Anda mungkin juga menyukai
- Exercícios Para O Pênis Técnicas De Ampliação Do PênisDari EverandExercícios Para O Pênis Técnicas De Ampliação Do PênisBelum ada peringkat
- Posiciones de Soldadura para Gmaw Mig 131 - Mag 135÷, Smaw - Mma 111, Gtaw Tig 141÷Dokumen21 halamanPosiciones de Soldadura para Gmaw Mig 131 - Mag 135÷, Smaw - Mma 111, Gtaw Tig 141÷chevette motor opala chepalaBelum ada peringkat
- Livro Do Porteiro: Guia Com Instruções Básicas Para PortariaDari EverandLivro Do Porteiro: Guia Com Instruções Básicas Para PortariaPenilaian: 5 dari 5 bintang5/5 (1)
- Desenvolvendo Uma Aplicação Cliente No Esp32 Programado No Arduino E Servidor Programado No Visual BasicDari EverandDesenvolvendo Uma Aplicação Cliente No Esp32 Programado No Arduino E Servidor Programado No Visual BasicBelum ada peringkat
- Segregados: como os solteiros são estereotipados, estigmatizados e ignorados e vivem felizesDari EverandSegregados: como os solteiros são estereotipados, estigmatizados e ignorados e vivem felizesBelum ada peringkat
- Como Realizar o Melhor PrazerDokumen4 halamanComo Realizar o Melhor PrazerThatyane Carvalho100% (1)
- Proibida A Impressão, Cópia E Reprodução Do MaterialDokumen131 halamanProibida A Impressão, Cópia E Reprodução Do Materialomanizer zikaBelum ada peringkat
- Tecnicas PrecoceDokumen3 halamanTecnicas PrecoceNey SousaBelum ada peringkat
- Top Secret Seja Direto AGORA!!! Canalha CafajesteDokumen6 halamanTop Secret Seja Direto AGORA!!! Canalha CafajesteRodrigo OliveiraBelum ada peringkat
- 10 Dicas para Conquistar Uma Mulher - Homem AlphaDokumen8 halaman10 Dicas para Conquistar Uma Mulher - Homem AlphaFelyx DreBelum ada peringkat
- Manual Fogao TecnoDokumen52 halamanManual Fogao TecnoGuilhermeBelum ada peringkat
- A REAL - Todos Os Homens São CAFAS Canalha CafajesteDokumen9 halamanA REAL - Todos Os Homens São CAFAS Canalha CafajesteRodrigo OliveiraBelum ada peringkat
- Macho AlphaDokumen10 halamanMacho AlphaLucas PereiraBelum ada peringkat
- 07 Tipos de Ligação Dos TransformadoresDokumen25 halaman07 Tipos de Ligação Dos TransformadoresGabriel GustavoBelum ada peringkat
- Melhores Cantadas InfalíveisDokumen2 halamanMelhores Cantadas Infalíveisobtainableinter52Belum ada peringkat
- → Guia Destruindo a Ejaculação Precoce RECLAME AQUI - 【Avaliação & Reclamação - Guia PDF ☛ GRÁTIS】Dokumen9 halaman→ Guia Destruindo a Ejaculação Precoce RECLAME AQUI - 【Avaliação & Reclamação - Guia PDF ☛ GRÁTIS】Sayure D. SantosBelum ada peringkat
- Apostila PICDokumen81 halamanApostila PICjoao0honoratoBelum ada peringkat
- Como Se Tornar Ainda Hoje Um Vencedor A LEI DA ATRAÇÃO NA PRATICA.Dokumen3 halamanComo Se Tornar Ainda Hoje Um Vencedor A LEI DA ATRAÇÃO NA PRATICA.Rodrigo OliveiraBelum ada peringkat
- Tipo de VulvaDokumen4 halamanTipo de VulvaVenerador de MulheresBelum ada peringkat
- Todas As Obras de Nessahan Alita em Um Unico LivroDokumen705 halamanTodas As Obras de Nessahan Alita em Um Unico LivroRômulo CastroBelum ada peringkat
- Estas 36 Perguntas Farão Uma Pessoa Se Apaixonar Por VocêDokumen4 halamanEstas 36 Perguntas Farão Uma Pessoa Se Apaixonar Por VocêWillerson Paula100% (1)
- Itens HAMP Exportado 22-01-2019 10-46-53 872Dokumen5 halamanItens HAMP Exportado 22-01-2019 10-46-53 872Senhor FanáticoBelum ada peringkat
- Orçamento Pop 110Dokumen1 halamanOrçamento Pop 110Wan Motos MaracásBelum ada peringkat
- Soldagem - Estudo Do Arco ElétricoDokumen41 halamanSoldagem - Estudo Do Arco ElétricoJacóFreireBelum ada peringkat
- Mapa Do ClitórisDokumen9 halamanMapa Do ClitórisLuan MirandaBelum ada peringkat
- 40 Piores Erros Cometidos Na Hora HDokumen4 halaman40 Piores Erros Cometidos Na Hora Hlorin freitasBelum ada peringkat
- Sexo. Procedimentos para Indução de Orgasmos Múltiplos - Guia de Bolso Da MulherDokumen3 halamanSexo. Procedimentos para Indução de Orgasmos Múltiplos - Guia de Bolso Da Mulherpdf2006Belum ada peringkat
- 10 Ideias para Abordar Mulheres PDFDokumen43 halaman10 Ideias para Abordar Mulheres PDFAnderson nakanishi bastosBelum ada peringkat
- Como Nao Ser Um Amigo GayDokumen13 halamanComo Nao Ser Um Amigo GayMarcos CavuttoBelum ada peringkat
- Motivação SexualDokumen3 halamanMotivação SexualRoger VieiraBelum ada peringkat
- Artigo - A Pornografia Está Destruindo Sua Vida Sexual - Parte 1 - Novo HomemDokumen3 halamanArtigo - A Pornografia Está Destruindo Sua Vida Sexual - Parte 1 - Novo HomemwernerkaiBelum ada peringkat
- Eletromecanica Metrologia DimensionalDokumen152 halamanEletromecanica Metrologia DimensionalJoão Marcelo T HBelum ada peringkat
- Como Ser Bom de Cama PDF Gratis Ensina 45 SegredosDokumen27 halamanComo Ser Bom de Cama PDF Gratis Ensina 45 SegredosVictor FrancoBelum ada peringkat
- Tubo de Raios CatódicosDokumen4 halamanTubo de Raios CatódicosEduardo FlorianoBelum ada peringkat
- Exercicios ExcelDokumen7 halamanExercicios ExceltakashijrBelum ada peringkat
- Questionario2materiais 130315230615 Phpapp01 PDFDokumen2 halamanQuestionario2materiais 130315230615 Phpapp01 PDFrodneiviannaBelum ada peringkat
- Modelo ContratoDokumen9 halamanModelo ContratoSérgio MoraesBelum ada peringkat
- UntitledDokumen51 halamanUntitledJonBelum ada peringkat
- Pré-Cálculo Aula 01 PDFDokumen20 halamanPré-Cálculo Aula 01 PDFrubensc778Belum ada peringkat
- Processos de Soldagem - PPTX Atual - PPTX Novo Metrologia - PPTX NOVODokumen140 halamanProcessos de Soldagem - PPTX Atual - PPTX Novo Metrologia - PPTX NOVOROBERTOBelum ada peringkat
- AUTOR DESCONHECIDO Manual Da Seducao e Da Conquista 1 ParteDokumen15 halamanAUTOR DESCONHECIDO Manual Da Seducao e Da Conquista 1 Parterrubim391Belum ada peringkat
- 50 Segredos Das Pessoas Que Nunca AdoecemDokumen17 halaman50 Segredos Das Pessoas Que Nunca AdoecemWashingtonBelum ada peringkat
- GasoterapiaDokumen166 halamanGasoterapiaRômulo PatrickBelum ada peringkat
- Ejaculação Precoce PDF Mente Relação Sexual 6Dokumen4 halamanEjaculação Precoce PDF Mente Relação Sexual 6Deyvison RuanBelum ada peringkat
- Ilide - Info Os Segredos Do Macho Alpha Codigo Dos Homens PRDokumen248 halamanIlide - Info Os Segredos Do Macho Alpha Codigo Dos Homens PRBhyanka AlvesBelum ada peringkat
- CTA Do SoloDokumen1 halamanCTA Do SoloELAI EMYLLE MATOS DE LIMABelum ada peringkat
- Manual Das 7 Teorias Do SEXODokumen4 halamanManual Das 7 Teorias Do SEXOSirdata DataBelum ada peringkat
- Multiplos Metodos para Orgasmos MultiplosDokumen5 halamanMultiplos Metodos para Orgasmos Multiplosvictor santosBelum ada peringkat
- Catálogo Digital Fratini - 2020Dokumen48 halamanCatálogo Digital Fratini - 2020Victor LopesBelum ada peringkat
- Check List - NR 24 - 01087 (E 2)Dokumen3 halamanCheck List - NR 24 - 01087 (E 2)Adony AmorimBelum ada peringkat
- Materiais para Ferramentas de UsinagemDokumen24 halamanMateriais para Ferramentas de UsinagemDouglas DolceBelum ada peringkat
- Peças Desenhadas PDFDokumen19 halamanPeças Desenhadas PDFHildo Araújo100% (1)
- 4.materiais Refratarios para Siderurgia - EstudoDokumen180 halaman4.materiais Refratarios para Siderurgia - EstudoRogério Santos100% (1)
- PHA 3411 Aula 7 - Desinfecção - Mierzwa PDFDokumen64 halamanPHA 3411 Aula 7 - Desinfecção - Mierzwa PDFhorbiteBelum ada peringkat
- Adesivo de Parede Arco-Íris de Amor Grão de GenteDokumen1 halamanAdesivo de Parede Arco-Íris de Amor Grão de GentevanessaBelum ada peringkat
- 2º ANO - Eletroquimica-EletroliseDokumen8 halaman2º ANO - Eletroquimica-Eletrolisematheus xexeuBelum ada peringkat
- Reacoes OrganicasDokumen12 halamanReacoes Organicasandre_7_souza501Belum ada peringkat
- 03-Anexo e - Sistemas de Pintura ValeDokumen99 halaman03-Anexo e - Sistemas de Pintura ValeLeo GonçalvesBelum ada peringkat
- Uhmw 1900 407Dokumen5 halamanUhmw 1900 407PauloFranciscoSilvaPereiraBelum ada peringkat
- Catalogo IndexadorDokumen1 halamanCatalogo IndexadorAngelo MarincekBelum ada peringkat
- ANEXO PAN ENG - CC2 - Memorial DescritivoDokumen21 halamanANEXO PAN ENG - CC2 - Memorial DescritivoLemosspBelum ada peringkat
- Dimensões Básicas e Codificação Dos RolamentosDokumen4 halamanDimensões Básicas e Codificação Dos RolamentosVitor Joel Chaves100% (1)
- Dispersão de Nanocargas de Argila em Matriz PoliméricaDokumen10 halamanDispersão de Nanocargas de Argila em Matriz PoliméricaFellipe ZanrossoBelum ada peringkat
- Manual CPVC AmancoDokumen48 halamanManual CPVC AmancoRonaldo TorresBelum ada peringkat
- Apostila Da DisciplinaDokumen156 halamanApostila Da DisciplinaThiagoBelum ada peringkat
- Ácidos e BasesDokumen2 halamanÁcidos e BasesClarice MeloBelum ada peringkat
- PH e TampãoDokumen44 halamanPH e TampãoBeatriz PimentelBelum ada peringkat
- Magali de Campos Valente - DDokumen129 halamanMagali de Campos Valente - DJorge Diogo GorinoBelum ada peringkat
- 2 Tarefa Sobre Metodos de Separação de SubstânciasDokumen6 halaman2 Tarefa Sobre Metodos de Separação de SubstânciasEpiy CucoBelum ada peringkat
- Cap22 - Livro IBRACON Materiais de Construção Civil - CalDokumen45 halamanCap22 - Livro IBRACON Materiais de Construção Civil - CalAngelaBelum ada peringkat
- Relatório 3 - Cátions Do Terceiro GrupoDokumen4 halamanRelatório 3 - Cátions Do Terceiro GrupoLidiane GomesBelum ada peringkat
- Manual Sissy Bar Fat BoyDokumen3 halamanManual Sissy Bar Fat BoyTeddy BheringBelum ada peringkat
- NP en 10346 - 2016Dokumen43 halamanNP en 10346 - 2016O Totta100% (5)
- Válvula Borboleta JyDokumen12 halamanVálvula Borboleta JyGuilhermeBelum ada peringkat
- 6 - Aula Pratica - Propriedades Dos Compostos Iônicos e Moleculares - 6Dokumen3 halaman6 - Aula Pratica - Propriedades Dos Compostos Iônicos e Moleculares - 6Anderson Jesus100% (1)
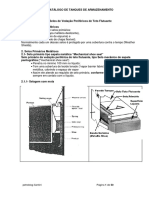
- Catálogo Acessórios Tanques Armazenamento Parte 3 - 64Dokumen50 halamanCatálogo Acessórios Tanques Armazenamento Parte 3 - 64LDM Man. e Mont. Ind. EIRELIBelum ada peringkat
- GRUPO - 11 - Elementos de NivelamentoDokumen76 halamanGRUPO - 11 - Elementos de Nivelamentoericsoncezar1Belum ada peringkat
- Manual Equipamento Pintura - Tca - EcoDokumen16 halamanManual Equipamento Pintura - Tca - EcoRudinei Herminio Da SilvaBelum ada peringkat