Anda mungkin juga menyukai
- Pressure Vessel Inspection and DesignDokumen48 halamanPressure Vessel Inspection and DesignMohammed Raje100% (2)
- ASME Pressure Vessel Joint EfficienciesDokumen4 halamanASME Pressure Vessel Joint EfficienciesliamcsBelum ada peringkat
- Inspection and Test Plan For Pressure VesselDokumen2 halamanInspection and Test Plan For Pressure Vesselalokbdas50% (2)
- Pressure Vessel Plate RequirementsDokumen71 halamanPressure Vessel Plate RequirementsVILLANUEVA_DANIEL2064100% (2)
- Pressure Vessel Inspection 01Dokumen9 halamanPressure Vessel Inspection 01Bhavani PrasadBelum ada peringkat
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsDari EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsPenilaian: 4 dari 5 bintang4/5 (12)
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersDari EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersPenilaian: 3.5 dari 5 bintang3.5/5 (19)
- Pressure Vessel InspectionDokumen44 halamanPressure Vessel Inspectionأحمد صبحى100% (4)
- ASME Pressure Vessel Certification Process for ManufacturersDokumen4 halamanASME Pressure Vessel Certification Process for ManufacturersalokbdasBelum ada peringkat
- Owner-User Pressure Equipment Integrity ManagementDokumen43 halamanOwner-User Pressure Equipment Integrity ManagementInspection EngineerBelum ada peringkat
- Onshore Regeneration Gas Subcooler Internal Inspection ProcedureDokumen16 halamanOnshore Regeneration Gas Subcooler Internal Inspection Procedurekptl6185Belum ada peringkat
- Occidental Oil and Gas pressure vessel inspectionDokumen17 halamanOccidental Oil and Gas pressure vessel inspectionedwinsazzzBelum ada peringkat
- Pressure Vessel Fabrication, Testing, and Inspection StandardsDokumen70 halamanPressure Vessel Fabrication, Testing, and Inspection Standardsjishnunelliparambil100% (1)
- Pressure Vessel Dimension InspectionDokumen12 halamanPressure Vessel Dimension Inspectionalokbdas100% (3)
- PNEUMATIC TESTDokumen2 halamanPNEUMATIC TESTdyke_engg50% (2)
- TPI For Pressure VesselDokumen10 halamanTPI For Pressure VesselBhavani Prasad100% (2)
- Pressure Vessel Inspection Procedure Rev.2Dokumen24 halamanPressure Vessel Inspection Procedure Rev.2Ariq Fauzan100% (7)
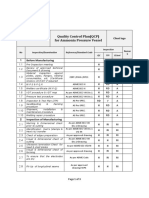
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDokumen3 halamanQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- Pressure VesselDokumen80 halamanPressure Vesselkart_rl75% (4)
- Pressure Vessel Fabrication InspectionDokumen82 halamanPressure Vessel Fabrication InspectionHrishikesan100% (3)
- PSV TestingDokumen26 halamanPSV Testingmanoj thakkar100% (1)
- Inspection of Unfired Pressure VesselsDokumen35 halamanInspection of Unfired Pressure Vesselstbmari100% (7)
- SBU-Quality Services Valves Inspection GuideDokumen85 halamanSBU-Quality Services Valves Inspection GuideAnand Kesarkar86% (7)
- Pressure Vessel Repair ProcedureDokumen7 halamanPressure Vessel Repair ProcedureAndy UgohBelum ada peringkat
- Visual Inspection of Tanks & Pressure VesselsDokumen29 halamanVisual Inspection of Tanks & Pressure VesselsShahul Hameed Razik100% (5)
- Maintenanc and Repair of Pressure VesselsDokumen93 halamanMaintenanc and Repair of Pressure VesselsVimin Prakash100% (12)
- Introduction To Pressure VesselsDokumen52 halamanIntroduction To Pressure VesselsAkankshya Mishra100% (4)
- Maintenance and Repair of Pressure VesselsDokumen81 halamanMaintenance and Repair of Pressure Vesselsjishnunelliparambil100% (3)
- Welding Inspection Pressure VesselDokumen37 halamanWelding Inspection Pressure Vesselken100% (3)
- Vessel Inspection ProcedureDokumen16 halamanVessel Inspection Proceduremahmoud_elnaggar_5100% (2)
- API 598 Testing Procedure-20130720-032647Dokumen2 halamanAPI 598 Testing Procedure-20130720-032647JOMAGUES100% (1)
- Piping Inspect & Testing ProcedureDokumen11 halamanPiping Inspect & Testing ProcedureErlanggaBonaparteBelum ada peringkat
- Fabrication of Pressure Vessels PDFDokumen2 halamanFabrication of Pressure Vessels PDFRachel0% (1)
- PIPING PNEUMATIC TEST PROCEDUREDokumen2 halamanPIPING PNEUMATIC TEST PROCEDUREruzla67% (3)
- API 510 PREPARATION CLASSDokumen162 halamanAPI 510 PREPARATION CLASSAli Ahmed100% (3)
- Itp VesselDokumen4 halamanItp VesselHakim BaihaqiBelum ada peringkat
- API 510 PV Inspection ChecklistDokumen9 halamanAPI 510 PV Inspection ChecklistSreekumar SBelum ada peringkat
- SGS Oil, Gas & Chemical Services Provides Tank Calibration Using ORLM TechniqueDokumen5 halamanSGS Oil, Gas & Chemical Services Provides Tank Calibration Using ORLM TechniqueJahidul Islam100% (1)
- API 510 External Inspection ChecklistDokumen3 halamanAPI 510 External Inspection ChecklistMetallurgist007100% (3)
- Inspection and Testing Plan for Pressure VesselDokumen6 halamanInspection and Testing Plan for Pressure Vesselmuhammad afrizalBelum ada peringkat
- Heat Exchanger InspectionDokumen7 halamanHeat Exchanger InspectionHamid Albashir100% (1)
- Inspection of Unfired Pressure Vessel Std-128Dokumen34 halamanInspection of Unfired Pressure Vessel Std-128dyke_engg100% (1)
- Summary of ASME Section VIIIDokumen3 halamanSummary of ASME Section VIIIAMALENDU PAUL100% (2)
- Third Party Inspection For Storage TankDokumen8 halamanThird Party Inspection For Storage TankGeroldo 'Rollie' L. QuerijeroBelum ada peringkat
- Mawp and MDMT Calculations PDFDokumen5 halamanMawp and MDMT Calculations PDFobuse100% (7)
- API 572 Inspection of Pressure VesselsDokumen14 halamanAPI 572 Inspection of Pressure VesselsTahseen JwadBelum ada peringkat
- ASME Section VIII Pressure Vessel Quality ManualDokumen51 halamanASME Section VIII Pressure Vessel Quality ManualNguyen Duc Dung75% (4)
- Piping External Visual Inspection ProcedureDokumen3 halamanPiping External Visual Inspection Procedurecamasa2011100% (1)
- 静设备英文 Static Equipment Installation ProcedureDokumen6 halaman静设备英文 Static Equipment Installation Procedurejie100% (4)
- Piping QuestionsDokumen13 halamanPiping QuestionsMani KantaBelum ada peringkat
- Hydrotest & Pneumatic TestDokumen3 halamanHydrotest & Pneumatic TestjokishBelum ada peringkat
- Asset Integrity Management A Complete Guide - 2020 EditionDari EverandAsset Integrity Management A Complete Guide - 2020 EditionBelum ada peringkat
- Corrosion - ControlDokumen10 halamanCorrosion - ControlJithin FrancizBelum ada peringkat
- Pressure Vessel InspectionsDokumen8 halamanPressure Vessel InspectionsCepi Sindang KamulanBelum ada peringkat
- Pressure Vessel RT Test RequirementsDokumen3 halamanPressure Vessel RT Test RequirementsYetkin Erdoğan100% (1)
- Pressure Vessel InspectionsDokumen41 halamanPressure Vessel InspectionsJJBelum ada peringkat
- Pressure Vessel RT TestDokumen4 halamanPressure Vessel RT TestalokbdasBelum ada peringkat
- ASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasDokumen9 halamanASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasShieeplBelum ada peringkat
- ASME Sec VIII the most common code for oil & gas pressure vesselsDokumen14 halamanASME Sec VIII the most common code for oil & gas pressure vesselsShieeplBelum ada peringkat
- ASME Sec VIII the most common code for oil & gas pressure vesselsDokumen13 halamanASME Sec VIII the most common code for oil & gas pressure vesselsShieeplBelum ada peringkat
- Welding Requirements: Suggestions For Welding Stainless SteelDokumen7 halamanWelding Requirements: Suggestions For Welding Stainless SteelStephanie WebbBelum ada peringkat
- Types Vgof Reheating FurnacesDokumen5 halamanTypes Vgof Reheating FurnacesNiladri BhattacharyyaBelum ada peringkat
- Profile Format Niladri BhattacharyyaDokumen2 halamanProfile Format Niladri BhattacharyyaStephanie WebbBelum ada peringkat
- FiltrationDokumen18 halamanFiltrationStephanie WebbBelum ada peringkat
- Inergen Sizing CalculationDokumen3 halamanInergen Sizing CalculationStephanie Webb0% (1)
- Inergen Sizing CalculationDokumen3 halamanInergen Sizing CalculationStephanie Webb0% (1)
- NFPADokumen1 halamanNFPAStephanie WebbBelum ada peringkat
- Blueprints 3 - Booleans: Unreal 4Dokumen2 halamanBlueprints 3 - Booleans: Unreal 4Janice RinBelum ada peringkat
- 07-Onboarding FunnelDokumen4 halaman07-Onboarding FunnelmirzynomiBelum ada peringkat
- Experiment No. 5 Demonstration of Continuity Equation: I. ObjectivesDokumen5 halamanExperiment No. 5 Demonstration of Continuity Equation: I. ObjectivesMark B. Barroga100% (1)
- Circular Singly Linked List: Data Structures Using C Satish 8886503423Dokumen32 halamanCircular Singly Linked List: Data Structures Using C Satish 8886503423Singanamalla jyoshnaBelum ada peringkat
- Pruebas y Ajustes r1300GDokumen21 halamanPruebas y Ajustes r1300GYersonBelum ada peringkat
- Transient AnalysisDokumen19 halamanTransient AnalysisjoselosabeloBelum ada peringkat
- TP672P 330-350W poly moduleDokumen2 halamanTP672P 330-350W poly moduleAchrafSaadaouiBelum ada peringkat
- AQUALERT 6051 Hardness Analyze RDokumen2 halamanAQUALERT 6051 Hardness Analyze RSarmiento HerminioBelum ada peringkat
- Aruba ClearPass Essentials, Rev. 20.11Dokumen3 halamanAruba ClearPass Essentials, Rev. 20.11ru4angelBelum ada peringkat
- Ship Design Vents GuideDokumen3 halamanShip Design Vents GuideghadirsarkisBelum ada peringkat
- Systematic Review For AI-based Language Learning Tools: Jin Ha Woo Heeyoul ChoiDokumen10 halamanSystematic Review For AI-based Language Learning Tools: Jin Ha Woo Heeyoul ChoiAgron TeliBelum ada peringkat
- Hotel Management System: Minor Project Sem - V BCADokumen8 halamanHotel Management System: Minor Project Sem - V BCABaba BakchodBelum ada peringkat
- Technical-Vocational-Livelihood Computer Systems Servicing NC Ii Quarter 3 - Module 3Dokumen13 halamanTechnical-Vocational-Livelihood Computer Systems Servicing NC Ii Quarter 3 - Module 3Avigail Valeza-PadillaBelum ada peringkat
- 5c2097a335af3a7484d625ac - Sara Sae BOP Accumulators - ManifoldsDokumen14 halaman5c2097a335af3a7484d625ac - Sara Sae BOP Accumulators - ManifoldsMuthia AstriBelum ada peringkat
- OOC Super Important TieDokumen3 halamanOOC Super Important TiePrajval KpBelum ada peringkat
- General Operating-Instructions-DXC V1.1 200810 ENDokumen36 halamanGeneral Operating-Instructions-DXC V1.1 200810 ENWarBelum ada peringkat
- EagleBurgmann - E06092 - E2 - Mechanical Seals For Sorters - 03.11Dokumen2 halamanEagleBurgmann - E06092 - E2 - Mechanical Seals For Sorters - 03.11munhBelum ada peringkat
- Quantitative Economics with Julia SetupDokumen1.174 halamanQuantitative Economics with Julia SetupNasuoBelum ada peringkat
- Manpower Requisition Form - EngineerDokumen2 halamanManpower Requisition Form - EngineerYatendra TyagiBelum ada peringkat
- Scope of Work in GIS Sub StationDokumen63 halamanScope of Work in GIS Sub StationsparkCEBelum ada peringkat
- Artificial Intelligence For BusinessDokumen103 halamanArtificial Intelligence For Businesssachjithm1Belum ada peringkat
- CanecoBT INST101 ENGDokumen1 halamanCanecoBT INST101 ENGThomas ShelbyBelum ada peringkat
- Unearthing of Medicinal Plants Using Deep LearningDokumen7 halamanUnearthing of Medicinal Plants Using Deep LearningIJRASETPublicationsBelum ada peringkat
- (Ais) ReviewerDokumen12 halaman(Ais) Reviewerphia triesBelum ada peringkat
- Introduction To Biostatistics - Lecture 1 - Introduction and DescrDokumen49 halamanIntroduction To Biostatistics - Lecture 1 - Introduction and DescrFawaz Nasser AL-HeibshyBelum ada peringkat
- CS 1 - HirarcDokumen28 halamanCS 1 - HirarcMd EliasBelum ada peringkat
- Duze Cooling and Fire Extinguishing Systems For Tanks - EnglishDokumen18 halamanDuze Cooling and Fire Extinguishing Systems For Tanks - EnglishstroiebogdanBelum ada peringkat
- Affinity Service Manual Rev7Dokumen235 halamanAffinity Service Manual Rev7Ákos Lengyel100% (1)
- Non Regular Residents Registration For Tax PurposesDokumen9 halamanNon Regular Residents Registration For Tax Purposesno name isBelum ada peringkat
- Therblig Chart (17 MotionsDokumen10 halamanTherblig Chart (17 MotionsMarianne Tajanlangit BebitBelum ada peringkat