Anda mungkin juga menyukai
- Gauge Design Guide for Inspection LimitsDokumen26 halamanGauge Design Guide for Inspection LimitsMurali100% (3)
- Gauges and Gauge DesignDokumen12 halamanGauges and Gauge DesignAmir JodeyriBelum ada peringkat
- Guide to Load Analysis for Durability in Vehicle EngineeringDari EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonPenilaian: 4 dari 5 bintang4/5 (1)
- Geometrical Dimensioning and TolerenceDokumen61 halamanGeometrical Dimensioning and TolerenceAd Man GeTigBelum ada peringkat
- Tolerance Variance Analysis WP PDFDokumen22 halamanTolerance Variance Analysis WP PDFNirmalan GanapathyBelum ada peringkat
- GD&TDokumen6 halamanGD&TRavindra ErabattiBelum ada peringkat
- Me 581 Machine Tool Design Section 5 Design of Spindles and Spindle SupportsDokumen54 halamanMe 581 Machine Tool Design Section 5 Design of Spindles and Spindle SupportsMlhhemreBelum ada peringkat
- ME 472 - Engineering Metrology and Quality Control: Linear and Angular MeasurementsDokumen19 halamanME 472 - Engineering Metrology and Quality Control: Linear and Angular MeasurementsAtul GaurBelum ada peringkat
- GDT ExamplesDokumen17 halamanGDT ExamplesAjithBelum ada peringkat
- GDTDokumen38 halamanGDTAntonio CervantesBelum ada peringkat
- Metrology 1CDokumen44 halamanMetrology 1CRadhaMadhavBelum ada peringkat
- Mahindra StandardDokumen6 halamanMahindra StandardSuresh Shinde67% (3)
- Asme - Y145m-1994 Engineering Drawing Dimension Ing and TolerancingDokumen236 halamanAsme - Y145m-1994 Engineering Drawing Dimension Ing and TolerancingMAX100% (1)
- DATUMSDokumen84 halamanDATUMSmaddy_scribd100% (2)
- Mu Ltiview and Sectional: DrawingsDokumen54 halamanMu Ltiview and Sectional: Drawingschaitanya kulkarniBelum ada peringkat
- Datum SystemsDokumen16 halamanDatum Systemstemp83a69% (13)
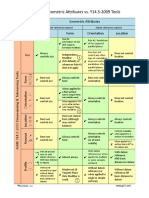
- Matrix of Geometric Attributes vs Y14.592009 ToolsDokumen1 halamanMatrix of Geometric Attributes vs Y14.592009 ToolsJesus GallardoBelum ada peringkat
- Finite Element Method Simulation Lab: Report On Tutorial Problems Submitted in Fulfillment of The Requirements ofDokumen32 halamanFinite Element Method Simulation Lab: Report On Tutorial Problems Submitted in Fulfillment of The Requirements ofAdil RasheedBelum ada peringkat
- GD&T PPT GeneralDokumen197 halamanGD&T PPT GeneraldramiltBelum ada peringkat
- Composite Positional TolerancingDokumen5 halamanComposite Positional TolerancingCarlos García Hernández100% (1)
- Geometric Dimensioning & Tolerancing (GD&T)Dokumen89 halamanGeometric Dimensioning & Tolerancing (GD&T)Vijay PawarBelum ada peringkat
- Fulltext01 PDFDokumen108 halamanFulltext01 PDFNGÔ THÁI NGỌ THẦYBelum ada peringkat
- Fundamentals of GD&TDokumen7 halamanFundamentals of GD&TPalani TrainerBelum ada peringkat
- GD&T QuestionsDokumen1 halamanGD&T QuestionsjcetmechanicalBelum ada peringkat
- Basics of GD&TDokumen75 halamanBasics of GD&TGopalGD100% (1)
- Microsoft PowerPoint - G D & T 17.11Dokumen96 halamanMicrosoft PowerPoint - G D & T 17.11vijaykkhal100% (1)
- Introduction To GDDokumen8 halamanIntroduction To GDCatalin FinkelsteinBelum ada peringkat
- (A) "Basics of GD&T + Advanced GD&T" SyllabusDokumen4 halaman(A) "Basics of GD&T + Advanced GD&T" SyllabusSwapnil GujarathiBelum ada peringkat
- Screwthread Standards For Federal ServicesDokumen12 halamanScrewthread Standards For Federal Servicesikaro181083Belum ada peringkat
- DFM Pre RequistesDokumen93 halamanDFM Pre Requistesavinash babuBelum ada peringkat
- Screw Thread TerminologyDokumen27 halamanScrew Thread Terminologythejus sureshBelum ada peringkat
- Jigs and Fixtures JoshiDokumen252 halamanJigs and Fixtures JoshiVikram Govindarajan83% (6)
- Griding Types and Lapping, Honing SuperfinishingDokumen135 halamanGriding Types and Lapping, Honing SuperfinishingIndra Pratap Singh100% (1)
- Agi Zeiss Day 2016 Gdandt Presentation HandoutsDokumen20 halamanAgi Zeiss Day 2016 Gdandt Presentation HandoutsJuan Posada G100% (1)
- Resistance WeldingDokumen13 halamanResistance Weldingpavithra222Belum ada peringkat
- Functional Gage Design PDFDokumen32 halamanFunctional Gage Design PDFmartinBelum ada peringkat
- ENGINEERING METROLOGY AND MEASUREMENTS CHAPTER ON LIMITS, FITS AND TOLERANCESDokumen17 halamanENGINEERING METROLOGY AND MEASUREMENTS CHAPTER ON LIMITS, FITS AND TOLERANCES손종인Belum ada peringkat
- Gauge material properties and design principlesDokumen8 halamanGauge material properties and design principlesQuality HosurBelum ada peringkat
- GaugeDokumen14 halamanGaugeSaed AlghasBelum ada peringkat
- Thread Gauge Acceptance CriteriaDokumen7 halamanThread Gauge Acceptance CriteriaNilesh Sargara100% (2)
- Gauges KSRDokumen38 halamanGauges KSRavutu_kunduruBelum ada peringkat
- Taylors PrincipleDokumen2 halamanTaylors PrinciplejamesBelum ada peringkat
- UNIT II System of FitsDokumen30 halamanUNIT II System of FitsSunkeswaram Deva PrasadBelum ada peringkat
- Intoduction: Tylor's Principle For Gauge DesignDokumen13 halamanIntoduction: Tylor's Principle For Gauge DesignDollar Daik100% (1)
- Plug Gaging of Holes by The Go NoGo MethodDokumen5 halamanPlug Gaging of Holes by The Go NoGo MethodRajiv RamanathanBelum ada peringkat
- A STUDY ON PLAIN PLUG GAUGEDokumen18 halamanA STUDY ON PLAIN PLUG GAUGEdomiBelum ada peringkat
- Metrology # 3Dokumen1 halamanMetrology # 3api-26046805Belum ada peringkat
- 7 Gauges Wear Tolerance Slide 25Dokumen42 halaman7 Gauges Wear Tolerance Slide 25NEERAJ KISHORE PBelum ada peringkat
- Measurement Lab Manual RADokumen20 halamanMeasurement Lab Manual RAVinayak SharmaBelum ada peringkat
- Different Methods of Giving Tolerance On GaugesDokumen2 halamanDifferent Methods of Giving Tolerance On GaugesRishabh JainBelum ada peringkat
- Go & NoGo GaugesDokumen4 halamanGo & NoGo GaugesAneez ShresthaBelum ada peringkat
- Lec 6Dokumen23 halamanLec 6Hossam Mohamed Ahmed ahmedBelum ada peringkat
- Amqms S-80 CP PDFDokumen12 halamanAmqms S-80 CP PDFAbhirav LandeBelum ada peringkat
- Assignment No.2Dokumen4 halamanAssignment No.2THE BBEASTBelum ada peringkat
- Taylor'S Principle For Gauge Design: Subject: Gauges and Measurement (20MTE15)Dokumen18 halamanTaylor'S Principle For Gauge Design: Subject: Gauges and Measurement (20MTE15)Dollar DaikBelum ada peringkat
- Go - No Go Gauge - WikipediaDokumen3 halamanGo - No Go Gauge - WikipediaTahafanMaggedonBelum ada peringkat
- Constraints:: Apply The Taylor's Principle To Design Limit Gauges To See The Figure 1Dokumen2 halamanConstraints:: Apply The Taylor's Principle To Design Limit Gauges To See The Figure 1Umair YousafBelum ada peringkat
- MetrologyDokumen124 halamanMetrologyRethish BalakrishnanBelum ada peringkat
- How To Build Self Confidence-Swami VivekanadaDokumen13 halamanHow To Build Self Confidence-Swami Vivekanadaapi-2619455893% (14)
- Some Critical Discussions On Flash and Fire Points of Liquid FuelsDokumen10 halamanSome Critical Discussions On Flash and Fire Points of Liquid FuelsLankipalli HemanthBelum ada peringkat
- 135 Mechanical Engg. Paper-II FCI 17-11-2013 A SERIESDokumen16 halaman135 Mechanical Engg. Paper-II FCI 17-11-2013 A SERIESLankipalli HemanthBelum ada peringkat
- Marriage Biodata Doc Word FormateDokumen2 halamanMarriage Biodata Doc Word FormateNagabhushanam MaddineniBelum ada peringkat
- CV for Mechanical EngineerDokumen3 halamanCV for Mechanical EngineerLankipalli HemanthBelum ada peringkat
- Vtu Mechanical EngineeringDokumen175 halamanVtu Mechanical Engineeringsbhalesh40% (5)
- Dynamics of Machinery11Dokumen4 halamanDynamics of Machinery11Lankipalli HemanthBelum ada peringkat
- Biodata Format FinalDokumen2 halamanBiodata Format Finalanon-90865197% (120)
- Machine Draw inDokumen2 halamanMachine Draw inLankipalli HemanthBelum ada peringkat
- Gauge Design (Metrology)Dokumen4 halamanGauge Design (Metrology)Lankipalli Hemanth100% (2)
- Computer Aided Machine DrawingDokumen8 halamanComputer Aided Machine DrawingLankipalli HemanthBelum ada peringkat
- Mathematical SymbolsDokumen5 halamanMathematical SymbolsJohn TingBelum ada peringkat
- Vtu Mechanical EngineeringDokumen175 halamanVtu Mechanical Engineeringsbhalesh40% (5)
- ScreenDokumen1 halamanScreenLankipalli HemanthBelum ada peringkat
- Higher Algebra - Hall & KnightDokumen593 halamanHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Curriculam VitaepooriDokumen3 halamanCurriculam VitaepooriLankipalli HemanthBelum ada peringkat
- Higher Algebra - Hall & KnightDokumen593 halamanHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Higher Algebra - Hall & KnightDokumen593 halamanHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Y V - J MVJ B - J ° - ) : 4.2. The Huron-Vidal (Hvo) ModelDokumen8 halamanY V - J MVJ B - J ° - ) : 4.2. The Huron-Vidal (Hvo) ModelBruno Luiz Leite MartinsBelum ada peringkat
- A RANS-based Analysis Ool For Ducted Propeller Systems in Open Water ConditionDokumen23 halamanA RANS-based Analysis Ool For Ducted Propeller Systems in Open Water ConditionLeonardo Duarte MilfontBelum ada peringkat
- Radix 64 ConversionDokumen13 halamanRadix 64 ConversionRajendra Prasad100% (1)
- Stokoe and Stokoe (2001) Plenary PaperDokumen10 halamanStokoe and Stokoe (2001) Plenary Paperjames_frankBelum ada peringkat
- Design and Analysis of Tension MemberDokumen29 halamanDesign and Analysis of Tension MemberJhianne Dulpina RoqueBelum ada peringkat
- The Role of Servicescape in Hotel Buffet Restaurant 2169 0286 1000152Dokumen8 halamanThe Role of Servicescape in Hotel Buffet Restaurant 2169 0286 1000152ghada kotbBelum ada peringkat
- Aerodynamics MCQs on Low Speed AerodynamicsDokumen4 halamanAerodynamics MCQs on Low Speed AerodynamicsHarish MathiazhahanBelum ada peringkat
- Solving Problems by Searching: Artificial IntelligenceDokumen43 halamanSolving Problems by Searching: Artificial IntelligenceDai TrongBelum ada peringkat
- MCS 1st SemesterDokumen15 halamanMCS 1st SemesterRehman Ahmad Ch67% (3)
- New Wheel Model Simulates Vehicle Dynamics at StandstillDokumen4 halamanNew Wheel Model Simulates Vehicle Dynamics at StandstillLuca MidaliBelum ada peringkat
- Natural Frequency C ProgramDokumen18 halamanNatural Frequency C ProgramprateekBelum ada peringkat
- ME 354A Vibration Problems and SolutionsDokumen4 halamanME 354A Vibration Problems and SolutionsAkhilBelum ada peringkat
- Decimal and Fraction Concepts for Fourth GradersDokumen6 halamanDecimal and Fraction Concepts for Fourth GradersSharmaine VenturaBelum ada peringkat
- Lecture 5Dokumen7 halamanLecture 5sivamadhaviyamBelum ada peringkat
- Structure Chap-7 Review ExDokumen7 halamanStructure Chap-7 Review Exabenezer g/kirstosBelum ada peringkat
- Bs 8666 of 2005 Bas Shape CodesDokumen5 halamanBs 8666 of 2005 Bas Shape CodesopulitheBelum ada peringkat
- University of Cebu - Main Campus: College of Hospitality ManagementDokumen2 halamanUniversity of Cebu - Main Campus: College of Hospitality ManagementJayvee LumayagBelum ada peringkat
- Gpelab A Matlab Toolbox For Computing Stationary Solutions and Dynamics of Gross-Pitaevskii Equations (Gpe)Dokumen122 halamanGpelab A Matlab Toolbox For Computing Stationary Solutions and Dynamics of Gross-Pitaevskii Equations (Gpe)Pol MestresBelum ada peringkat
- Report On Fingerprint Recognition SystemDokumen9 halamanReport On Fingerprint Recognition Systemaryan singhalBelum ada peringkat
- Asynchronous Activity 4: Case 1Dokumen3 halamanAsynchronous Activity 4: Case 1John Carlo TolentinoBelum ada peringkat
- Magnetic Field Splitting of Spectral LinesDokumen2 halamanMagnetic Field Splitting of Spectral LinesSio MoBelum ada peringkat
- 1ST Unit Test (2023-24)Dokumen1 halaman1ST Unit Test (2023-24)Ansh ThakurBelum ada peringkat
- Data Exploration in Python PDFDokumen1 halamanData Exploration in Python PDFTuncay SakaogluBelum ada peringkat
- Fisika Zat Padat I: Dosen: Dr. Iwantono, M.Phil Jurusan Fisika Fmipa-UrDokumen78 halamanFisika Zat Padat I: Dosen: Dr. Iwantono, M.Phil Jurusan Fisika Fmipa-UrMailestari Wina YanceBelum ada peringkat
- Docs Slides Lecture1Dokumen31 halamanDocs Slides Lecture1PravinkumarGhodakeBelum ada peringkat
- Intro to Algorithms & Data Structures LectureDokumen30 halamanIntro to Algorithms & Data Structures LectureSaqib SherBelum ada peringkat
- Strength of Materials MarksDokumen28 halamanStrength of Materials Markslogeshboy007Belum ada peringkat
- Renormalization Made Easy, BaezDokumen11 halamanRenormalization Made Easy, BaezdbranetensionBelum ada peringkat
- Workshop User Guide of GrafcetDokumen150 halamanWorkshop User Guide of GrafcetJames HabibBelum ada peringkat
- Stephen Colbert's Midnight ConfessionsDari EverandStephen Colbert's Midnight ConfessionsPenilaian: 4 dari 5 bintang4/5 (125)
- You Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherDari EverandYou Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherBelum ada peringkat
- The Smartest Book in the World: A Lexicon of Literacy, A Rancorous Reportage, A Concise Curriculum of CoolDari EverandThe Smartest Book in the World: A Lexicon of Literacy, A Rancorous Reportage, A Concise Curriculum of CoolPenilaian: 4 dari 5 bintang4/5 (14)
- The Importance of Being Earnest: Classic Tales EditionDari EverandThe Importance of Being Earnest: Classic Tales EditionPenilaian: 4.5 dari 5 bintang4.5/5 (42)
- Welcome to the United States of Anxiety: Observations from a Reforming NeuroticDari EverandWelcome to the United States of Anxiety: Observations from a Reforming NeuroticPenilaian: 3.5 dari 5 bintang3.5/5 (10)
- The House at Pooh Corner - Winnie-the-Pooh Book #4 - UnabridgedDari EverandThe House at Pooh Corner - Winnie-the-Pooh Book #4 - UnabridgedPenilaian: 4.5 dari 5 bintang4.5/5 (5)
- The Inimitable Jeeves [Classic Tales Edition]Dari EverandThe Inimitable Jeeves [Classic Tales Edition]Penilaian: 5 dari 5 bintang5/5 (3)
- The Asshole Survival Guide: How to Deal with People Who Treat You Like DirtDari EverandThe Asshole Survival Guide: How to Deal with People Who Treat You Like DirtPenilaian: 4 dari 5 bintang4/5 (60)
- Lessons from Tara: Life Advice from the World's Most Brilliant DogDari EverandLessons from Tara: Life Advice from the World's Most Brilliant DogPenilaian: 4.5 dari 5 bintang4.5/5 (42)
- Other People's Dirt: A Housecleaner's Curious AdventuresDari EverandOther People's Dirt: A Housecleaner's Curious AdventuresPenilaian: 3.5 dari 5 bintang3.5/5 (104)
- Stiff: The Curious Lives of Human CadaversDari EverandStiff: The Curious Lives of Human CadaversPenilaian: 4 dari 5 bintang4/5 (3875)
- The Comedians in Cars Getting Coffee BookDari EverandThe Comedians in Cars Getting Coffee BookPenilaian: 4.5 dari 5 bintang4.5/5 (8)
- Sexual Bloopers: An Outrageous, Uncensored Collection of People's Most Embarrassing X-Rated FumblesDari EverandSexual Bloopers: An Outrageous, Uncensored Collection of People's Most Embarrassing X-Rated FumblesPenilaian: 3.5 dari 5 bintang3.5/5 (7)
- Humorous American Short Stories: Selections from Mark Twain, O. Henry, James Thurber, Kurt Vonnegut, Jr. and moreDari EverandHumorous American Short Stories: Selections from Mark Twain, O. Henry, James Thurber, Kurt Vonnegut, Jr. and moreBelum ada peringkat
- Si-cology 1: Tales and Wisdom from Duck Dynasty's Favorite UncleDari EverandSi-cology 1: Tales and Wisdom from Duck Dynasty's Favorite UnclePenilaian: 4.5 dari 5 bintang4.5/5 (16)
- The Best Joke Book (Period): Hundreds of the Funniest, Silliest, Most Ridiculous Jokes EverDari EverandThe Best Joke Book (Period): Hundreds of the Funniest, Silliest, Most Ridiculous Jokes EverPenilaian: 3.5 dari 5 bintang3.5/5 (4)