Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Lecture 2Dokumen30 halamanLecture 2hayelomBelum ada peringkat
- Costco Factory Evaluation Report 22FEB05Dokumen17 halamanCostco Factory Evaluation Report 22FEB05Shaaban Noaman100% (1)
- Toyota Motor ManufacturingDokumen2 halamanToyota Motor ManufacturingDaezz Natalya0% (2)
- Talent ManagementDokumen40 halamanTalent ManagementPratibha Goswami100% (1)
- Ferrous MetalDokumen39 halamanFerrous MetalAshwani DograBelum ada peringkat
- Financial DistressDokumen23 halamanFinancial DistressYuki Dwi Darma100% (1)
- Supply Chain Management of Zara: End Term ProjectDokumen32 halamanSupply Chain Management of Zara: End Term ProjectMukund Verma100% (1)
- Corporate Directional Strategies: Prentice Hall, 2004 Wheelen/Hunger 1Dokumen31 halamanCorporate Directional Strategies: Prentice Hall, 2004 Wheelen/Hunger 1Yuki Dwi DarmaBelum ada peringkat
- Random Num TableDokumen13 halamanRandom Num TableRajesh SinghBelum ada peringkat
- Data Mentah FFDokumen51 halamanData Mentah FFYuki Dwi DarmaBelum ada peringkat
- Improving Management PerformanceDokumen11 halamanImproving Management PerformanceYuki Dwi DarmaBelum ada peringkat
- Bendera Sampling ActivityDokumen8 halamanBendera Sampling ActivityYuki Dwi DarmaBelum ada peringkat
- Chart Target Vs Achievements NBC June - July - August 2003Dokumen6 halamanChart Target Vs Achievements NBC June - July - August 2003Yuki Dwi DarmaBelum ada peringkat
- Orm AssignmentDokumen2 halamanOrm AssignmentDeepBelum ada peringkat
- Ador - Welding RodDokumen4 halamanAdor - Welding RodManoj DoshiBelum ada peringkat
- Welding StandardDokumen7 halamanWelding Standardluis_aguilar_montoyaBelum ada peringkat
- Supply Chain Evolution - Theory, Concepts and ScienceDokumen25 halamanSupply Chain Evolution - Theory, Concepts and ScienceAhmed AmrBelum ada peringkat
- Percentage Wall Reduction Is The Most FrequentlyDokumen4 halamanPercentage Wall Reduction Is The Most Frequentlysanketpavi21Belum ada peringkat
- Global Business Director Chemicals in Rotterdam Netherlands Resume CV Peter Van SteenDokumen4 halamanGlobal Business Director Chemicals in Rotterdam Netherlands Resume CV Peter Van SteenPetervanSteenBelum ada peringkat
- SolikamskDokumen22 halamanSolikamskPiranha TourniquetBelum ada peringkat
- ASTM E 2500 Standard For Pharma and Biopharma ManufacturingDokumen30 halamanASTM E 2500 Standard For Pharma and Biopharma ManufacturingMohsinShaikh100% (2)
- Downloadpdf PDFDokumen2 halamanDownloadpdf PDFSachin TBelum ada peringkat
- Rolling ProcessDokumen17 halamanRolling ProcessRavichandran GBelum ada peringkat
- Kaizen CostingDokumen3 halamanKaizen CostingahmadfaridBelum ada peringkat
- Coal Tar Pitch Emulsion Pavement Sealer Mix Formulations Containing Mineral Aggregates and Optional Polymeric AdmixturesDokumen3 halamanCoal Tar Pitch Emulsion Pavement Sealer Mix Formulations Containing Mineral Aggregates and Optional Polymeric AdmixturesSatya kaliprasad vangaraBelum ada peringkat
- Wear Behavior of Magnesium Alloy AZ91 Hybrid Composite MaterialsDokumen10 halamanWear Behavior of Magnesium Alloy AZ91 Hybrid Composite MaterialstarasasankaBelum ada peringkat
- Work Method Statement For Fixing Doors and Windows.: LinkedinDokumen9 halamanWork Method Statement For Fixing Doors and Windows.: LinkedinmanishBelum ada peringkat
- Challenges For Supply Chain Management in Today'sDokumen11 halamanChallenges For Supply Chain Management in Today'sMeet DaveBelum ada peringkat
- FAG Bearing Roller CagesDokumen19 halamanFAG Bearing Roller Cagesomni_partsBelum ada peringkat
- ThyssenKrupp - XABO 500Dokumen3 halamanThyssenKrupp - XABO 500Yesid Javier Martelo EllesBelum ada peringkat
- GeneralDokumen111 halamanGeneraloliveiralauroBelum ada peringkat
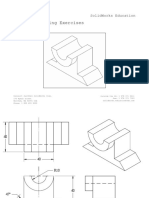
- Detailed Drawing Exercises: Solidworks EducationDokumen51 halamanDetailed Drawing Exercises: Solidworks EducationNiraj NaviBelum ada peringkat
- Is 5484 1997Dokumen9 halamanIs 5484 1997Cristian Walker100% (2)
- MIM DesignGuideDokumen28 halamanMIM DesignGuideSubhojit SamontaBelum ada peringkat
- H - Review of WeldingDokumen90 halamanH - Review of WeldingSUNDRAMNAGABelum ada peringkat
- Methods of Concrete Column Repair For Cracks and DamagesDokumen3 halamanMethods of Concrete Column Repair For Cracks and DamagesOladunni AfolabiBelum ada peringkat
- Chapter 1Dokumen94 halamanChapter 1rethinamkBelum ada peringkat