Anda mungkin juga menyukai
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitDari EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitBelum ada peringkat
- 07 Compressed Air SolutionsDokumen36 halaman07 Compressed Air Solutionsvlcmstne04Belum ada peringkat
- Aircraft System 1 - Pneumatic SystemDokumen14 halamanAircraft System 1 - Pneumatic SystemAndreas.G100% (1)
- Hvac TrainingDokumen33 halamanHvac TrainingABHILASH THAKREBelum ada peringkat
- Terms FlumachDokumen53 halamanTerms FlumachYhuloopz AlvarezBelum ada peringkat
- C3 Air-Conditioning ComponentsDokumen23 halamanC3 Air-Conditioning Componentshafiz_yusoff1620Belum ada peringkat
- 3B - Inst - Control ValveDokumen31 halaman3B - Inst - Control ValveMystic AamirBelum ada peringkat
- Control Valve - Theory & SizingDokumen29 halamanControl Valve - Theory & SizingSandeep KulathapallilBelum ada peringkat
- W.RT. Reciprocating Air Compressor Explain The Cause of The Following FaultsDokumen51 halamanW.RT. Reciprocating Air Compressor Explain The Cause of The Following FaultsSri VasanBelum ada peringkat
- Winterization GuideDokumen8 halamanWinterization GuidelpaslgirlBelum ada peringkat
- Contorl ValvesDokumen8 halamanContorl ValvesGaurav MishraBelum ada peringkat
- Aban Ejector TrainingDokumen39 halamanAban Ejector TrainingChiranjeet JenaBelum ada peringkat
- Irrigation WinterizationDokumen3 halamanIrrigation WinterizationRFowlerNHBelum ada peringkat
- Experiment No # 03: ObjectiveDokumen4 halamanExperiment No # 03: ObjectiveMuhammad Toseef ChohanBelum ada peringkat
- Automotive AC SystemDokumen23 halamanAutomotive AC SystemTanzim Rafat AyonBelum ada peringkat
- 12 Air Starting of Diesel EnginesDokumen26 halaman12 Air Starting of Diesel EnginesCurtler PaquibotBelum ada peringkat
- Submitted By: Mohammed Murshid M Mechanical DeptDokumen25 halamanSubmitted By: Mohammed Murshid M Mechanical DeptMurshid MurshiBelum ada peringkat
- DsairelimDokumen10 halamanDsairelimGerman Felipe TorresBelum ada peringkat
- Separation of Oil, GasDokumen81 halamanSeparation of Oil, Gasnilay05100% (4)
- Pneumatic SystemsDokumen74 halamanPneumatic SystemsInzamam Ul HaqueBelum ada peringkat
- Blowdown ValvesDokumen6 halamanBlowdown ValvesKyrie AbayaBelum ada peringkat
- Air CompressorsDokumen16 halamanAir CompressorsRachitBelum ada peringkat
- Refrigeration and Air Conditioning Lab: Mansoura University Faculty of Engineering Mechanical Power Department 4 YearDokumen9 halamanRefrigeration and Air Conditioning Lab: Mansoura University Faculty of Engineering Mechanical Power Department 4 YearKhaled HakimBelum ada peringkat
- 09 Air Start SystemDokumen41 halaman09 Air Start SystemJaimin TandelBelum ada peringkat
- Refrigerant Leakage and Detection - Charging of Refrigerant - System ControlsDokumen22 halamanRefrigerant Leakage and Detection - Charging of Refrigerant - System ControlsS R Akhil KrishnanBelum ada peringkat
- Instrument Air Compressor PDFDokumen54 halamanInstrument Air Compressor PDFpradeep1987cool100% (1)
- Startup of An Air Separation PlantDokumen3 halamanStartup of An Air Separation Plantcymy0% (1)
- Oil and Gas Separation System and Process: Unit-4Dokumen18 halamanOil and Gas Separation System and Process: Unit-4Rinkesh GuptaBelum ada peringkat
- User Manual Warnings: Safety & CleanlinessDokumen6 halamanUser Manual Warnings: Safety & Cleanlinessder ApfelBelum ada peringkat
- Boiler Operation Made Easy: Procedure For Starting and Stopping A BoilerDokumen24 halamanBoiler Operation Made Easy: Procedure For Starting and Stopping A BoilerBanshi Lal MaanBelum ada peringkat
- Boiler Mountings PDFDokumen47 halamanBoiler Mountings PDFZohaib Alam100% (1)
- 1.air Washer ManualDokumen3 halaman1.air Washer ManualAmit Balot100% (1)
- Selection and Sizing of Air Release Valves-R1Dokumen22 halamanSelection and Sizing of Air Release Valves-R1Jaspal SinghBelum ada peringkat
- EvaporatingDokumen5 halamanEvaporatingFadhil KhalidBelum ada peringkat
- Design of Pneumatic and Electro-Pneumatic CircuitsDokumen8 halamanDesign of Pneumatic and Electro-Pneumatic Circuitstani55Belum ada peringkat
- Control Valve FundamentalsDokumen241 halamanControl Valve FundamentalsHarpreet SutdharBelum ada peringkat
- Four Stroke Diesel EngineDokumen17 halamanFour Stroke Diesel Engineamirsyawal87Belum ada peringkat
- Nanni T4.200 Boat EngineDokumen84 halamanNanni T4.200 Boat EngineAndrea Cabianca Silvia ScarpaBelum ada peringkat
- Introduction To Practical PneumaticsDokumen28 halamanIntroduction To Practical PneumaticsAjay PesadoBelum ada peringkat
- Air Valves For Offshore and Seawater ApplicationsDokumen4 halamanAir Valves For Offshore and Seawater ApplicationsSergio MuñozBelum ada peringkat
- The Air Starting System How An Engine Starts On AirDokumen6 halamanThe Air Starting System How An Engine Starts On AirBharatiyulamBelum ada peringkat
- Unit 3 - Elements of AutomationDokumen57 halamanUnit 3 - Elements of AutomationGautham BVBelum ada peringkat
- MICROPHOR Manual24563MicroflushGBHDokumen14 halamanMICROPHOR Manual24563MicroflushGBHwarrimaint28094Belum ada peringkat
- Resol FlowSol B Installation ManualDokumen8 halamanResol FlowSol B Installation ManualDan JungBelum ada peringkat
- 6035 L2u205 PPT Outcome3Dokumen43 halaman6035 L2u205 PPT Outcome3shahin.noktehdan4102Belum ada peringkat
- Questions For OralDokumen17 halamanQuestions For OralQaiser khanBelum ada peringkat
- Dorot Plastic Air Valve - DAV-PDokumen12 halamanDorot Plastic Air Valve - DAV-PShai Ben-ArieBelum ada peringkat
- Selection and Sizing of Air Release Valves PDFDokumen22 halamanSelection and Sizing of Air Release Valves PDFMilenko TulencicBelum ada peringkat
- Control Valve SizingDokumen9 halamanControl Valve Sizingjmclaug502Belum ada peringkat
- Generator Hydrogen CoolingDokumen31 halamanGenerator Hydrogen CoolingAshwani Dogra67% (3)
- Drains On Engine Room MachineryDokumen11 halamanDrains On Engine Room MachineryReeta SingjBelum ada peringkat
- Pressure TestingDokumen27 halamanPressure Testingsaie_1Belum ada peringkat
- Fresh Water Generator On ShipsDokumen19 halamanFresh Water Generator On ShipsSheshraj VernekarBelum ada peringkat
- Unit 24: Applications of Pneumatics and HydraulicsDokumen11 halamanUnit 24: Applications of Pneumatics and HydraulicsEmad ElsaidBelum ada peringkat
- Module 2Dokumen60 halamanModule 2ABDULLA MOHAMED AHMED JASIM ASHOORBelum ada peringkat
- 6035 L2u205 PPT Outcome3Dokumen44 halaman6035 L2u205 PPT Outcome3Adrian JugariuBelum ada peringkat
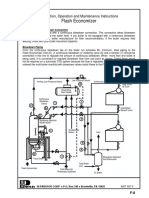
- Flash Economizer: Installation, Operation and Maintenance InstructionsDokumen2 halamanFlash Economizer: Installation, Operation and Maintenance InstructionsMaximilianoRodrigoCabestreroBelum ada peringkat
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingDari EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingPenilaian: 5 dari 5 bintang5/5 (3)
- Prevention of Actuator Emissions in the Oil and Gas IndustryDari EverandPrevention of Actuator Emissions in the Oil and Gas IndustryBelum ada peringkat
- ManualDokumen74 halamanManualEgi Agusti MaulanaBelum ada peringkat
- How It Works: 1. Normal ProtectionDokumen1 halamanHow It Works: 1. Normal ProtectioncabekiladBelum ada peringkat
- Manualbook c04499715Dokumen87 halamanManualbook c04499715cabekiladBelum ada peringkat
- ManualDokumen74 halamanManualEgi Agusti MaulanaBelum ada peringkat
- SEFAR - Milling PPT Stretching Systems 2015 (Lecture Seule)Dokumen37 halamanSEFAR - Milling PPT Stretching Systems 2015 (Lecture Seule)cabekiladBelum ada peringkat
- Engl Pricelist 02 2014Dokumen21 halamanEngl Pricelist 02 2014cabekiladBelum ada peringkat
- WG 2013 12 01 PDFDokumen104 halamanWG 2013 12 01 PDFcabekiladBelum ada peringkat
- Wak20060id PDFDokumen3 halamanWak20060id PDFcabekiladBelum ada peringkat
- Facts About Pneumatic Ship Unloaders: LimitationsDokumen2 halamanFacts About Pneumatic Ship Unloaders: LimitationscabekiladBelum ada peringkat
- WG 2011 04 01Dokumen120 halamanWG 2011 04 01cabekiladBelum ada peringkat
- KoflokDokumen5 halamanKoflokcabekiladBelum ada peringkat
- g52 Grain Storage Guide 3rd EditionDokumen28 halamang52 Grain Storage Guide 3rd EditioncabekiladBelum ada peringkat
- Us 5024295Dokumen18 halamanUs 5024295cabekiladBelum ada peringkat
- Trouble Bohay Susah HidupDokumen1 halamanTrouble Bohay Susah HidupcabekiladBelum ada peringkat
- Study Electric Vs HydraulicDokumen7 halamanStudy Electric Vs HydrauliccabekiladBelum ada peringkat
- PLC FuzzyDokumen9 halamanPLC FuzzycabekiladBelum ada peringkat
- Basic Level Training Process ValveDokumen3 halamanBasic Level Training Process ValvecabekiladBelum ada peringkat
- Analog Fuzzy Controller Circuit Design For Control ApplicationsDokumen6 halamanAnalog Fuzzy Controller Circuit Design For Control ApplicationscabekiladBelum ada peringkat
- HP Nokia 5130 Manual BookDokumen82 halamanHP Nokia 5130 Manual BookcabekiladBelum ada peringkat
- Modul Sistem CerdasDokumen55 halamanModul Sistem CerdascabekiladBelum ada peringkat
- Actuators Module 3 - Sizing of ActuatorsDokumen16 halamanActuators Module 3 - Sizing of ActuatorscabekiladBelum ada peringkat
- Design and Implementation of A Fuzzy Elevator Group Control SystemDokumen11 halamanDesign and Implementation of A Fuzzy Elevator Group Control SystemcabekiladBelum ada peringkat
- Ideal Lift KinematicsDokumen16 halamanIdeal Lift KinematicscabekiladBelum ada peringkat
- Improvements To The Up Peak Round Trip Time CalculationDokumen7 halamanImprovements To The Up Peak Round Trip Time CalculationcabekiladBelum ada peringkat
- PI Trouble ShootingDokumen9 halamanPI Trouble ShootingcabekiladBelum ada peringkat
- Guidelines On Energy Efficiency of LiftnEsc Installations 2007Dokumen31 halamanGuidelines On Energy Efficiency of LiftnEsc Installations 2007cabekiladBelum ada peringkat
- Microsoft Excel 2007 TutorialDokumen98 halamanMicrosoft Excel 2007 Tutorialmy_ke20296% (27)
- Introduction To Material HandlingDokumen244 halamanIntroduction To Material HandlingAreda100% (3)