Anda mungkin juga menyukai
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDari EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsPenilaian: 4.5 dari 5 bintang4.5/5 (10)
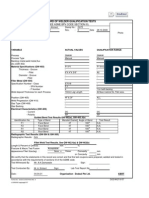
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- WPQ 282Dokumen1 halamanWPQ 282proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)ravi00098Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywar100% (1)