de la prparation des paquets on puisse distinguer et sparer en lots diffrents les articles coups dans des pices diffrentes. Deux cas peuvent alors se prsenter : - Les divers morceaux sont identifis individuellement sous une mme numrotation pour tous ceux composant un mme article (systme de compostage) et dans ce cas, il y a pas lieu de diffrencier les pices de tissu au stade de la coupe. Cest le cas pour les tissus carreaux, motifs placs, les ordres de coupe composs de matelas de peu de plis etc - Le nombre de plis ou coloris est respectable et permet de constituer des lots respectables. Il faudra alors sparer les articles par pice de tissu. Cest ce 2me cas qui nous intresse. Il existe alors diverses faons de distinguer les pices au niveau du matelassage, facilitant ensuite leur sparation la mise en paquet .
IV.4.1 SEPARATION PAR UNE FEUILLE DE PAPIER : - Papier conomique type soie - Monter le rouleau de papier sur un drouleur fix en bout de table ou sur le chariot matelasseur (suivant poids rouleau et type de chariot) - A chaque changement de pice dun mme coloris on tale une couche de papier. - Cette feuille de papier sert de sparation pour la mise en paquet Avantage :
Trs faible
Inconvnient : Cot de papier IV.4.2 SEPARATION AVEC DES CONFETTIS
Mme systme que la feuille de papier mais cette dernire est remplace par des poignes de confettis. Avantage : Plutt faible
Inconvnient :
Confettis dans tout latelier et surtout au poste de mise en paquet Confettis pouvant rester prisonniers des coutures trs gnant dans les tissus fins et transparents.
IV.4.3 BANDES (CHUTES) DE TISSU DE SEPARATION Des bandes de tissus dcoupes dans des chutes sont disposes longitudinalement ou transversalement sur la surface du matelas entre 2 pices de tissu dun mme coloris. Avantage : Economique Inconvnient : moins fiable que les systmes prcdents car ne recouvre quune partie de la matire.
OFPPT/ DRIF/ CDC Textile habillement
58
Rsum de Thorie et Guide de travaux pratique
Page 59 sur 131
MAITRISE DES TECHNIQUES DE COUPE
IV.4.4 ALTERNANCE DE COLORIS DIFFERENTS
Lorsquune pice de tissu dune couleur dtermine est termine, elle sera spare dune autre de mme type par dautres pices dautres coloris. 4 z plis coloris B Pice 2 3 y plis coloris A Pice 2 2 - x plis coloris B Pice 1 1 w plis coloris A Pice 1
Avantage :
Economique Dtection trs facile la mise en paquets Matelas doit forcment tre compos de plusieurs coloris les plus contrasts possible Complique le comptage des plis au matelassage Oblige recomposer les coloris si on veut quun mme coloris passe entirement de faon continue au montage
Inconvnient :
-
IV.4.5 COMPTAGE DES PLIS
Au changement de pice dans un mme coloris, le matelasseur note sur une feuille de papier le nombre de plis matelasss avec chaque pice, dans lordre chronologique de matelassage. La feuille aussi rdige est remise lopratrice de la mise en paquets avec le matelas. Pour reconstituer les lots par pice de tissu, il faut alors compter les plis et reproduire les quantits indiques sur la feuille de papier. Avantage : - Economique - Aucune altration de matelas - Facilite le compostage des plis par coloris Inconvnient : - Opratrice du poste de mise en paquet doit comptes tous les plis pour toutes les pices composant larticle - Compliqu dans les matelas en escalier
OFPPT/ DRIF/ CDC Textile habillement
59
Rsum de Thorie et Guide de travaux pratique
Page 60 sur 131
MAITRISE DES TECHNIQUES DE COUPE
IV.5 SUIVI DE LA CONSOMMATION MATIERE
Pendant le matelassage, lensemble des informations relatives la matire matelasse, est transcrit dans les documents dsigns au suivi de la consommation matire (fiche de matelas, fiche de calcul de la consommation,) : N matelas Nom du modle N ordre de coupe N de trac, composition, longueur Nombre de plis Quantit de tissu reu, rfrence, laize Quantit retour tissu Mtrage coupons fins de pices Mtrage coupons dfauts, nombre de dfauts Longueur des extrmits Longueur de recouvrement
Exemples des documents de suivi de la consommation matire : voir ANNEXES
Calcul de la consommation matire relle :
a. Matelas en hauteur constante :
Elments utiliss pour le calcul : Lt = Longueur trac Ve = Valeur dembarrage (extrmits matelas, marges de scurit) Lm = Longueur matelas Np = Nombre de plis Em = Emploi matire par matelas Em / pr. = Emploi matire unitaire moyenne (consommation matire relle par produit) Qp = Quantit produits coups = Nbr. Produits tracs x Np Lm = Lt + 2 Ve Em = Lm x Np Em /pr. = Em : Qp
Mis en forme : Allemand Allemagne
OFPPT/ DRIF/ CDC Textile habillement
60
Rsum de Thorie et Guide de travaux pratique
Page 61 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Exercice dapplication : Soit : - un placement tritaille (40/42/44) Longueur trac : Lt = 3,60 m Type de matelas : hauteur constante Valeur dembarrage : Ve = 2 cm de chaque extrmit Nombre de plis : Np = 50 Question : Calculer lemploi matire unitaire moyenne respecter la coupe Solution : Longueur matelas : Lm = 3,60 + 2 x 0,02 = 3,64 m Emploi matire : Em = 3,64 x 50 = 182 m Quantit de produits coups : 50 x 3 = 150 produits Emploi matire unitaire moyenne : 182 : 150 = 1,213 m/pr. b. Matelas en escalier :
Le matelas en escalier est caractris par des longueurs diffrentes des plis, mais les formules de calcul de lemploi matire restes les mmes.
Elments utiliss pour le calcul : Lt1 ; Lt2 = Longueurs tracs Ve = Valeur dembarrage (extrmits matelas, marges de scurit) L1 ; L2 = Longueur des plis Np = Nombre de plis Em = Emploi matire par matelas Em / pr. = Emploi matire unitaire moyenne (consommation matire relle par produit) Qp = Quantit produits coups = Nbr. Produits tracs x Np L1 = Lt1 + Lt2+ 2 Ve L2 = Lt2+ 2 Ve Em = (L1 x Np1) + (L2 x Np2) Em /pr. = Em : Qp
Mis en forme : Allemand Allemagne
OFPPT/ DRIF/ CDC Textile habillement
61
Rsum de Thorie et Guide de travaux pratique
Page 62 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Exercice dapplication : Soit lOC: Produit : Pantalon H Taille 38 Quantit 30 Tissu : Gabardine 40 50 42 50 44 30 Laize : 150 cm Total 160
Placements disponibles : deux placements bitaille : 38/44 et 40/42 Longueur 38/44 = 2,44 m ; Longueur 40/42 = 2,46 m Type de matelas : matelas en escalier Valeur dembarrage : 2 cm de chaque extrmit Nombre de plis : 30 50 Question : Calculer lemploi matire totale et lemploi matire unitaire Solution :
L1 = Lg. 40/42 + Lg.38/44 + 2 x Ve L1 = 2,46 + 2,44 + 2 x 0,02 = 4,94m L2 = Lg. 40/42 + 2 x Ve = 2,46 + 2 x 0,02 = 2,50 m Em = 4,94 x 30 + 2,50 x 20 = 198,20 m Em /pr. = 198,20 : 160 = 1,23875 m 1,24 m
Mis en forme : Franais France
OFPPT/ DRIF/ CDC Textile habillement
62
Rsum de Thorie et Guide de travaux pratique
Page 63 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Chapitre V
LE
DECOUPAGE
OFPPT/ DRIF/ CDC Textile habillement
63
Rsum de Thorie et Guide de travaux pratique
Page 64 sur 131
MAITRISE DES TECHNIQUES DE COUPE
V.1. MOYENS DE FIXATION LES CLICHES OU PATRONS SUR LE MATELAS
Avant commencer lopration de dcoupage, le coupeur doit vrifier le positionnement des clichs ou patrons sur le matelas et les fixs par les moyens disponibles :
V.1.1 Thermocoller le trac thermo adhsif laide dune plaque chauffante, avec la base en silicone.
Dimensions : 76 x15 cm
V.1.2 Pincer avec des pinces des diffrentes formes et dimensions le pourtour du matelas :
Ouverture : 2 cm
Ouverture : 4 cm
Ouverture : 7 - 12 cm
Pince pour tissus fins :
Ouverture : 5 7 cm
Pince curseur :
Hauteur maximale : 20 cm
OFPPT/ DRIF/ CDC Textile habillement
64
Rsum de Thorie et Guide de travaux pratique
Page 65 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Pince lame :
V.1.3 Agrafer le trac par des agrafes trs fines. a. les agrafes ne sont pas replies et qui senlvent facilement.
7 x 11 mm
10 x 11 mm
13 x 11 mm
b. les agrafes sont replies
profondeur :55 mm hauteur matelas : 6 8 mm
- profondeur :15 cm - hauteur matelas: 6 8 mm
V.1.4 Poser sur le trac des poids de diffrentes formes :
OFPPT/ DRIF/ CDC Textile habillement
65
Rsum de Thorie et Guide de travaux pratique
Page 66 sur 131
MAITRISE DES TECHNIQUES DE COUPE
V.1.5 Vaporiser des produits adhsifs sur le pli suprieur du matelas :
- pulvrisation de colle trs fine - se dcolle sans laisser de trace
V.1.6 Utiliser du ruban adhsif, pour fixer le pourtour de matelas, ainsi que lintrieur des pices traces dans le placement sur lpaisseur suprieur de matelas.
V.1.7 Poncer le contour des pices en suivant les perforations du placement.
Le placement des patrons est trac en crayon sur un carton souple. Les contours des diffrents lments sont ensuite perfors laide dune machine portative perforer. Le trac est suivi par la roulette caoutchoute. Le poinon anim dun mouvement rectiligne alternatif, perfore le carton. Le dplacement de la machine est facilit par des roulettes, places sous le socle.
Le clich perfor est pos sur le matelas et maintenu par des poids. Au moyen dune poncette on saupoudre de la poudre de craie les tracs qui laissent passer la craie par les perforations. Le tissu se trouve ainsi, trac. Aprs quoi, on retire le clich et on le place dans un casier jusqu la prochaine utilisation. Ce procd trs conomique permet de reproduire un grand nombre de placements.
OFPPT/ DRIF/ CDC Textile habillement
66
Rsum de Thorie et Guide de travaux pratique
Page 67 sur 131
MAITRISE DES TECHNIQUES DE COUPE
V.2 LE MATERIEL DE COUPE
V.2.1 LES CISEAUX MAIN :
De tailles de 22 42 cm, des formes diffrentes, sont encore employs en confection, notamment pour la coupe lunit en mesure industrielle (chantillonnage, par exemple), ou pour les petites pices demandant un certain rglage : pattes et rabats des tissus motifs par exemple.
V.2.2 LES CISEAUX ELECTRIQUES :
Ciseaux lames articules : Les lames de ces ciseaux fonctionnent comme celles des ciseaux main. Elles sont en quelque sorte des ciseaux tailleurs lectriques. Elles assurent une coupe franche et nont pas tendance entraner ltoffe sous la lame comme cest le cas des ciseaux dots dun outil de coupe rotatif. Elles conomisent les 2/3 du temps de coupe et une partie importante de la fatigue occasionne par le maniement des ciseaux main. Les lames articules sont commandes par un moteur log dans la poigne et qui agit sur un systme dexcentrique et de bielle. Ces ciseaux lames articules existent en version PNEUMATIQUE. Ciseaux quip de lame pans : Ces machines sont gnralement quipes de lames 4 ou 10 pans et la coupe seffectue par cisaillement. Le tissu se trouve pris au moment de la coupe entre la lame pans et la contre-lame. Ce procd de coupe est trs proche de celui effectu avec des ciseaux tailleurs. De plus, sur le plan mcanique, cette conception technique apporte une puissance de coupe accrue. Ciseaux quip de lame circulaire : Daspect gnral trs semblable aux prcdentes, elles ralisent une coupe par pntration et travaillent galement avec une contre-lame. Bien que leur action de cisaillement soit moindre que celle des machines quipes de lame pans elles assurent cependant une bonne qualit de coupe. Utilisation : - Coupe lunit et coupe des petits matelas, 7 mm dpaisseurs maximum - avec un long poignet, peut servir pour la coupe en bout des matelas
OFPPT/ DRIF/ CDC Textile habillement
67
Rsum de Thorie et Guide de travaux pratique
Page 68 sur 131
MAITRISE DES TECHNIQUES DE COUPE
V.2..3 LES COUPEUSES A LAME A PANS ET A LAME CIRCULAIRE
On trouve ces types de coupeuses guidage manuel, en diffrentes tailles, avec divers usages allant de lexcution de modles jusqu la coupe de matire en plusieurs paisseurs (hauteur de coupe de 8 90 mm) et adaptes chaque type de matire.
Schma de la coupeuse lame circulaire : 1 lame 2 contre lame 3 plaque de base, monte sur roulements 4 dispositif protecteur 5 rglette qui jauge lpaisseur du matelas et permet de suivre plus aisment le contour du matelas dcouper tout en assurant une garde de scurit sur le devant de loutil. 6 dispositif semi-automatique dafftage meules, reprsent ci-dessous :
Certaines machines disposent dun systme de graissage qui facilite la pntration de la lame et vite le collage des plis lors de la coupe des matriaux thermofusibles.
OFPPT/ DRIF/ CDC Textile habillement
68
Rsum de Thorie et Guide de travaux pratique
Page 69 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Inconvnients de ces machines Domaine dutilisation :
Linconvnient principal de ces machines, qui en limite lusage, rside dans le fait que si lon doit dcouper un matelas selon un profil courbe trac sur le pli suprieur du matelas, le profil de la coupe du pli infrieur est diffrent et cela dautant plus que la courbe est plus accentue et que le matelas est plus pais. fig. A : reprsente le matelas 1 coup par la lame 2 4 point de contact entre la lame et le pli suprieur de matelas, vu par loprateur 5- point sur le pli infrieur, ou se rencontrent la lame et le contre tranchant, invisible pour loprateur d- distance entre les points 4 et 5 fig.B : reprsente les courbes coupes par les deux points 4 et 5, selon le trac couper - le pli suprieur est dcoup selon le trac 6 - le pli infrieur est dcoup selon le trac 3
La diffrence des profils est en fonction de la distance d , donne par le diamtre de la lame et la hauteur de matelas. Plus le matelas est pais, plus la distance d augmente, donc le dcalage entre le pli suprieur est le pli infrieur est importante. Une autre cause dimprcision dans la dcoupe, rside dans le fait que la plaque de base soulve et dforme surtout les plis infrieurs du matelas. Compte tenu des inconvnients cits prcdemment, ces machines sont utilises essentiellement pour deux types de travaux : a Le trononnage qui est une dcoupe grossire dun matelas en vue de faciliter les oprations ultrieures de coupe (certaines machines peuvent trononner des matelas de 20 cm dpaisseur). b La coupe des pices dans un matelas de faible paisseur. La hauteur maximale du matelas qui dpend du diamtre de la lame ne dpasse pas 20 mm en moyenne pour une coupe prcise.
OFPPT/ DRIF/ CDC Textile habillement
69
Rsum de Thorie et Guide de travaux pratique
Page 70 sur 131
MAITRISE DES TECHNIQUES DE COUPE
V.2.4 LES COUPEUSES A LAME VERTICALE ( TIP TOP)
Cest le matriel de dcoupe le plus connu et qui quipe pratiquement toutes les ateliers de coupe. Elle offre une bonne prcision de coupe, efficace les matelas moyens et gros. Machine surtout employe pour le trononnage des matelas et la dcoupe des grands lments. Les dfauts essentiels proviennent de laplomb de la lame par rapport la semelle de la machine. Dfauts les plus frquents : Diffrence de profondeur des crans. Variations de dimensions pice de dessus/ pice de dessous. Effilochage des bords des pices coupes caus par un afftage dfectueux de la partie infrieure de la lame (talon).
sur
Caractristiques : - Le poids : il varie entre 6 et 18 kg selon les constructeurs - La hauteur de coupe : de 5 36 cm - La vitesse : en travail normal elle est de 3000 tours/mn LES PARTIES COMPOSANTES DU TIP TOP :
OFPPT/ DRIF/ CDC Textile habillement
70
Rsum de Thorie et Guide de travaux pratique
Page 71 sur 131
MAITRISE DES TECHNIQUES DE COUPE
V.2.5 LA COUPE ASSISTEE
Ce dispositif regroupe en un seul matriel, une coupeuse lame verticale et une scie ruban. On vite ainsi la division des oprations de coupe en deux parties : - trononnage avec la coupeuse lame verticale (Tip top) - dcoupe dfinitive la scie ruban
Spcifications techniques : - 4 hauteurs de coupe diffrentes : 90 mm, 135 mm, 160 mm, 200 mm. - Vitesse de dplacement, 2 possibilits : a. vitesse automatique : 20m /mn maximum b. vitesse rapide : 40m /mn maximum - commande lectronique - puissance moteur : 850 w
OFPPT/ DRIF/ CDC Textile habillement
71
Rsum de Thorie et Guide de travaux pratique
Page 72 sur 131
MAITRISE DES TECHNIQUES DE COUPE
La coupeuse lame verticale : le mouvement de la lame est command par un moteur qui agit sur un systme bielle manivelle, et non sur un systme bielle excentrique, comme cest le cas pour les coupeuses classiques. Ce dispositif vite les vibrations et leurs transmissions la table de coupe, do une dcoupe plus prcise. De plus, le systme bielle manivelle, rend la machine silencieuse, ce qui est trs apprciable pour loprateur. Pour la prcision de la coupe, la section de la glissire support dune part, est rduite de 65% et celle du pied support dautre part, la section est rduite de 85%, par rapport une coupeuse classique.
Ces deux transformations autorisent le dcoupage, type coupeuse couteau vertical (dtourage) et le dcoupage type scie ruban (finition).
Suspension :
La coupeuse se dplace aisment, grce la suspension sur pivot contre poids. Le bras double articul est constitu dun paralllogramme de leviers, ceux ci autorisent :
La conduite verticale de la coupeuse (primordiale pour la prcision de coupe) Le dplacement de la coupeuse au dessus de matelas, sans fatigue pour loprateur La compensation verticale automatique de la suspension, avale sans peine les ingalits de la surface de la table.
Sil arrive loprateur de repousser la coupeuse couteau vertical, intentionnellement ou non, au dessus de vide (au del du bord de la table) la coupeuse sera rcupre en souplesse et restera suspendue juste en dessous du niveau de la table. ( voir images ci contre)
OFPPT/ DRIF/ CDC Textile habillement
72
Rsum de Thorie et Guide de travaux pratique
Page 73 sur 131
MAITRISE DES TECHNIQUES DE COUPE
V.2.6. LA SCIE A RUBAN
Les organes de cette machine sont ports par une table roulante ou stationnaire. Contrairement aux autres systmes de dcoupe, cest le tissu pralablement trononn, qui est dplac vers la lame.
o Lorgane de coupe est une lame lisse, tenace, lastique et rsistante la traction. o La vitesse linaire de la lame a une grande influence sur la qualit de la coupe et varie de 7 18 m/s. o La longueur de la lame, fonction de la dimension de la scie, varie de 3 4 m en moyenne. o La largeur de la lame, qui limite la courbure des dcoupes, varie de 5 10 mm. o Lpaisseur est en gnral de 0,45 mm o La hauteur de coupe est variable selon les constructeurs et elle atteint au maximum 40 cm Utilisation :
Les scies ruban sont gnralement disposes en bout de table de matelassage. Apres trononnage de matelas, les tronons couper la scie, sont glisss manuellement vers la table de la scie o les pices sont coupes suivant le profil des tracs.
OFPPT/ DRIF/ CDC Textile habillement
73
Rsum de Thorie et Guide de travaux pratique
Page 74 sur 131
MAITRISE DES TECHNIQUES DE COUPE
SECURITE DANS LEMPLOI DE LA SCIE A RUBAN
Parmi les matriels quipant les salles de coupe, les scies ruban sont les machines les plus dangereuses. Des dispositions imposes par la loi sur la scurit des travailleurs, limitent les accidents, si celles-ci sont observes :
La hausse de coupe, doit toujours tre descendue prs du tissu, de telle manire quun doigt du scieur ne puisse passer dessous. La lame doit tre entirement recouverte par un carter ferm, lempchant en cas de rupture, dtre projete sur loprateur. Pendant les oprations de coupe, la protection des mains est obligatoire : port de gants en cotte de maille, fils de laiton.
Gant mtallique 3 doits
Gant mtallique 5 doits
Couleurs de signalisation sur cette machine :
Jaune (danger mcanique, organes en mouvement) Bleu (signal dattention : manettes, boutons, dclenchant un danger)
OFPPT/ DRIF/ CDC Textile habillement
74
Rsum de Thorie et Guide de travaux pratique
Page 75 sur 131
MAITRISE DES TECHNIQUES DE COUPE
TABLEAU DES REGLES DE SECURITE
ORIGINE DU RISQUE CONSEQUENCES Gne la visibilit Cheveux coups ou arrachs Gne la visibilit Foulard ou vtement attraps par la lame Coupeur attir vers la lame REMEDES Attacher les cheveux
Cheveux non attachs
Foulard ou vtements flottants -
Enlever les foulards Porter vtements ferms et serrs
Mains nues Doigts sectionns Carters ouverts Lame quitte les poulies Lame sjecte sur le coupeur (visage, tronc, jambes) Casse de la lame Lame senvole travers la pice Lame quitte les poulies Casse de la lame Mauvaise qualit de dcoupe Lame bloque dans la matire Lame quitte les poulies -
Port des gants 5 doigts en maille OBLIGATOIRE Protge doigts baiss
Fermer tous les carters Baisser le plexiglas Contrle rgulier de la lame
Lame non tendue Lame trop tendue
Contrler la tension de la lame Fermer les carters
Lame non adapte la matire
Choix judicieux de la lame par rapport la matire
La maintenance se fait la scie hors tension.
OFPPT/ DRIF/ CDC Textile habillement
75
Rsum de Thorie et Guide de travaux pratique
Page 76 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Exemples :
Protge lame mise en place
Port de gants de maille 5 doigts
-Tenue vestimentaire adapte ; -cheveux attachs
Eclairage appropri
Plateau dgag
Bac pour dchets
OFPPT/ DRIF/ CDC Textile habillement
76
Rsum de Thorie et Guide de travaux pratique
Page 77 sur 131
MAITRISE DES TECHNIQUES DE COUPE
V.2.7. LA COUPE A LEMPORTE PIECE
Gnralits :
Elle permet un dcoupage rapide, prcis et nexige pas un personnel technique qualifi. La rapidit de la dcoupe rside dans le fait que lemporte pice peut reprsenter tous les contours du patron et que cet outil remplace le trac du placement que lon effectue sur le matelas. La prcision obtenue supprime en gnral le contrle des pices et leurs retouche. Cette technique est utilise dans lindustrie de cuir, de la lingerie et du vtement de travail et surtout dans la fabrication des grandes sries.
Les emporte pices :
Exemple demporte pice : col chemisier
Ils dterminent la forme et la prcision des pices coupes. Lemploi doutils appropris est donc dune importance primordiale. Selon le procd de fabrication et le matriau employ, on distingue deux principaux types demporte pice : - emporte pice en fer forg - emporte pice en feuillard dacier
OFPPT/ DRIF/ CDC Textile habillement
77
Rsum de Thorie et Guide de travaux pratique
Page 78 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Principe de la coupe :
1. matelas 2. contre plateau 3. emporte pice angle dafftage Le matelas est plac sur le contre plateau et lemporte pice est dispos au dessus. Sous laction du plateau de la presse, la lame de lemporte pice appuie sur le tissu et la dcoupe. Plus langle dafftage est petit, plus le couteau 3 pntre facilement dans le tissu et plus la coupe est franche.
On peut distinguer quatre phases : - La compression de la matire dcouper - Le dcoupage proprement dit - La pntration des emporte pice dans le contre plateau - La sparation de la matire et les oprations suivantes
Inconvnients de cette technique : - pertes matires plus leves - hauteur de matelas limit - le prix de revient des emporte - pices
OFPPT/ DRIF/ CDC Textile habillement
78
Rsum de Thorie et Guide de travaux pratique
Page 79 sur 131
MAITRISE DES TECHNIQUES DE COUPE
V.2.8 COUPEUSES THERMIQUES
Sont des appareils pour le dcoupage chaud des tissus synthtiques, vitant ainsi leffilochage des matires dcoupes. - Ils sont guids par une poigne isolante, avec rgulateur de chauffe. - Travail prcis, trs long. - Supprime les oprations de surfilage. Courant : 220 V monophas Temprature : jusqu 600 Poids : maximum 1 Kg
Inconvnient : Impossibilit de couper au matelas, les paisseurs se souderait entre elles, donc, coupe lunit.
ROULETTES CHAUFANTES
COUPEUSE THERMIQUE
OFPPT/ DRIF/ CDC Textile habillement
79
Rsum de Thorie et Guide de travaux pratique
Page 80 sur 131
MAITRISE DES TECHNIQUES DE COUPE
V.2. 9 APPAREILS DE MARQUAGE
PERFOREUSES MATELAS A AIGUILLE CHAUFFANTE
Utilisation : marquage des pices matelasses travers des toffes tricotes ou tisses. moteur monophas 220 V hauteur maximum de perage : 170mm diamtre aiguille : de1 3 mm thermostat pour rglage temprature aiguille au niveau de trou les fils sont bruls
PERFOREUSE MATELAS AU FROID
Utilise pour tout types des tissus Laiguille tant froid, ne dtruit pas les fils, ils seront juste carts
Hauteur utile de perage : 16 cm Poids : 4,6 Kg
OFPPT/ DRIF/ CDC Textile habillement
80
Rsum de Thorie et Guide de travaux pratique
Page 81 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Plaque de dtection :
Pendant le marquage de matelas, la plaque de dtection est place en dessous de matelas et quand laiguille perce la dernire paisseur de matelas, on entende un signale. - alimentation pile - Dimensions : 50x60 ou 30x80
APPAREIL A MARQUER A FIL
- Spcialement conu pour le tricot. La bobine avec le fil est place sur lappareil, le fil passe par laiguille et il va passer travers de chacune des paisseurs du matelas. La tige prend trois aiguilles des diffrentes longueurs et diffrents diamtres, ce qui permet de marquer tout genre de matire. Lappareil peut tre quip de fil fluorescent pour le marquage invisible , dtectable la lumire noire. - Hauteur maximale de matelas : 15,24 cm
MACHINE A CRANTER
Ces appareils ralisent la dcoupe de crans froid ou chaud, au bord des pices, aprs leurs dcoupages. Ces crans servent de repres, pour raliser des longueurs des coutures prcises, plat ou avec diffrentes valeurs dembu.
CRANTEUR A CHAUD
La commande rhostat permet de choisir le degr appropri de chaleur compatible avec la nature de chaque matire. Un calibre ajustable permet de varier la profondeur du cran. Hauteur maximale des matelas : 25,40 cm Dans le cas des matires synthtiques, pour empcher le glissement des paisseurs, on peut utiliser le cranteur fixer les bords de matelas, par la soudure des plis.
OFPPT/ DRIF/ CDC Textile habillement
81
Rsum de Thorie et Guide de travaux pratique
Page 82 sur 131
MAITRISE DES TECHNIQUES DE COUPE
V.2. 10 LA COUPE AUTOMATIQUE F.A.O. F.A.O. : Fabrication Assiste par Ordinateur.
Il sagit de machines conues pour la dcoupe automatique des matelas.
SYSTEMES DE COUPE AUTOMATIQUES : Dcoupe par FAISEAU LASER Dcoupe par JET DEAU Dcoupe par COUTEAU OSCILLANT CARACTERISTIQUES COMMUNES AUX 3 SYSTEMES :
Coupe commande et contrle par ordinateur Tte de coupe guide par des mcanismes de positionnement en X et en Y La dcoupe tant automatique, limination des clichs Vitesse de coupe, 6 8 fois plus rapide quun travail main au tip-top ou la scie Elimination des malfaons et qualit amliore. La vitesse de coupe peut rpondre aux exigences de lautomatisation des oprations de piquage Grande flexibilit des systmes : peuvent se plier rapidement aux exigences des changement des fabrications Reproduction automatique et dcoupe des tracs du placement enregistrs en mmoire, sur disque ou bande magntique.
PRINCIPE DE FONCTIONNEMENT :
-
Mettre en contact laspiration (il est ncessaire de couvrir le matelas dun mince film de plastique pour obtenir une aspiration efficace) Slectionner le placement de coupe sur le support des donnes Positionner la tte de coupe au point dorigine Pousser le bouton de dmarrage
CARACTERISTIQUES SPECIFIQUES A CHAQUE SYSTEME :
DECOUPE PAR FAISEAU LASER : Le rayon laser trouve une application de ses effets dans le dcoupage des toffes. Le laser est un faisceau de lumire, il est extrmement cohrent, ce qui permet de la concentrer, sur un point en final par une lentille. Lmission de lumire est ralise partir dun tube comportant un mlange de CO2 avec de lazote. Une raction est obtenue au niveau de lmetteur, entre deux lectrodes. Le faisceau de lumire obtenu est conduit par des tubulaires jusquau point dimpact.
CONSEQUANCES : Le rayon Laser dcoupe le tissu en brlant le pourtour de llment. Il nest donc pas possible de dcouper au laser un matelas de plusieurs paisseurs, si celui-ci est constitu de matires contenant plus de 30% de fibres synthtiques (tergal, nylon, etc) : il y aurait fusion au niveau de dcoupage, donc soudure des paisseurs entre elles.
OFPPT/ DRIF/ CDC Textile habillement
82
Rsum de Thorie et Guide de travaux pratique
Page 83 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Lpaisseur des matelas dcoups peut atteindre 1 cm de hauteur. La dcoupe au lasser est intressante pour la dcoupe dune seule paisseur (coupe lunit) Note : La dcoupe par combustion, dgage des fumes ; il faut donc prvoir un systme de ventilation sur la tte mme.
DECOUPE AU JET DEAU
Le systme utilise un jet deau ordinaire, projet trs haute pression, sa vitesse atteignant 2,7 fois la vitesse du son. Ce procd prsent des avantages importants : Outil ponctuel, omnidirectionnel Dcoupe dpaisseurs compactes, jusqu 3,75 cm ou plus suivant la nature des matriaux. Pas de fusion des bords par frottement ou chaleur. Possibilit de travail avec plusieurs buses places les unes derrire les autres, chacune ayant son dispositif de commande de dplacement indpendant. Simultanment la dcoupe, se font limpression et la pose dtiquettes sur le pli suprieur, indiquant les caractristiques de la pice dcoupe.
ALIMENTATION EVACUATION :
Les matelas sont raliss sur une bande transporteuse et peuvent se succder la station de dcoupe, les uns derrire les autres. Une fois le programme de dcoupe termin, la bande transporteuse fait avancer le matelas dcoup jusqu la station suivante dvacuation des pices. Dans le mme temps, un nouveau matelas est mis en place, prt tre dcoup.
DECOUPE AU COUTEAU OSCILLANT CONSTUCTEURS : Gerber, Lectra systme, Investronica, Hitachi
Le principe de coupe est matrialis par un couteau oscillant grande vitesse, guid travers le matelas par un systme de positionnement en X en Y et en Z, command par ordinateur. Le contrleur de lordinateur calcule constamment et donne les impulsions pour maintenir le tranchant du couteau, dans la direction de coupe pendant le dcoupage. Pour les changements dangles grande vitesse, lordinateur calcule pendant le dcoupage, la dclration et le temps darrt ncessaire. La rotation au tour de laxe, commande par lordinateur, assure constamment, la direction correcte du couteau.
OFPPT/ DRIF/ CDC Textile habillement
83
Rsum de Thorie et Guide de travaux pratique
Page 84 sur 131
MAITRISE DES TECHNIQUES DE COUPE
LA SURFACE DE COUPE :
Le couteau traverse le matelas et pntre dans la surface de la table forme dun plateau tapisbrosse trs dense. La combinaison couteau oscillant/tapis brosse, permet de couper toutes les formes avec rapidit et prcision, et cela, sans sortir le couteau de matelas.
Le couteau peut tre lev pour commencer un nouveau trac, ou pour sauter une section, ou pour excuter des perforations. Le tapis brosse est form de brins de polypropylne, de 2,5 cm de hauteur
LE SYSTEME DASPIRATION : Laspiration qui maintient et comprime le matelas se fait au travers de petits trous au moyen dune pompe. Chaque carr de tapis brosse GERBER est perc de 1100 petits trous. RAPIDITE DE COUPE : 6 8 fois suprieure au travail main, rduction main duvre de 25 75 % FLEXIBILITE : Le systme de coupe automatique GERBER convoyer de type standard, se dplace latralement dune table de matelassage lautre. Lorsquune table est vide, le systme se dplace vers la table suivante et commence le dcoupage. Les temps morts et les cots unitaires, sont considrablement rduits.
OFPPT/ DRIF/ CDC Textile habillement
84
Rsum de Thorie et Guide de travaux pratique
Page 85 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Chapitre VI
LE MATERIEL ET LES OPERATIONS DE PREPARATION AVANT FABRICATION
OFPPT/ DRIF/ CDC Textile habillement
85
Rsum de Thorie et Guide de travaux pratique
Page 86 sur 131
MAITRISE DES TECHNIQUES DE COUPE
VI.1 L A M I S E E N P A Q U E T S
La dernire opration pouvant tre considre comme faisant partie des travaux de coupe est celle de la MISE EN PAQUETS , dnomme aussi SEPARATION ou DEDOUBLAGE . Elle consiste : Constituer les paquets et les prsents par tailles compltes, en lots de travail composs de pices de mme nature, destines aux ateliers de montage ; Ordonner les divers composantes des paquets suivant les instructions du bureau des mthodes (devants + poches ; dos + empicement dos ; etc) Identifier les lots (compostage, fiche suiveuses, etc) : - Respecter les normes de fabrication (fil, boutons, fermeture glissire, etc..) - Respecter un ordre de passage (lot N10 passe avant lot N11) - Suivre la situation de chaque lot - Effectuer la gestion de production (activit, rendement, production)
LE COMPOSTAGE (tiquetage ou papillonnage)
Le compostage est une opration dtiquetage situ juste aprs la coupe avant mme les travaux de thermocollage ou sparation. - Les bches des pices coupes, constituant le mme produit, sont runies sur la table de compostage et tous les couches sont numrotes de bas vers le haut, afin dassurer le montage des produits avec les pices appartenant au mme paisseur de tissu. - Les mthodes devront dfinir lemplacement des papillons de faon quils soient facilement visibles mais jamais situs sur des zones de couture, de pliage, de pinage - Ntiqueter que les pices risques (Ne pas tiqueter la bande des passants de ceinture ; la doublure de rabat, etc) - Dans le cas des pices thermocoller, afin que ltiquette ne reste pas prisonnire entre le thermocollant et le drap, lopratrice, avant de disposer le couche de thermocollant sur le drap devra ter ltiquette de drap, placer le thermocollant sur le drap, poser ltiquette sur le thermocollant, thermocoller .
MATERIEL DE COMPOSTAGE : COMPOSTEUSE :
Etiquettes de compostage adhsives:
OFPPT/ DRIF/ CDC Textile habillement
86
Rsum de Thorie et Guide de travaux pratique
Page 87 sur 131
MAITRISE DES TECHNIQUES DE COUPE
INCONVENIENTS DE COMPOSTAGE : - le cot du matriel et surtout du consommables (un pantalon = 10 papillons ; 10 000 pantalons = 10 000 papillons) - Le cot de la pose (pour 10 000 papillons 1,5 personnes) - Le cot de la dpose. Les tiquettes ne peuvent pas tre laisses colles sur la matire, cela risquerait de marquer en particulier au repassage. Il faut donc les retirer, soit en cours de fabrication, soit avant le retournage du fourreau drap + doublure, soit lpluchage final (coupe fils) pour les articles non doubls. - Lorsque les tiquettes sont colles chaud, sur certaines matires peuvent rest des traces qui dclasse le produit - Sur certaines matires traites silicone, les tiquettes adhsives ne tiennent pas. Remarque : Le compostage nest pas obligatoire et il faut ladapter en fonction de la srie, de la matire et produits couper. Par fois, il suffit de marquer juste lenvers de tissu sur certaines pices pour viter leurs renversements. LA COMPOSITION DES PAQUETS PAQUETS SELECTIONNES Afin dviter les risques de mlanges de tailles, de couleurs, il est gnralement admis quun paquet est constitu darticles strictement identiques. On y retrouvera donc que des morceaux : - dun mme ordre de fabrication - dune mme taille - dune mme qualit matire - dun mme coloris - dun mme pice de tissu PAQUETS DES ARTICLES COMPOSTES Lorsque les pices sont compostes, il devient possible de disposer dans un mme paquet et dans le bon ordre, des pices diffrentes de mme couleurs ou de plusieurs couleurs, mais de mme articles. Les opratrices qui effectueront les travaux dassemblage, doivent alors contrler les N des tiquettes avant dassembler. Une fois lassemblage effectu les papillons des diverses pices assembles peuvent tre limins lexception dun seul dentre eux. PAQUET REGROUPE Toutes les pices (attaches, lastiques ou simplement dposes) composant un mme article sont regroupes en un seul et unique container. Elles seront ranges dans une disposition dtermine, tudie et indique par le bureau des mthodes (le container est parfois conditionn cet effet sparations, tagres) A. Paquet poches dans paquets devants D et G B. Paquet pattes manches dans paquets manche D etG C. Paquet empicements (dessous+ dessus) dans paquet dos D. Paquet col (dessous +dessus) sur paquet poignets (D et G) E. Fiche suiveuse
Le container passera de poste en poste, nutilisant chaque poste que les pices qui y sont ncessaires, sans jamais tre ventiles en 2 ou plusieurs autres postes.
OFPPT/ DRIF/ CDC Textile habillement
87
Rsum de Thorie et Guide de travaux pratique
Page 88 sur 131
MAITRISE DES TECHNIQUES DE COUPE
PAQUET ECLATE Le paquet est divis en plusieurs lots, chacun dentre eux destin un groupe de production diffrente. La prparation simultane des divers lments va permettre de rduire le temps de passage du produit dans latelier de montage.
TRAVAIL A LUNITE Dans ce cas, la division du paquet sorti de coupe se fait par article, unitairement, regroupant de faon ordonne les diverses pices composantes de chaque article.
OFPPT/ DRIF/ CDC Textile habillement
88
Rsum de Thorie et Guide de travaux pratique
Page 89 sur 131
MAITRISE DES TECHNIQUES DE COUPE
LE VOLUME DES PAQUETS
Le volume des paquets dpend de plusieurs facteurs :
Poids des articles, par le poids de la matire et (ou) par le nombre et la dimension des pices qui composent larticle. Il faut penser aux ouvrires qui effectuent les grands travaux dassemblage (assemblage paules, montage doublure) o les travaux de finition sur larticle complet. Volume des articles, par le volume de la matire et (ou) par le nombre et la dimension des pices qui composent larticle. Composition du matelas. Quatre facteurs vont conditionner la quantit en paquet
-
La ventilation des quantits commandes (sil ny a que 3 articles dun certain modle, en taille 48, le paquet ne pourra tre au mieux que de 3 pices) La longueur de matelas qui va dpendre du type darticle et du nombre de tailles intgrait au matelas. Plus le matelas est long, moins on pourra faire de plis avec une seule et mme pice de tissu La longueur des pices de tissu : Pices de 50 m, matelas de 10 m paquet denviron 5 articles ;
Pices de 100 m, matelas de 10 m
paquet denviron 10 articles ;
Le traitement des coupons ou reste de pices. Lorsquils sont exploits en puisement des grands matelas, ils vont engendrer quelques petits lots. Lorsquils sont exploits en petits matelas spcifiques, ils peuvent par le papillonnage donner des lots respectables.
Le compostage permet dassocier en un mme paquet des pices de tissu et mme des tailles diffrentes Len cours : il est indispensable et sil est insuffisant, cela peut entraner de graves consquences sur la productivit Dissolution anticipe du lot :
Lorsque tous les morceaux composant un mme article sont assembls, le risque de mlange disparat. A partir de ce stade et jusquen fin de processus, la notion de travail au paquet constant peut disparatre. Lorsquune opratrice a fini son travail sur un article celui-ci peut passer au poste suivant sans attendre le reste de paquet.
OFPPT/ DRIF/ CDC Textile habillement
89
Rsum de Thorie et Guide de travaux pratique
Page 90 sur 131
MAITRISE DES TECHNIQUES DE COUPE
IDENTIFICATION DES PAQUETS
Dans le cas le plus commun sera accompagn dune fiche suiveuse tout au long du cycle de fabrication. Si le paquet est clat il y aura plusieurs fiches suiveuses pour un mme paquet, chacune dentre elles comportera les informations spcifiques aux lments de produit quelle accompagnera.
FICHE SUIVEUSE
MODELE TAILLE N SERIE N LOT
DATE LANCEMENT Fil surfil
DATE LIVRAISON Fil couture
REF. MATIERE
QUANTITE
Bouton
OBSERVATIONS
Cette fiche suiveuse peut aussi comporter des tickets de production que les ouvrires prlveront lors de la ralisation des diverses oprations. Collects chaque jour ils permettront deffectuer une partie importante de la gestion de production. - activits individuelles ou de groupe - rendement individuel ou de groupe - suivi des en cours - etc Chaque ticket de production peut comporter les informations suivantes : N opration 14 43 2,4 15
N Lot
Temps allou
Nbre articles
OFPPT/ DRIF/ CDC Textile habillement
90
Rsum de Thorie et Guide de travaux pratique
Page 91 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Exemple dune fiche suiveuse complte :
FICHE SUIVEUSE
MODELE TAILLE N SERIE N LOT DATE LANCEMENT DATE LIVRAISON QUANTITE
REF. MATIERE
Fil surfil
OBSERVATIONS
Fil couture
Bouton
ZONE INFORMATIONS DE PRODUCTION
1 7 13 19 24 21 18 15 12 9 6 3
2 8 14 20
3 9 15 21 23 20 17 14 11 8 5 2
4 10 16 22
5 11 17 23 22 19 16 13 10 7 4 1
6 12 18 24 ZONE AFFECTATION OPERATIONS (QUALITE)
ZONE TICKETS DE PRODUCTION
OFPPT/ DRIF/ CDC Textile habillement
91
Rsum de Thorie et Guide de travaux pratique
Page 92 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Le poste de prparation des paquets, plac entre la coupe et le piquage est habituellement un lieu de pointage de la production. Diverses critures plus ou moins dtailles vont fournir des indications destines la gestion de production. - Sortie en-cours coupe - Entre en-cours piquage - Srie complte ou incomplte - Production section coupe - Eventuellement calcul activit et rendement groupe coupe - Etc Exemple denregistrement des passages au poste de prparation des paquets
PREPARATION DES PAQUETS
DATE OF NLOT QUANT ATELIER DATE OF NLOT QUANT ATELIER
REMARQUE : Entre latelier de coupe et celui piquage montage, il y a latelier de prparation dsign pour la prparation des pices : surfilage, thermocollage, etc Afin dviter une trop grande manutention entre la coupe et le montage, latelier de prparation est souvent implant dans le local de latelier de coupe.
OFPPT/ DRIF/ CDC Textile habillement
92
Rsum de Thorie et Guide de travaux pratique
Page 93 sur 131
MAITRISE DES TECHNIQUES DE COUPE
VI.2 LA PREPARATION AVANT LE MONTAGE
La prparation peut tre dfinie comme tant un ensemble doprations prcdent le montage des lments dun article. Ces travaux ont videmment toujours exist, leur lieu dimplantation tait, gnralement latelier de montage. Les particularits des machines modernes, ont amen les entreprises crer un nouveau atelier : LATELIER DE PREPARATION. Cest latelier passerelle entre la coupe et le montage. Afin dviter une trop grande manutention entre la coupe et le montage, LATELIER DE PREPARATION est souvent implant dans le local de latelier de coupe.
LE SURFILAGE
Lorsquune entreprise possde plusieurs units de production, elle a lintrt, pour des raisons dordre conomique, de centraliser certaines oprations, notamment le surfilage : conomie de matriel, conomie de la main duvre, conomie de temps. La grande quantit darticle surfiler permet dexploiter au maximum des machines autonomiques, surfilant sans interruption les 4 cts dun panneau, grande vitesse (7000 pts/mn)
Production :
surfileuse traditionnelle, vitesse moyenne de travail : 4000 pts/mn ; production : 300 pantalons / jour surfileuse automatique, vitesse 7000 pts/mn ; production : 1200 pantalons / jour
UNITE AUTOMATIQUE DE SURFILAGE RIMOLDI UR 30-101
Equipe de 3 ttes surfileuses, permet le surfilage sans interruption des 4 cts dun panneau (dos ou devant de pantalon, de jupe, etc). Equipe de guides et servocommandes actionns par photo cellules, pour le guidage du tissu pendant la couture et le transfert dune surfileuse la suivante. Production : 1300 pantalon / jour.
La tte couseuse est monte sur un Chariot que lon peut extraire, par commande pneumatique : facilite lenfilage et le nettoyage dentretien .
OFPPT/ DRIF/ CDC Textile habillement
Panneau de contrle.
93
Rsum de Thorie et Guide de travaux pratique
Page 94 sur 131
MAITRISE DES TECHNIQUES DE COUPE
LE SURFILAGE CHIMIQUE :
Le surfilage chimique, mis au point par SUA en 1970, consiste assurer la stabilisation des bords des pices coupes, par un liant qui, en se polymrisant, les garantit contre leffilochage. Polymrisation : Cest laddition de plusieurs molcules identiques pour former une molcule plus grosse. LE MATERIAL : Linstallation est compose : Dune CABINE DE PULVERISATION qui comprend un rideau de filtre sec, avec une table pivotante. Dun GROUPE DE PULVERISATION haute pression avec buse faisceau rglable. Dun SHAKER (sparateur textile) de 4 12 position suivant modle. Dune ETUVE dair chaud puls et recycl. Dun POSTE DE LAVAGE des gabarits.
FILM DES OPERATIONS : 1. Matelassage et dcoupe effectus selon les mthodes habituelles de lentreprise :
Aprs la coupe, les paquets sont empils les uns sur les autres, entre 2 gabarits en plastique, les paquets tant eux-mmes spars par les intercalaires en plastiques. Ces gabarits et intercalaires ont pour but dviter toutes salissures. On dispose alors une charge de 5 10 kg. Sur le gabarit suprieur, pour viter tous dplacements, lors de la rotation de la table pivotante. 2. On pulvrise ensuite, au pistolet le produit base latex acrylique, sur les tranches des paquets.
OFPPT/ DRIF/ CDC Textile habillement
94
Rsum de Thorie et Guide de travaux pratique
Page 95 sur 131
MAITRISE DES TECHNIQUES DE COUPE
3. Aprs enlvement des gabarits et intercalaires, les paquets sont pincs (une pince peut prendre une centaine de plis) et suspendus au SHAKER qui les agite et dont la fonction est de sparer, par vibration, chaque pli et aussi de commencer une polymrisation lair libre, du produit. (Temps : 10 minutes en moyenne. Variable selon nature de ltoffe)
4. Les gabarits et les intercalaires sont ensuite lavs leau claire, en vue dtre utiliss pour une autre srie.
5. Toujours pincs, les paquets sont transfrs dans une tuve pour la polymrisation chaud du produit, rendant ainsi le traitement des bords textiles dfinitifs. Temps 15 minutes, chaleur environ 140C. Les pices traites sont alors achemines vers latelier dassemblage.
AVANTAGES DU SYSTEME : Facilit demploi, conomie de main duvre. (1 seul oprateur pour 9 surfileuses traditionnelles et 9 opratrices) Pas de grignage possible, suppression du fil et de leur gamme de coloris. Dans le cas dourlet du bas de chemises, pyjamas, chemisiers en tiss ou maille, mouchoirs, serviettes de table, le systme de surfilage chimique peut supprimer totalement lopration.
INCONVENIENT : possibilit dun durcissement du bord du tissu sil y a un excs de produit. Un coup de main de loprateur lors de la pulvrisation et le surplus est rapidement enlev.
OFPPT/ DRIF/ CDC Textile habillement
95
Rsum de Thorie et Guide de travaux pratique
Page 96 sur 131
MAITRISE DES TECHNIQUES DE COUPE
LE THERMOCOLLAGE
Le thermocollage, technique relativement nouvelle, a incit les constructeurs crer tout un appareillage spcial et parfois trs important. Ces machines doivent rpondre des conditions de fonctionnement rigoureuses, ces conditions permettant dobtenir des thermocollages de qualit : - CHALEUR uniforme - PRESSION homogne - TEMPS de collage prcis Ces presses sont munis de dispositifs permettant de les rgler avant les oprations de thermocollage : MINUTERIE REGULATEUR DE CHALEUR et pour les presses tapie un REGULATEUR DE DEPLACEMENT. Les fabricants de toiles et triplures thermocollantes, fournissent lutilisateur les conditions dutilisation prconises pour leurs matires.
Exemple : Qualit pour veston : - Temprature : 145/150 - Temps : 15 18 secondes - Pression : 300/350 Gr/cm Qualit pour chemise : - Temprature : 160/170 - Temps : 15 secondes - Pression : 300 / 350 Gr/cm
MACHINE A TERMOCOLLER EN CONTINU
Cette machine est constitue par : - une station dengagement des pices (zone de travail des opratrices) - une station de termocollage - une station dempilage automatique des pices, aprs thermocollage La bande Station dengagement : transporteuse est divise en voie , chaque voie tant affecte une opratrice, ce qui contribue lorganisation rationnelle de travail : gain de temps. Il est possible de jumeler une ou plusieurs voies, en fonction de la grandeur des pices thermocoller ; il en rsulte, de ce fait , que la machine peut tre desservie par 4,3 ou 2 personnes . Station de termocollage : Sparation de la zone de chauffe en deux plaques chauffantes indpendantes de mme grandeur et rgles sparment par des thermostats de prcision : obtention dune temprature trs prcise. Le systme de chauffe permet galement un thermocollage en sandwich . Le systme pneumatique (rouleaux de pression) assure une pression uniforme. La pression indique sur le manomtre correspond la pression linaire sur le rouleau de pression, quelle que soit lpaisseur des pices.
OFPPT/ DRIF/ CDC Textile habillement
96
Rsum de Thorie et Guide de travaux pratique
Page 97 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Station dempilage : lempileur automatique est conu de faon permettre une utilisation universelle. Il peut tre adapt en fonction des diffrentes particularits du travail, car plusieurs largeurs diffrentes de voies sont proposes par le constructeur. Cette conception en modules, favorise toutes les organisations au niveau des opratrices, car 2 ou plusieurs voies peuvent tre couples.
Exemple de production : 800 manteaux femme en 8 heures. Ce rsultat est obtenu avec des voies extrieures de 40 cm et des voies intrieures de 30 cm. IL est possible dorganiser 4 postes dengagement. Dtail de lorganisation : -Voie 1 : thermocollage des devants - Voie 2 : les garnitures, les pattes de poches, les cols - Voie 3 : Les petites ctes, les cols, les manches - Voie 4 : Les dos et les manches
Vitesse de droulement : 2 10 m / mn
OFPPT/ DRIF/ CDC Textile habillement
97
Rsum de Thorie et Guide de travaux pratique
Page 98 sur 131
MAITRISE DES TECHNIQUES DE COUPE
PRESSES A THERMOCOLLER
Il existe sur le march des machines thermocoller, dont le principe de fonctionnement est reprsent ci-dessous, sous forme de schmas. Ces machines sont dsignes pour des petites sries.
FIG.I : PRESSE A PLATEAUX Les pices thermocoller sont disposes sur le plateau infrieur. Le plateau suprieur est ensuite abaiss. Le plateau infrieur exerce alors une pression verticale, celui-ci est pouss par un piston hydraulique ou pneumatique. Inconvnients : Inactivit de la presse pendant la mise en place des pices thermocoller. Attente de louvrier pendant le droulement du thermocollage. FIG.II : PRESSE A TIROIR Dans les presses tiroir, deux plateaux glissent sur des glissires latrales, ce qui permet de les amener alternativement sur la console et sur le plateau mobile. Lorsque lun des plateaux est sorti sur la console, lopratrice relve le cadre de protection et enlve les pices thermocolles pour les remplacer par dautres. Pendant ce temps, le 2me plateau est press contre le plateau fixe chauff lectriquement, par le plateau mobile pouss par le piston. Dans ce systme, les inconvnients dcrits prcdemment sont pratiquement supprims. FIG.III : PRESSE A CARROUSEL Equipe de plateaux rotatifs infrieurs et dune station de thermocollage, ce genre de machine peut tre conduite par un ou deux oprateurs, lun qui alimente en disposant les pices thermocoller sur les plateaux, lautre qui les vacue leur sortie de la thermocollage. Machine plus productive que la prcdente, par le systme de travail en temps masqus.
OFPPT/ DRIF/ CDC Textile habillement
98
Rsum de Thorie et Guide de travaux pratique
Page 99 sur 131
MAITRISE DES TECHNIQUES DE COUPE
LE THERMOCOLLAGE A HAUTE FREQUENCE
Principe HF : Le courant de haute frquence (HF), obtenu par la transformation du courant dalimentation de base frquence (BF), traverse la matire. Le passage de llectricit, dans un conducteur, lchauffe. Cest au point de contact des pellicules que le courant rencontre la rsistance la plus leve au point de dissoudre la matire. PRINCIPE DE LA HF APPLIQUEE AU THERMOCOLLAGE : Un champ lectrique HF est cr entre les surfaces des 2 plateaux. Les proprits dilectriques des rsines synthtiques, diffrentes de celles des tissus eux-mmes, provoquent leur chauffement. La pression exerce sur les couches de tissu font quun contact existe sur toute la surface, au moment o la rsine est ltat pteux. Pression : 300 gr/cm maximum. Le refroidissement naturel et progressif, assure la polymrisation et solidifie lunion des tissus entre eux. De ce principe, qui met en uvre une pression infrieure celle ncessaire aux presses classiques, il dcoule que : La pntration de la rsine dans le tissu est moindre, do limination de transpercement ; conservation de la souplesse. Pas de choc thermique brutal (de lordre de 160C, presses classiques). La mthode HF limite la temprature 121C ; cette temprature est atteinte lentement. Exemple : pour un empilage de 20 kilos, reprsentant environ 14 manteaux : 3 minutes 12 secondes. Ajustement instantan des conditions de collage en fonction de la nature et de la composition des matires.
AVANTAGES DU SYSTEME : Thermocollage au matelas et non lunit Humanisation du poste de travail : Linstallation HF ne disperse aucune chaleur. Haute production. Thermocollage veston sans plastron : 600/h ; avec plastron : 300/h. Hauteur matelas : 5 15 cm Aucun glissement, pas de transport pendant le collage des pices Traitement de tous les types de tissu et de rsine Contrle lectronique du respect de normes dsires. Choix du cycle retenu sur tableau de commande Economie dnergie importante, de lordre de 25%, tant donn que les besoins dnergie sont limits au temps de fixation et quil ny a pas de dperdition de chaleur.
INCONVENIENTS : Investissement important qui suppose un volume suffisant en production Ncessit dun technicien dentretien hautement qualifi (lectronique) Besoin dun service efficace de pices dtaches essentielles Ncessit dliminer compltement la prsence des pices mtalliques dans un matelas (pingles ou agrafes)
OFPPT/ DRIF/ CDC Textile habillement
99
Rsum de Thorie et Guide de travaux pratique
Page 100 sur 131
MAITRISE DES TECHNIQUES DE COUPE
ENTOILAGE PAR ENDUCTION
PRINCIPE DU PROCEDE : La stabilisation classique, suppose lutilisation des entoilages thermocollants tisss ou non. Lentoilage par enduction utilise de pte de polymre tendue en lignes sur la partie de tissu stabiliser ; Ces lignes de pte pntrent partiellement dans ltoffe en formant avec cette dernire un ensemble renforc. Les caractristiques de la pte, la profondeur de pntration et limportance de la couche, dterminent le degr de stabilisation : tous ces facteurs peuvent sadapter chaque type de tissu utilis. AVANTAGES DE CETTE TECHNIQUE : Diminution des entoilages thermocollants Gain de main duvre par la suppression du matelassage et de dcoupage des toiles thermocollants Gain de place au niveau de stockage Piquage plus facile sans encrassement des aiguilles
INCONVENIENTS : Lenduction ne peut sappliquer en 2 paisseurs que si lon fait passer 2 fois la pice dans la machine Moins de production (exemple : 480 blouses / 8h)
OFPPT/ DRIF/ CDC Textile habillement
100
Rsum de Thorie et Guide de travaux pratique
Page 101 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Chapitre VII
LE TRAITEMENT DU N O R D R E D E C O U P E
OFPPT/ DRIF/ CDC Textile habillement
101
Rsum de Thorie et Guide de travaux pratique
Page 102 sur 131
MAITRISE DES TECHNIQUES DE COUPE
LE CONCEPT GENERAL
Dans un lancement, le nombre minimum de tailles dcouper est gal au nombre de colonnes de la gille de tailles contenant des vtements couper. En consquence, toute taille dcoupe en plus va engendrer des cots supplmentaires de placement, matelassage, dcoupe. Ceux-ci devront obligatoirement tre compenss par des conomies matire au moins quivalentes. Soit :
Cots supplmentaires de dcoupe < Economies matires
Au cours dune dcomposition, il ne sera possible de satisfaire linquation prcdente que dans la mesure o lon disposera dune connaissance correcte : des temps : matelassage, dcoupe, placement, traage, etc..
- des emplois en fonction du nombre de tailles imbriques - des cots : matire, M-O, consommables divers (papier traceur, etc..)
Si on ne dispose pas de ces lments,il faudra se limiter lutilisation de rgles empiriques raisonnables . Toutefois, une rgle empirique savre souvent une rgle non-conomique.
RECHERCHE DOPTIMISATION
Il y a quatre critres doptimisation: - main duvre - matire - qualit - dlai Parmi ceux-ci, 2 peuvent sexprimer directement sous forme de cot (M-O & Matire. Les critres de qualit et dlai constituent davantage des contraintes limitatives dfinies par rapport une situation donne (approvisionnement matire, alas fabrication : dlai). Les critres de cot M-O et matire interviennent directement chaque tape de la dcomposition. On notera qu lintrieur du critre main duvre sont inclus des cots proportionnels tels que consommables (papier traceur, kraft, etc. LES COUTS M-O MATIERE VARIENT EN FONCTION DU NOMBRE DE TAILLES IMBRIQUEES DANS UN MATELAS :
OFPPT/ DRIF/ CDC Textile habillement
102
Rsum de Thorie et Guide de travaux pratique
Page 103 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Exemple :Soit 12 vtements taille 38 fabriquer dans une toffe 60 dhs le ml : a.Tableau demploi matire : Nombre de tailles Efficience Emploi unitare Cot matire par imbriques (%) (ml) vtement (dhs) 1 75 1,33 80 2 79 1,26 76 3 4 12 82 83 85 1,22 1,20 1,17 73 72 71
b.Le temps moyen de dcoupe dune taille gale 20 mn avec un cot de la mn directe de 1,20 dhs, soit : Nombre de tailles Tps dcoupe Nombre paisseurs Cot dcoupe dun imbriques matelas (mn) matelas vtement (dhs) 1 20 12 2 2 3 4 12 40 60 80 240 6 4 3 1 4 6 8 24
LES PRINCIPES DOPTIMISATION Pour tre en mesure de raliser une dcomposition optimise ( moindre cot), on est oblig de prendre en considration un certain nombre de paramtres lis au produit, la matire, la mthode de travail et au matriel : Matriel : Ce type de paramtre implique essentiellement une limitation des dimensions maximum de matelas (longueur, hauteur), et par voie de consquence, galement une incidence sur les temps de matelassage et de dcoupe. Produit : Certaines caractristiques de la structure du produit influent sur la consommation matire et sur le cot main duvre de la coupe. Exemples : - Importance des gains matire raliss par taille supplmentaire imbrique au placement. - Primtre de dcoupe et caractristiques de patronage (nombre de crans et de pointage, importance de courbes, etc.) Matire : Certaines de ses caractristiques (prix, paisseur, comportement au matelassage et la dcoupe, etc) influant galement sur les emplois matire et sur la main duvre de la salle de coupe. Exemple : - Prix de mtre de tissu plus il sera lev, plus une dcomposition multi-taille deviendra intressante - paisseur, comportement au matelassage et la dcoupe, etclimitation du nombre dpaisseurs et de la longueur des matelas - Armure de tissu Incidence : sur les contraintes de placement, la technique de matelassage Mthodes de travail : Les mthodes de travail utilises ont une influence directe sur le cot des oprations de la salle de coupe (temps : matelassage, dcoupe, placement, etc.)
OFPPT/ DRIF/ CDC Textile habillement
103
Rsum de Thorie et Guide de travaux pratique
Page 104 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Exploitation dun ORDRE DE COUPE Programmation de matelas REGLES GENERALES Eclatement en 3 types de matelas : Type 1 : Matelas composs des tailles les plus nombreuses. Donne des matelas EPAIS et relativement COURTS. Type 2 : Matelas rassemblant les tailles extrmes (les petites et les grandes tailles), dans la mesure ou leurs quantits respectives, permettent de les imbriquer. Donne souvent un matelas PEU EPAIS ET LONG. Type 3 : Matelas regroupant les tailles rsiduelles de faible importance. Souvent traits en bitailles et unitailles, leurs petites densits ne justifiant pas une imbrication multitailles (cot main duvre). Ncessite souvent un matelas en escalier. Remarques : Il est possible de combiner plusieurs tailles rsiduelles de faible importance, toutes couleurs, do possibilit de matelas pais relativement courts. Exemple :
Soit lordre de coupe :
TISSUS Toile coton
Toile coton Toile coton
COLORIS Sable
Ciel Blanc
36 -
38 11
9 10
TAILLE 40 42 12
3 11 10 13
44 13
8 9
46 16
4 5
TOTAL 52 34 48 134
TOTAL
30
14
35
30
25
Mthode A : Pas de recherche dimbrication de taille - on coupe taille par taille; - un placement unitaille et un matelas pour chaque taille (1/38, 1/40, 1/42, 1/44, 1/46) Nombre de taille tracer et couper : 5 Mthode B : On cherche faire un premier matelas de plusieurs tailles imbriques, le plus pais possible et le reste est coup taille par taille.
1-er Matelas : TAILLES COLORIS 38 42 44 TOTAL Sable 11 11 11 33 Ciel Blanc 8 9 8 9 8 9 24 27 84 Reste couper :
COLORIS Sable
Ciel Blanc
38 1 1 2
TAILLES 40 42 44 1 2
3 11 14 2 4 7 2
46 16
4 5 25
TOTAL 19
10 21 50
TOTAL
28 28 28
TOTAL
Placements raliser : - 1 placement tri-taille (38/42/44) - 5 placements uni-taille (38; 40; 42; 44; 46) Nombre de tailles tracer et couper : 8
OFPPT/ DRIF/ CDC Textile habillement
104
Rsum de Thorie et Guide de travaux pratique
Page 105 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Mthode C : On cherche faire un premier matelas de plusieurs tailles imbriques et le reste est coup taille par taille
1-er Matelas : Placement : 38/42/44/46 TAILLES COLORIS 38 42 44 46 Sable 11 11 11 11 Ciel Blanc 4 5 20 4 5 20 4 5 20 4 5 20 Reste couper :
TOTAL 44
16 20 80
COLORIS Sable
Ciel Blanc
38 5 5 10
TAILLES 40 42 44 1 2
3 11 14 6 8 15 4 4 10
46 5
5
TOTAL 8
18 28 54
TOTAL
TOTAL
Reste couper :
2-me Matelas : Placement : 38/40/42/44
COLORIS 38 Sable Ciel Blanc 3 4 7
TAILLES 40 42 44 3 4 7 3 4 7 3 4 7
TOTAL 12 16 28
COLORIS Sable
Ciel Blanc
38 2 1 3
TAILLES 40 42 44 1 2
7 7 3 4 8 1 3
46 5
5
TOTAL 8
6 12 26
TOTAL
TOTAL
Placements raliser : - 2 placements tri-taille : 38/42/44/46 ; 38/40/42/44 - 5 placements uni-taille : 38; 40; 42; 44; 46
Nombre de tailles tracer et couper : 11 Calcul de lemploi matire : On utilise un tissu en 140 cm de laize
Barme demploi : TAILLES Emploi (en mtre)
38 1,18
40 1,20
42 1,20
44 1,20
46 1,22
Gain matire par mariage de tailles : - 2% pour 3 tailles imbriques - 3% pour 4 tailles imbriques Besoin matire : - Mthode A : 160,70 m - Mthode B : 158,74 m - Mthode C : 156,92 m Le choix dune mthode doit se faire en fonction de plusieurs facteurs : - prix et la qualit de la matire, - dlais,etc
OFPPT/ DRIF/ CDC Textile habillement
105
Rsum de Thorie et Guide de travaux pratique
Page 106 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Exercices dapplication: Exercice N1 : Soit lordre de coupe ci-dessous : Produit : Gilet unisexe Tissu : Jean TAILLES COLORIS Bleu Noir Vert Total Emploi unitaire (cm) 40 40 10 20 70 52 42 55 40 80 175 53,5 44 70 30 60 160 55 46 45 25 60 130 56,5 Modle : 4153 Laize : 150 cm 48 30 15 20 65 58 TOTAL 240 120 240 600
Gain matire par mariage de taille : - pour 2 tailles -3% - pour 3 tailles et plus
- 4%
Questions : a. Faire la programmation des matelas - longueur de la table de matelassage : 10 m - valeur dembarrage : 1,5 cm de chaque extrmit - nombre maximum de plis : 50 b. Calculer : - les longueurs de placements - lemploi matire par couleur / matelas - lemploi total par couleur - lemploi unitaire moyenne par couleur - commenter les rsultats
OFPPT/ DRIF/ CDC Textile habillement
106
Rsum de Thorie et Guide de travaux pratique
Page 107 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Solution : La programmation des matelas : Bien sur quil existe plusieurs solutions pour la programmation des matelas et il faut choisir la plus conomique, de point de vue consommation matire et temps. Pour faire une apprciation rapide sur le temps, il faut prendre en considration le nombre de produits tracs et coups.
N matelas M1 M2 Coloris Bleu noir vert bleu Noir vert bleu noir vert bleu M4 noir vert bleu Reste noir vert M5 M6 M7 M8 bleu noir vert bleu Noir vert bleu Noir vert bleu Noir vert bleu Total Noir quantit coupe vert 20 10 10 10 10 10 15 20 10 10 5 20 25 5 15 40 10 20 55 40 80 70 30 60 45 25 60 30 15 20 25 5 20 15 10 10 5 20 25 5 15 20 30 40 Quantit / Tailles 42 44 46 48 50 45 50 45 50 45 Nbr. plis Quant. Placement Observations coupe On commence avec les matelas les plus 150 42/44/46 longs et plus pais 135 42/44/46 possible toutes en respectant les conditions imposes : longueur matelas, nombre de plis (50 75 dans notre cas), 42/44/46 nombre de produits 30 imbriqus Petites tailles avec 60 grandes tailles, nous 40/48 donnent conomies 40 matires Aprs chaque matelas, il faut suivre le reste coups pour ne pas oublier des produits non coups Quand il reste des 20 petites quantits 40/42 20 couper, nous pouvons les couper tailles par tailles, ou chercher 5 42 encore des 20 imbrications des 25 44 tailles pour avoir plus 5 dconomies matires. 15 240 120 240 48 A la fin, obligatoirement on Nbr. prod. doit vrifier si nous Tracs : avons programm 16 toutes les quantits par taille, couleur et total.
50 45
M3
25 10
25 10
25 10 30
25 10 30
OFPPT/ DRIF/ CDC Textile habillement
107
Rsum de Thorie et Guide de travaux pratique
Page 108 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Calcul des longueurs des placements : Longueur Placement (cm) 158,4 106,7 102,335 53,5 55 58
N Mat. 1 ;2 ;3 4 5 6 7 8
PLACEMENT
42/44/46 40/48 40/42 42 44 48
Calcul de la longueur (53,5+55+56,5) - 0,04 x (53,5+55+56,5) (52+58) 0,03 x (52+58) (52+53,5) 0,03 x (52+53,5)
Calcul de besoin matire par couleur et total : N mat 1 2 3 4 5 6 7 8 Longueur Placement (m) 1,59 1,59 1,59 1,07 1,03 0,54 0,55 0,58 Longueur Matelas (m) 1,62 1,62 1,62 1,10 1,06 0,57 0,58 0,61 Nbr plis 50 45 25 10 30 20 10 10 5 20 25 5 15 Emploi matire (m) bleu vert bleu noir vert Bleu vert bleu noir noir vert bleu noir noir 72,9 40,5 16,2 33 22 10,6 10,6 2,85 11,4 14,5 2,9 9,15 131 240 0,546 66 120 0,55 130,6 240 0,544 noir vert 81
Coloris
Emploi total Quantits produites coupes Emploi unitaire moyenne (en m)
Lemploi unitaire moyenne par couleur, ne dpasse pas lemploi de la taille moyenne 44, donc la programmation est bonne.
OFPPT/ DRIF/ CDC Textile habillement
108
Rsum de Thorie et Guide de travaux pratique
Page 109 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Exercice N2 :
Soit lordre de coupe ci-dessous:
ORDRE DE COUPE
TISSU : Toile de lin Tailles 2 Coloris Vert Rouge Bleu Orange Prune Jaune TOTAL 30 45 15 15 45 90 4 30 45 75 15 30 90
PRODUIT : Pantalon enfant LAIZE : 150 cm
6 30 45 75 15 30 105
8 45 60 75 30 30 105
10 45 60 15 30 45 105
TOTAL 180 255 255 105 180 495 1470
240
285
300
345
300
Allocation mtrage par taille (en cm) 53 63 72 80 88
Questions :
1. Faire la programmation des matelas 2. Calculer les longueurs des matelas 3. Calculer lemploi matire totale par couleur 4. Calculer lemploi matire unitaire par couleur
Conditions :
Les pertes en bout de matelas sont inclues dans les allocations mtrage par taille Nombre maximum de plis : 105 Nombre maximum de tailles imbriques : 3
OFPPT/ DRIF/ CDC Textile habillement
109
Rsum de Thorie et Guide de travaux pratique
Page 110 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Solution: Question 1:
PROGRAMMATION DES MATELAS
N matelas Coloris vert 1 rouge orange bleu 2 3 4 prune jaune jaune vert 5 rouge Bleu 6 7 prune orange x x x x x x x x x x x x 2 x x x 4 x x x x x TAILLES 6 x x x x x x x x x x 8 10 Longueur Nbre du matelas de plis en m 30 45 15 75 30 105 90 45 60 15 45 30 1,41 1,68 1,68 2,15 2,40 1,16 1,88
Totaux
240
285
300
345
300
1470
OFPPT/ DRIF/ CDC Textile habillement
110
Rsum de Thorie et Guide de travaux pratique
Page 111 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Question 2: Calcul des longueurs des matelas N Mat. 1 2 3 4 5 6 7 Long matelas(cm) 188 215 240 116 168 141 168
PLACEMENT 2+4+6 4+6+8 6 + 8 + 10 2+4 8 + 10 2 + 10 8 + 10
Calcul de la longueur 53 + 63 + 72 63 + 72 + 80 72 + 80 + 88 53 + 63 80 + 88 53 + 88 80 + 88
Question 3 et 4 : Calcul de lemploi matire totale par couleur et lemploi unitaire
N mat Long Matelas (m) Coloris Nbr. plis Emploi matire (m) Bleu Orange Prune
1 2 3 4 5 6 7
1,88 2,15 2,40 1,16 1,68 1,41 1,68
Vert Rouge orange Bleu prune jaune jaune vert rouge bleu prune orange
30 45 15 75 30 105 90 45 60 15 45 30
Vert 56,4
Rouge
Jaune
84,6 28,2 161,25 64,5 252 104,4 75,6 100,8 21,15 63,45 50,4 132 180 0,73 185,4 255 0,727 182,40 255 0,715 78,6 105 0,748 127,95 356,4 180 0,711 495 0,72
TOTAL EMPLOI PAR COULEUR QUANTITE PRODUITS COUPES EMPLOI UNITAIRE PAR COULEUR
OFPPT/ DRIF/ CDC Textile habillement
111
Rsum de Thorie et Guide de travaux pratique
Page 112 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Cas particuliers de programmations des matelas :
Pour les tissus prsents en laize dosse, ou mailles prsentes en laize tubulaire :
- on doit tenir compte que les pices traces seront coupes en double (deux pices symtriques), ou la moiti dune pice symtrique place sur le pli marchand va nous donner la pice entire (ex : dos, devant, de tee shirt). Donc, dans la programmation des tracs raliser, on va trouver des produits entiers et de produits. Exemple : un placement de 3,5 produits, va donner aprs la coupe dun matelas de 10 plis, 70 produits. - pour dterminer la hauteur du matelas, on doit tenir compte que chaque pli a deux couches et 100 plis dans un matelas par exemple, vont nous donner rellement 200 couches, mais pour la consommation matire, on va prendre en calcul 100 plis.
Pour la mthode de matelassage sens et paire :
- on trace la moiti des produits, car lautre moiti se trouve dans la paire de pli. Donc on va tracer n produits et programmer x paires de plis - pour la hauteur de matelas, la mme chose que pour le cas prcdent, il faut prendre en considration quil y a des paires de plis, mais par contre, pour la consommation matire, on va calculer avec le nombre total des couches tales dans le matelas (1 paire = 2 couches). - la mme situation on peut avoir pour en matelassage en zig-zag, si nous programmons utiliser les pices par paire de plis (pour assurer la symtrie des pices du mme produit).
Pour la chemise H, la gamme des tailles est donne de 1 en 1 cm (39 ; 40 ; 41 ; 42 ; 43 ; 44 etc.) et elle reprsente le tour de cou. - La construction du patronage est ralis partir de tour de poitrine, et on va avoir le mme patronage pour les tailles 39 - 40 ; 41- 42 ; 43 - 44 , lexception du col et pied de col qui seront pour chaque taille : 39 ; 40 ; 41 ; 42 ; 43 ; 44.
- Au niveau de programmation des matelas, les quantit des tailles impaires sont groupes avec les tailles paires, au niveau de placement, on trace les tailles paires et la sparation des quantits par taille paire et impaire, est raliser au niveau de dcoupage de col et pied de col, la scie ruban. Exemple : Soit lOC :
Coloris
00 12 Total
37 3 9 12
38 24 22 46
39 45 35 80
40 66 55 121
Quantit par taille 41 42 43 44 65 73 48 38 45 67 40 40 110 140 88 78
45 15 16 31
46 14 17 31
47 2 3 5
48 7 1 8
Total
400 350 750
Pour la programmation des matelas, on va commencer analyser les quantits par tailles pour voir les combinaisons possibles avoir minimum des placements, donc minimum de matelas (optimisation de la main duvre). Pour loptimisation de la matire, on sait que placements de nombre pair de produits, sont les plus avantageux (dans notre cas).
OFPPT/ DRIF/ CDC Textile habillement
112
Rsum de Thorie et Guide de travaux pratique
Page 113 sur 131
MAITRISE DES TECHNIQUES DE COUPE
Solution : N mat. 1 Placement Col . 00 12 00 12 00 12 00 12 00 12 00 12 00 12 00 12 00 12 00 12 00 12 00 12 00 6 40/48 12 00 12 TOTAL 12 46 2 3 80 7
(+1)
Nbr. plis 24 22 3 9 23 19 14 8 30 25 10 7
Quantit par taille 37 38 24 22 39 40 41 42 43 44 24 22 45 46 47 48
Quant. coupe 48 44 6 18 46 38 28 16 60 50 20 14 15 16 14 17 14 17 15 16 2 3 7 1 2 60 30 14 2 4 6 754 (+4) 2 3 7 1 56 68 60 64
38/44
3 9 46 38 28 16 60 50 17 19 20 17 14 17 15 16 2 3 6 15 16 30 15 20 14 45 31 13 17 14
(+1)
3 9
40/40
3 Reste
42/42
45 31
14 18 14 17
40/42/44/46
17 1
(+1)
Reste
15 16 30 15 30 15
1 1
42/44
30 15
1
(+1)
7 1 2 3 5
123
(+2)
110
142
(+2)
88
78
31
31
Remarque :
Par fois, pour ne pas faire des placements supplmentaires, on coupe quelques produits en plus. Aprs la ralisation des placements, on peut calculer la consommation matire totale, par couleur et unitaire.
OFPPT/ DRIF/ CDC Textile habillement
113
Rsum de Thorie et Guide de travaux pratique
Page 114 sur 131
MAITRISE DES TECHNIQUES DE COUPE
ANNEXES
DOCUMENTS UTILISES DANS L ATELIER DE COUPE
OFPPT/ DRIF/ CDC Textile habillement
114
Rsum de Thorie et Guide de travaux pratique
Page 115 sur 131
MAITRISE DES TECHNIQUES DE COUPE
FICHE DE MATELASSAGE
N matelas TAILLES Coloris Nbre de plis Longueur du matelas en m
OFPPT/ DRIF/ CDC Textile habillement
115
Rsum de Thorie et Guide de travaux pratique
ORGANISATION ET GESTION DUN DEPARTEMENT DE COUPE
LA PROGRAMMATION DES MATELAS : N mat Quantit / taille Type matelas Coloris Nbr. plis
OFPPT/DRIF/ CDC textile habillement
122
Rsum de Thorie et Guide de travaux pratique
Page 117 sur 131
MAITRISE DES TECHNIQUES DE COUPE
FICHE DES TRACES
DATE : CLIENT_______________ N CDE________________ PRODUIT______________ REFERENCE___________
N MATELAS N TRACE LONG TRACE EFICIENCE LAIZE
N OF
TAILLES
TOTAUX CONSOMMATION PREVUE : CONSOMMATION REALISEE :
OFPPT/ DRIF/ CDC Textile habillement
117
Rsum de Thorie et Guide de travaux pratique
ORGANISATION ET GESTION DUN DEPARTEMENT DE COUPE
TABLEAU DES CONSOMMATIONS
OF.. CLIENT DATE.. MODELE
Mis en forme : Centr
Mis en forme : Interligne : 1,5 ligne
Rf. tissu N pice
Laize
Mtrage tiquette
Long. matelas
Nbre plis
Nbre tailles
Mtrage utilis
Mtrage trouv
Consom. taille
Mtrage dfauts
Supprim :
Mis en forme : Police :14 pt, Police de script complexe :14 pt, Franais France
FICHE COUPONS COUPE
OFPPT/DRIF/CDC Textile habillement
Mis en forme : Centr
Supprim :
124
Rsum de Thorie et Guide de travaux pratique
MAITRISE DES TECHNIQUES DE COUPE
Mis en forme : Police :14 pt, Police de script complexe :14 pt
Supprim :
DATE
N OF .. COLORIS ECHANTILLON N PIECE TISSU .. COUPONS COLORIS ECHANTILLON QTE . N PIECE COUPONS
Mis en forme : Franais France Mis en forme : Franais France Mis en forme : Franais France Mis en forme : Interligne : 1,5 ligne Mis en forme : Interligne : simple Tableau mis en forme Mis en forme : Interligne : simple
Mis en forme : Interligne : 1,5 ligne
MATELASSEUR
OFPPT/DRIF/CDC Textile habillement
119
Rsum de Thorie et Guide de travaux pratique
MAITRISE DES TECHNIQUES DE COUPE
Module : N7
MAITRISE DES TECHNIQUES DE COUPE
GUIDE DES TRAVAUX PRATIQUES
OFPPT/DRIF/CDC Textile habillement
120
Rsum de Thorie et Guide de travaux pratique
MAITRISE DES TECHNIQUES DE COUPE
TP 1 : RECHERCHE DES CARACTRISTIQUES DES TOFFES SUR CHANTILLONS
I.1. Objectifs viss : Identification de type de la matire Identification de droit fil Recherche de lendroit et de lenvers Recherche de larmure 2 heures
I.2. Dure du TP:
I.3. Matriel par stagiaire : - plusieurs chantillons des divers types de matire I.4. Description du TP : Cet exercice pratique, doit donner aux stagiaires lhabitude de reconnatre les caractristiques des divers types de matires premires, pour appliquer par la suite le traitement adquat. I.5. Droulement du TP Les stagiaires vont recevoir minimum 15 chantillons diffrents, quils vont analyser et dterminer les caractristiques de chacun. Ensuite, ils vont les coller dans un tableau (voir lexemple ci-contre), mettant en vidence les rsultats de leurs observations : directions DL armure endroit, envers, sens, caractristiques particulires
Le formateur va encadrer les stagiaires pendant le TP et la fin, il va noter les stagiaires.
OFPPT/DRIF/CDC Textile habillement
121
Rsum de Thorie et Guide de travaux pratique
MAITRISE DES TECHNIQUES DE COUPE
Rappel : 1. REPERAGE DE LENDROIT ET LENVERS DUNE ETOFFE Tissu darmure toile : Pas denvers puisque les deux faces sont semblables. Tissu darmure serg : Lendroit est indiqu par le sens des ctes qui montent gnralement de gauche droite. Tissu darmure satin : La face la plus brillante constitue lendroit du tissu. Maille : armure jersey 1. REPERAGE DU DROIT FIL DUNE ETOFFE : Droit fil chane (DL) droit fil en trame (Dl) Sens biais
DL: Direction des fils dans la longueur du tissu et parallles la lisire, ou direction des colonnes pour la maille. Dl : Direction du fil continu dune lisire lautre, perpendiculaire sur le droit fil en chane. Dans la direction de chane ou de trame, on peut avoir un sens ou deux sens, en fonction des caractristiques des tissus. Sens biais : Sens du tissu sur la diagonale dun carr dont les cots sont parallles aux sens chane et trame. Le sens chane peut tre indiqu : - par les lisires - par traction : Le tissu se dforme davantage quand on tire dans le sens trame ; il rsiste si on tire dans le sens chane - par observation de la disposition des fils : En gnral lcartement des fils de chane est plus rgulier que celui des fils de trame - par le toucher : Les fils de chane sont souvent plus raides que ceux de trame car ils sont enduits de colle au moment du tissage.
OFPPT/DRIF/CDC Textile habillement
122
Rsum de Thorie et Guide de travaux pratique
MAITRISE DES TECHNIQUES DE COUPE
Tableau pour le TP1 Aspect chantillon Endroit Envers
Type matire
Armure
Caractristiques particulires
DIRECTION DU DROIT FIL
OFPPT/DRIF/CDC Textile habillement
123
Rsum de Thorie et Guide de travaux pratique
MAITRISE DES TECHNIQUES DE COUPE
TP II : FAIRE LANALYSE DUN PRODUIT PARTIR DUN CHANTILLON : Chemise et pantalon (un modle diffrent de celui prsent) II.1. Objectifs viss : Le stagiaire doit faire la description de larticle confectionn mis sa disposition Le stagiaire doit faire, le dessin densemble, la reprsentation du patronage industriel et la fiche de vtement de larticle.
II.2. Dure du TP: 2 heures pour chaque produit II.3. Matriel : Divers produits raliss par les stagiaires pendant les cours de piquage montage II.4. Description du TP : A partir dun chantillon, chaque stagiaire va faire son propre tude de produit, en suivant les tapes prsentes pour les deux produits tudis. II.5. Droulement du TP : Le formateur distribue les produits aux stagiaires (un produit pour un ou maximum deux stagiaires) Le stagiaire tudie son produit et il ralise : la description le dessin densemble la reprsentation du patronage la fiche de vtement
- Le formateur anime linterprtation du produit ainsi que tous le droulement de lapplication .
OFPPT/DRIF/CDC Textile habillement
124
Rsum de Thorie et Guide de travaux pratique
MAITRISE DES TECHNIQUES DE COUPE
TP III : ETUDE DE PLACEMENT
III.1 Objectifs viss : Faire un tude de placement chelle rduite Apprendre faire un placement Raliser un placement unitaille Raliser un placement bitaille Dterminer le taux dconomie obtenu par le placement bitaille
III.2 Dure : 6 heures III.3 Matriels ncessaire par stagiaire : - Un jeu complet des patrons chelle rduite - chemise ou pantalon (par exemple : chelle 1/5) - Papier tracer (2 morceaux de 60 cm x 40 cm) - Rgle de 30 cm - Equerre - Crayon et gomme III.4 Description du TP : Le formateur va prsenter aux stagiaires le thme de ltude raliser. Il va prciser en mme temps, les conditions de tissu respecter : - tissu uni, sans sens - laize : 150 cm - chelle : 1/5 Le stagiaire doit apprendre placer les patrons dans un cadre bien dtermin, en respectant les conditions de la russite dun placement et en cherchant dobtenir minimum de longueur. Une fois les placements raliss, il va comparer les deux placements et il va calculer lconomie matire obtenue par le placement bitaille. III.5 Droulement du TP III.5.1 Etudier le jeu des patrons reu : - dsignation - multiplicateur III.5.2 Elaborer la fiche de vtement dterminer le nombre des pices tracer III.5.3 Raliser le placement unitaille : -tracer le cadre de placement (mme chelle que les patrons) - placer les pices et rechercher la meilleure imbrication - tracer le contour des pices - dlimiter et mesurer la longueur du placement III.5.4 Raliser le placement bitaille : - tracer le cadre de placement - placer les pices composantes des deux produits - tracer le contour des pices - dlimiter et mesurer la longueur du placement bitaille III.5.5 Vrifier les placements : - le nombre des pices traces - le respect de la symtrie - le respect du droit fil III.5.6 Calculer le taux dconomie obtenu
OFPPT/DRIF/CDC Textile habillement 125
Rsum de Thorie et Guide de travaux pratique
MAITRISE DES TECHNIQUES DE COUPE
TP IV : TRAVAUX PRATIQUES DE PLACEMENT, MATELASSAGE, DECOUPAGE ET MISE EN PAQUETS IV.1. Objectif vis : Apprendre excuter les oprations de matelassage, dcoupage et mise en paquets
II.2. Dure du TP: plusieurs sciences de TP II.3. Matriel (quipement et matire duvre) par quipe : a) Equipement : - Table de matelassage - TIP-TOP - Scie ruban - Ciseaux - Chariot matelasseur b) Matire duvre : Matires premires (chane et trame, maille ou non tisss) Papier kraft Papier fort
II.4. Description du TP : En fonction des exercices couper pour les ateliers de piquage montage, les stagiaires seront entraner la coupe des pices ncessaires, en passant par toutes les oprations : placement, matelassage, dcoupage laide de tip-top ou la scie ruban. II.5. Droulement du TP Prsentation des thmes de TP Rpartition des taches par quipe Analyse de la matire couper Analyse de patronage utiliser Ralisation des travaux rpartis : placement, matelassage ou dcoupage Ralisation de la prparation (thermocollage et mise en paquets) Auto contrle des oprations excutes Analyse en groupe des erreurs et problmes rencontrs Evaluation des travaux raliss
OFPPT/DRIF/CDC Textile habillement
126
Rsum de Thorie et Guide de travaux pratique
MAITRISE DES TECHNIQUES DE COUPE
Evaluation de fin de module Lvaluation des stagiaires sera faite individuellement, partir des travaux pratiques raliss et des contrles continus. Lvaluation doit atteindre toutes les comptences prvues.
FICHE DEVALUATION DUN PLACEMENT
Nom & Prnom du stagiaire : Note _______ / 20
Travaux demands
Elments critres
Barme 1 1 2 4 5 2 2 2 1 20
Note
Prsentation (laize dosse ou ddosse) 1. Identifier la matire premire Mesure de la laize utile traiter Caractristiques : aspect, sens, Respecter le droit fil des patrons Respecter le nombre, le type et la symtrie des pices 2. Raliser le trac Respecter la laize utile Tracer correctement le contour et les crans Respecter les lments gomtriques de trac (perpendicularit, paralllisme) Mesurer et inscrire la longueur de trac TOTAL
OFPPT/DRIF/CDC Textile habillement
127
Rsum de Thorie et Guide de travaux pratique
MAITRISE DES TECHNIQUES DE COUPE
FICHE DEVALUATION DU MATELASSAGE
Nom & Prnom du stagiaire : Travaux demands Elments critres Note _______ / 20 Barme 1 1 2 2 1 1 2 2 2 1 1 2 2 20 Note
Prsentation (laize dosse ou ddosse) 1. Identifier la matire premire Mesure de la laize utile matelasser Caractristiques : aspect, sens, Respecter la longueur du matelas (tolrance : +1 cm) Respecter le type du matelas prvu par la fiche de matelas Respecter le nombre des plis Alignement du bord et des extrmits du matelas 2. Raliser le matelas Etalage correct de la matire (sans faire des plis) Respect du droit fil en chane et en trame Traitement des nuances (rouleaux diffrents) et dfauts (si cest le cas) Gestion des coupons Complter la fiche de matelas Fixation du trac sur matelas Total
OFPPT/DRIF/CDC Textile habillement
128
Rsum de Thorie et Guide de travaux pratique
MAITRISE DES TECHNIQUES DE COUPE
FICHE DEVALUATION DU DECOUPAGE ET MISE EN PAQUETS
Nom & Prnom du stagiaire : Travaux demands Elments critres Trononner le matelas Utiliser correctement le tip top Couper correctement le contour des pices Marquer correctement les crans Respecter les rgles de scurit du travail Propret du poste de travail Utiliser correctement la scie 2. Dcoupe des pices la scie ruban 3. Raliser le paquet des pices coupes TOTAL Couper correctement le contour des pices Marquer correctement les crans Respecter les rgles de scurit du travail Propret du poste de travail Rassembler toutes ses pices Attacher correctement le paquet Note _______ / 20 Barme 2 3 1 1 1 2 3 1 1 1 2 2 20 Note
1. Dcoupe des pices au tip-top
OFPPT/DRIF/CDC Textile habillement
129
Rsum de Thorie et Guide de travaux pratique
MAITRISE DES TECHNIQUES DE COUPE
Liste des rfrences bibliographiques.
Ouvrage Initiation la technologie des matriels dans les industries de lhabillement Dcoupe automatique Lorganisation du travail et des fabrications dans les ateliers de coupe Tehnologia confectiilor textile
Auteur Lauriol
Edition Vaiclair CETIH
A. LAURIOL Gh. Ciontea
VAUCLAIR Edition didactique et pdagogique Bucuresti
Recherches et prparations personnelles
OFPPT/DRIF/CDC Textile habillement
130
Anda mungkin juga menyukai
- M22 Maitrise Du Montage Du Pantalon TH-TSTH.1662Dokumen73 halamanM22 Maitrise Du Montage Du Pantalon TH-TSTH.1662Youness100% (15)
- CP 02 Organisation Et Gestion de Departement de CoupeDokumen112 halamanCP 02 Organisation Et Gestion de Departement de CoupeHayet Hayet67% (3)
- m29 - Techniques de Patronage de Quelques Articles en Maille - TH-TMCDokumen18 halamanm29 - Techniques de Patronage de Quelques Articles en Maille - TH-TMCNedra Dadou100% (6)
- M06 - Tehcnique de Patronage Et Montage D'un Gilet TH-OSCCDokumen35 halamanM06 - Tehcnique de Patronage Et Montage D'un Gilet TH-OSCCNedra Dadou79% (14)
- Techniques de Placement Et de TracageDokumen60 halamanTechniques de Placement Et de Tracagesergesofon100% (9)
- CP 01 Precision Du Role Du Departement de CoupeDokumen27 halamanCP 01 Precision Du Role Du Departement de CoupeHayet HayetBelum ada peringkat
- CP 03 Maitrise Des Techniques de CoupeDokumen131 halamanCP 03 Maitrise Des Techniques de CoupeMourad100% (3)
- m31 Maitrise Du Montage Du Jogging TH-TSTH PDFDokumen37 halamanm31 Maitrise Du Montage Du Jogging TH-TSTH PDFAli Sbayti100% (1)
- M05 Coupe-Th-MiDokumen83 halamanM05 Coupe-Th-MiYounessBelum ada peringkat
- CoupeDokumen18 halamanCoupeRima TrabelsiBelum ada peringkat
- MS - Elaborer Une Gamme de Montage Chifree TH-TPCDokumen70 halamanMS - Elaborer Une Gamme de Montage Chifree TH-TPCAhmed Jebari100% (1)
- M04 Connaiss Techno Coutur Machin Piquer Cuir-CU-ERMCDokumen59 halamanM04 Connaiss Techno Coutur Machin Piquer Cuir-CU-ERMCHassan Azmi89% (9)
- M23 - Reparation Et Reglages de La Machine A Point Invisible (Ourleuse) - Th-TmcecDokumen34 halamanM23 - Reparation Et Reglages de La Machine A Point Invisible (Ourleuse) - Th-TmcecMounir Ben Mansour100% (2)
- PE de La Filière TS en Techniques D'habillement 04-06-02Dokumen115 halamanPE de La Filière TS en Techniques D'habillement 04-06-02anisorange100% (7)
- Dossier Technique Veste FemmeDokumen10 halamanDossier Technique Veste FemmeYouness0% (1)
- Ms - Piquage A Main Levee Th-OqccDokumen39 halamanMs - Piquage A Main Levee Th-OqccDelhoum Fadéla100% (2)
- m01 - Identification Des Differentes Supports Textiles Et Des Fournitures Th-OscDokumen68 halamanm01 - Identification Des Differentes Supports Textiles Et Des Fournitures Th-OscOmar Daoui71% (14)
- CP 05 Maitrise Des Techniques de MatelassageDokumen55 halamanCP 05 Maitrise Des Techniques de Matelassagetairos555100% (5)
- Dossier Technique de ChemiseDokumen10 halamanDossier Technique de ChemiseYouness56% (9)
- M05 - Technique de Patronage Et Montage D - Un Pantalon TH-OSCCDokumen42 halamanM05 - Technique de Patronage Et Montage D - Un Pantalon TH-OSCCAdam Benyakoub100% (22)
- ConfectionDokumen16 halamanConfectionAbdelhamid Hamouda Issaoui100% (1)
- Dossier Technique Jupe Boule en Impression Numérique Textile PDFDokumen10 halamanDossier Technique Jupe Boule en Impression Numérique Textile PDFNedra Dadou100% (1)
- C I Initiation À La ConfectionDokumen113 halamanC I Initiation À La ConfectionIadh Triaa67% (6)
- Moulage PDFDokumen20 halamanMoulage PDFayoub100% (1)
- ABC HabillementDokumen149 halamanABC Habillementapi-380926288% (34)
- Guide Complet de La Couture Télécharger, Lire PDFDokumen5 halamanGuide Complet de La Couture Télécharger, Lire PDFSmir Jnk100% (1)
- Matelas PlanningDokumen6 halamanMatelas Planningapi-3723248100% (1)
- GPH Temps CoupeDokumen23 halamanGPH Temps Coupeapi-372324888% (8)
- Analyse de Travail-Correction DSDokumen88 halamanAnalyse de Travail-Correction DSselsabil1267% (6)
- Etude de CasDokumen33 halamanEtude de Casapi-3723248100% (2)
- m01 Identification Des Differentes Supports Textiles Et Des Fournitures TH Osc PDFDokumen68 halamanm01 Identification Des Differentes Supports Textiles Et Des Fournitures TH Osc PDFRamzi Hajjaji100% (2)
- ChemiseDokumen15 halamanChemisebrahimmohsen100% (2)
- Modelisme Cours CoupeDokumen76 halamanModelisme Cours CoupeSoosoo Sou100% (3)
- Dossier Technique D'industrialisation CorrigeDokumen7 halamanDossier Technique D'industrialisation CorrigeYouness100% (1)
- Coupe Couture Manuel-d-ApprenantDokumen50 halamanCoupe Couture Manuel-d-ApprenantImen Jeguirim67% (6)
- Le Moulage 2Dokumen3 halamanLe Moulage 2Timothy Rose0% (2)
- Lamia TDokumen10 halamanLamia TNedra Dadou100% (1)
- Dossier Technique Chemise Andro YslDokumen17 halamanDossier Technique Chemise Andro YslNina100% (2)
- M05TH TMCDokumen123 halamanM05TH TMCHassan Azmi100% (2)
- Cao 1Dokumen9 halamanCao 1Nedra DadouBelum ada peringkat
- CHAPITRE 4 Gradation de La Jupe de BaseDokumen12 halamanCHAPITRE 4 Gradation de La Jupe de BaseAfih Cfpti100% (2)
- m23 Maitrise Des Techniques de Repassage Et de Conditionnement TH-TSTH PDFDokumen52 halamanm23 Maitrise Des Techniques de Repassage Et de Conditionnement TH-TSTH PDFAli Sbayti100% (2)
- Techniques de Standards de TempsDokumen68 halamanTechniques de Standards de TempsAbdelhamid Ferchichi80% (5)
- Q 08 Maitrise Des Techniques de Repassage Et de ConditionnementDokumen51 halamanQ 08 Maitrise Des Techniques de Repassage Et de ConditionnementDebbabi Ameni100% (1)
- DossiersmesuresDokumen20 halamanDossiersmesuresNina Ricchi100% (3)
- Dossier TechniqueDokumen13 halamanDossier TechniqueSana Rezig Ep Tahar67% (3)
- Soutenance (Ikram+Hajer) - CopieDokumen29 halamanSoutenance (Ikram+Hajer) - CopieRamzi AmaraBelum ada peringkat
- 21 Patronnage Et Gradation Des Produits Grandes TaDokumen1 halaman21 Patronnage Et Gradation Des Produits Grandes TaDelhoum Fadéla100% (1)
- ModarisDokumen38 halamanModarisHOUDABelum ada peringkat
- Manuel complet des fabricans de chapeaux en tous genresDari EverandManuel complet des fabricans de chapeaux en tous genresBelum ada peringkat
- De poubelle à passerelle: Une guide pour recycler des vieux vêtements avec ton propre style.Dari EverandDe poubelle à passerelle: Une guide pour recycler des vieux vêtements avec ton propre style.Belum ada peringkat
- Tout savoir sur les métiers à tisser et à tricoterDari EverandTout savoir sur les métiers à tisser et à tricoterBelum ada peringkat
- Pr-07-Réalisation de La Préparation Des Mises en Fabrication PDFDokumen32 halamanPr-07-Réalisation de La Préparation Des Mises en Fabrication PDFNaoufel Fares100% (1)
- CP 01 Precision Du Role Du Departement de Coupe PDFDokumen27 halamanCP 01 Precision Du Role Du Departement de Coupe PDFHajjaji RamziBelum ada peringkat
- Analyse de ProduitDokumen23 halamanAnalyse de Produitsergesofon100% (2)
- Profil de Formation - Opérateur en Production de Confection (Ressource 5325)Dokumen54 halamanProfil de Formation - Opérateur en Production de Confection (Ressource 5325)diabolic19Belum ada peringkat
- CP 03 Maitrise Des Techniques de CoupeDokumen101 halamanCP 03 Maitrise Des Techniques de Coupenawel khBelum ada peringkat
- Programme D'etudes: Tailleur DamesDokumen60 halamanProgramme D'etudes: Tailleur DamesYamina LachemotBelum ada peringkat
- M16 Dossier de Fabrication-partie1-FM-TFMDokumen68 halamanM16 Dossier de Fabrication-partie1-FM-TFMHanane Tounsi100% (1)
- 48 D 1 e 56 B 5 Eed 4 F 2Dokumen27 halaman48 D 1 e 56 B 5 Eed 4 F 2Mohammed AkarneBelum ada peringkat
- Gest-Qual TechniquesStatistiques 2Dokumen33 halamanGest-Qual TechniquesStatistiques 2Abdellah FassiniBelum ada peringkat
- OFPPT EquilibrageDokumen13 halamanOFPPT EquilibrageYouness100% (2)
- Présentation de La Conception À La FabricationDokumen30 halamanPrésentation de La Conception À La Fabricationapi-372324867% (9)
- Ebook Gratuit Erreur HabillementDokumen32 halamanEbook Gratuit Erreur HabillementSimo SafariBelum ada peringkat
- Analyse Des Mouvements Et Decomposition Rationnelle Du TravailDokumen19 halamanAnalyse Des Mouvements Et Decomposition Rationnelle Du TravailYouness100% (1)
- Cours de MarketingDokumen159 halamanCours de Marketingcaroline_di100% (4)
- C.A.O Diamino PDFDokumen131 halamanC.A.O Diamino PDFYouness100% (2)
- Dossier Technique D'industrialisation CorrigeDokumen7 halamanDossier Technique D'industrialisation CorrigeYouness100% (1)
- M05 - Technique de Patronage Et Montage D - Un Pantalon TH-OSCCDokumen42 halamanM05 - Technique de Patronage Et Montage D - Un Pantalon TH-OSCCAdam Benyakoub100% (22)
- Dossier Technique de ChemiseDokumen10 halamanDossier Technique de ChemiseYouness56% (9)
- C.A.O VigiprintDokumen45 halamanC.A.O VigiprintYouness100% (1)
- La Synergologie (Le Langage Des Gestes)Dokumen66 halamanLa Synergologie (Le Langage Des Gestes)aeroamine100% (5)
- M05 Coupe-Th-MiDokumen83 halamanM05 Coupe-Th-MiYounessBelum ada peringkat
- VesteDokumen15 halamanVesteYouness100% (1)
- Dossier Technique Veste FemmeDokumen10 halamanDossier Technique Veste FemmeYouness0% (1)
- Maîtrise Des Techniques de coupe-TH-TPCDokumen131 halamanMaîtrise Des Techniques de coupe-TH-TPCYouness80% (10)
- ABC HabillementDokumen149 halamanABC Habillementapi-380926288% (34)
- Guide Tef MT 2019.02Dokumen44 halamanGuide Tef MT 2019.02tahoriBelum ada peringkat
- Traduction Juridique AspectsDokumen51 halamanTraduction Juridique Aspectsvictoras89100% (3)
- Asservissement en Attitude D'un DroneDokumen10 halamanAsservissement en Attitude D'un DroneYolo BringBelum ada peringkat
- Chapitre 4 Système À Plusieurs Degrés de LibertéDokumen31 halamanChapitre 4 Système À Plusieurs Degrés de LibertéOthman Pomaria El-widad100% (8)
- Collège Azouaoue Amrane TazmaltDokumen2 halamanCollège Azouaoue Amrane TazmaltNacer DjeradaBelum ada peringkat
- Controle1 Analyse3Dokumen2 halamanControle1 Analyse3Ayoub MoustaouliBelum ada peringkat
- Guide GarnetDokumen2 halamanGuide Garnetuntung budiBelum ada peringkat
- Rapport de Stage ElectricienDokumen23 halamanRapport de Stage ElectricienCaroline Delcroix56% (9)
- Une Question de LumièreDokumen34 halamanUne Question de LumièrenalarnaudBelum ada peringkat
- LMPS AUSIM Livre Blanc Classification Des DonnéesDokumen20 halamanLMPS AUSIM Livre Blanc Classification Des DonnéesSucitu EmanuelBelum ada peringkat
- Frege Critique KantDokumen23 halamanFrege Critique KantModou GueyeBelum ada peringkat
- Deci - Ryan - MotivationDokumen11 halamanDeci - Ryan - MotivationRaidoBelum ada peringkat
- Registres Et CompteursDokumen6 halamanRegistres Et Compteursعبد الحفيظ بن يونس100% (1)
- DCG Session 2009 UE11 Contrôle de Gestion Corrigé IndicatifDokumen10 halamanDCG Session 2009 UE11 Contrôle de Gestion Corrigé IndicatifEssoulahi Essoulahi100% (1)
- (RDM) (TD) Moments Quadratiques ProfDokumen10 halaman(RDM) (TD) Moments Quadratiques Profمحمد بن موسى الخوارزميBelum ada peringkat
- La Sante Illimitee PDFDokumen25 halamanLa Sante Illimitee PDFMichel Mangin100% (3)
- Dieu Et La ScienceDokumen37 halamanDieu Et La ScienceFouad ElmdariBelum ada peringkat
- Christophe VASSE Ingenieur Calcul ExpérimentéDokumen1 halamanChristophe VASSE Ingenieur Calcul ExpérimentévassechBelum ada peringkat
- Série 01Dokumen5 halamanSérie 01Hichamone MoatassimBelum ada peringkat
- Aménagement Du TerritoireDokumen254 halamanAménagement Du TerritoireOliver Frere0% (1)
- Le Totalitarisme Analysé Par Hannah ArendtDokumen15 halamanLe Totalitarisme Analysé Par Hannah ArendtJoseph Omis100% (2)
- Analyse Sémiotique (Simplifiée) de La Musique PopulaireDokumen29 halamanAnalyse Sémiotique (Simplifiée) de La Musique PopulairemangueiralternativoBelum ada peringkat
- Le Corps de L'âme Et Ses États Taylor 2009Dokumen13 halamanLe Corps de L'âme Et Ses États Taylor 2009vmanriquez14035Belum ada peringkat
- Cahier de StageDokumen6 halamanCahier de StageRä HøubaBelum ada peringkat
- Diagramme de FrostDokumen19 halamanDiagramme de Frostmehdi100% (1)
- Planification Des Travaux PDFDokumen10 halamanPlanification Des Travaux PDFZikou Ben Med100% (1)
- SUJET DE MATHS BREVET BLANC No2 - Mai - 2022Dokumen7 halamanSUJET DE MATHS BREVET BLANC No2 - Mai - 2022COULIBALY IBRAHIM100% (1)
- Forme de La TerreDokumen7 halamanForme de La TerreAbdellah EL Ansari100% (1)
- Au Royaume de La VieDokumen71 halamanAu Royaume de La VieMichel Mangin100% (3)
- VADE-MECUM de La Nouvelle Grammaire by Huguette Maisonneuve - CCDMDDokumen70 halamanVADE-MECUM de La Nouvelle Grammaire by Huguette Maisonneuve - CCDMDRaeBelum ada peringkat