Anda mungkin juga menyukai
- The Effects of Silica On Steam TurbinesDokumen2 halamanThe Effects of Silica On Steam TurbinesAllan Roelen BacaronBelum ada peringkat
- Safety Training (m12-6) Respiratory ProtectionDokumen64 halamanSafety Training (m12-6) Respiratory ProtectionAllan Roelen BacaronBelum ada peringkat
- COL Withdrawal FormDokumen1 halamanCOL Withdrawal FormAllan Roelen BacaronBelum ada peringkat
- Request: Special InstructionsDokumen1 halamanRequest: Special InstructionsAllan Roelen BacaronBelum ada peringkat
- Autobiography of ST Anthony Mary ClaretDokumen169 halamanAutobiography of ST Anthony Mary ClaretAllan Roelen BacaronBelum ada peringkat
- Must Electrical Engineering CurriculumDokumen5 halamanMust Electrical Engineering CurriculumAllan Roelen BacaronBelum ada peringkat
- Condura Jr. Room Air Conditioner SpecificationsDokumen1 halamanCondura Jr. Room Air Conditioner SpecificationsAllan Roelen BacaronBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- A System Approach To SO3 Mitigation PDFDokumen8 halamanA System Approach To SO3 Mitigation PDFعزت عبد المنعمBelum ada peringkat
- A Pilot-Scale Study of The Design and Operation Parameters of A Pulse-Jet BaghouseDokumen16 halamanA Pilot-Scale Study of The Design and Operation Parameters of A Pulse-Jet Baghousereza100% (1)
- Introduction To Baghouse / Fabric Filters: Design CriteriaDokumen6 halamanIntroduction To Baghouse / Fabric Filters: Design Criterialhphong021191Belum ada peringkat
- Alstom Pulse Jet FilterDokumen6 halamanAlstom Pulse Jet FilterFrançois Laurent100% (2)
- APTI413 PP Ch7Dokumen67 halamanAPTI413 PP Ch7Stefanos DiamantisBelum ada peringkat
- Design Recommendations For Process FiltersDokumen8 halamanDesign Recommendations For Process FiltersKenny RuizBelum ada peringkat
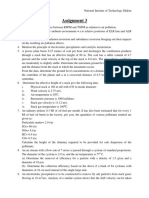
- Assignment 3Dokumen3 halamanAssignment 3HARIBelum ada peringkat
- FT BaghouseDokumen4 halamanFT BaghouseSantiago PEBelum ada peringkat
- Insertable Dust Collectors NR.01B2 WEB PDFDokumen3 halamanInsertable Dust Collectors NR.01B2 WEB PDFEdy SuprayitnoBelum ada peringkat
- AFT Filter BagsDokumen12 halamanAFT Filter BagsNkosilozwelo SibandaBelum ada peringkat
- Fabric Filtration Comes of AgeDokumen4 halamanFabric Filtration Comes of AgefoxmancementBelum ada peringkat
- Controles de Materia ParticuladaDokumen1 halamanControles de Materia ParticuladaItalo VaccaroBelum ada peringkat
- Experiment Bag FilterDokumen14 halamanExperiment Bag FilterMuhammad Adzfar100% (2)
- Pbe 20110401 0048 PDFDokumen3 halamanPbe 20110401 0048 PDFAdimas WahyuBelum ada peringkat
- Broc Pentair - FFD 3019 LRDokumen4 halamanBroc Pentair - FFD 3019 LRGuillermo ArandaBelum ada peringkat
- Air Quality Engineering 3Dokumen77 halamanAir Quality Engineering 3Raven ReiiBelum ada peringkat
- A Scientific Review of Dust Collection BookDokumen81 halamanA Scientific Review of Dust Collection Bookyilo2000100% (1)
- ESP Lesson 7 (Industrial Applications For Fabric Filters)Dokumen24 halamanESP Lesson 7 (Industrial Applications For Fabric Filters)jkaunoBelum ada peringkat
- GE ENV Troubleshooting GuideDokumen60 halamanGE ENV Troubleshooting GuidePat AuffretBelum ada peringkat
- Assessment of Venturi Nozzle For Filter Bag Cleaning in PDFDokumen0 halamanAssessment of Venturi Nozzle For Filter Bag Cleaning in PDFUmanath R PoojaryBelum ada peringkat
- The Real Dirt On DustDokumen80 halamanThe Real Dirt On DusttuyentruongBelum ada peringkat
- Powerwave Acoustic System Brochure PB1810 003Dokumen8 halamanPowerwave Acoustic System Brochure PB1810 003edortiz1Belum ada peringkat
- Jet Bag Filter System PDFDokumen22 halamanJet Bag Filter System PDFbndrprdnaBelum ada peringkat
- Control DescriptionDokumen10 halamanControl DescriptionTrần Văn PhúcBelum ada peringkat
- Hot Mix Asphalt Plant Operations PDFDokumen81 halamanHot Mix Asphalt Plant Operations PDFMehaboob Basha100% (1)
- Ecomak - 2019 DeSOx PresentationDokumen37 halamanEcomak - 2019 DeSOx PresentationHsein WangBelum ada peringkat
- Baghouse Filter Modular Pulse Jet Type: Operation and ApplicationDokumen5 halamanBaghouse Filter Modular Pulse Jet Type: Operation and ApplicationBudy AndikaBelum ada peringkat
- Bag House Differential Pressure: Why Is It Important? What Bag House Problems It Can Be Used To DiagnoseDokumen8 halamanBag House Differential Pressure: Why Is It Important? What Bag House Problems It Can Be Used To DiagnoseZegera Mgendi100% (2)
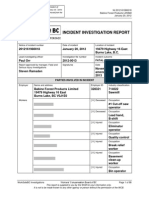
- Babine Forest Products Incident Investigation ReportDokumen87 halamanBabine Forest Products Incident Investigation ReportJesse FerrerasBelum ada peringkat
- Air Pollution Control Technology Fact SheetDokumen6 halamanAir Pollution Control Technology Fact SheetTiago HenriquesBelum ada peringkat