Anda mungkin juga menyukai
- 1. (c) 56 dan 502. (b) 40 dan 483. (b) 37 dan 534. (c) 34 dan 325. (c) 81 dan 2436. (a) 10 dan 97. (b) 4 dan 88. (b) 20 dan 289. (a) 28 dan 32Dokumen174 halaman1. (c) 56 dan 502. (b) 40 dan 483. (b) 37 dan 534. (c) 34 dan 325. (c) 81 dan 2436. (a) 10 dan 97. (b) 4 dan 88. (b) 20 dan 289. (a) 28 dan 32Sarjito80% (5)
- Contoh Soal Psikotes IstDokumen5 halamanContoh Soal Psikotes IstSarjitoBelum ada peringkat
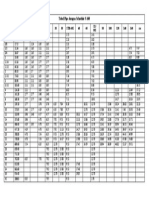
- Tabel Pipa dengan Schedule 5-160Dokumen1 halamanTabel Pipa dengan Schedule 5-160SarjitoBelum ada peringkat
- RODA GIGIDokumen25 halamanRODA GIGIInsyiBelum ada peringkat
- LAPORAN CNCDokumen25 halamanLAPORAN CNCDahlan Sule Cadda100% (1)
- Pengaruh Ketajaman Sudut Potong Pahat BubutDokumen9 halamanPengaruh Ketajaman Sudut Potong Pahat BubutNovi Kurniatie GustiBelum ada peringkat
- Laporan Mesin FraisDokumen16 halamanLaporan Mesin FraisIams Muhammad50% (2)
- OPTIMASI RODA GIGIDokumen15 halamanOPTIMASI RODA GIGIRaynaldi Saputro50% (2)
- CARA MENGASAH MATA BORDokumen2 halamanCARA MENGASAH MATA BORSelokanKumuhBelum ada peringkat
- M Nur SATRIO 1422110021 Kerja Praktek Overhoul Engine Colt DieselDokumen80 halamanM Nur SATRIO 1422110021 Kerja Praktek Overhoul Engine Colt Dieselnur satrio0% (1)
- Rangkuman Mesin BubutDokumen20 halamanRangkuman Mesin Bubutbeben_e67% (3)
- REKONDISI FRAISDokumen6 halamanREKONDISI FRAISBudi WijayaBelum ada peringkat
- Elemen Mesin Dasar: Analisis Trainer Sistem Transmisi V-Belt, Rantai, dan PulleyDokumen25 halamanElemen Mesin Dasar: Analisis Trainer Sistem Transmisi V-Belt, Rantai, dan PulleyWaddiaaw OfficialBelum ada peringkat
- Alat Ukur OtomotifDokumen14 halamanAlat Ukur Otomotifdina95safitriBelum ada peringkat
- MESIN GERINDADokumen8 halamanMESIN GERINDAGeovany FakhriBelum ada peringkat
- Karburator SistemDokumen12 halamanKarburator SistemAsaBelum ada peringkat
- Laporan Inspeksi MillingDokumen17 halamanLaporan Inspeksi MillingFatma YuliBelum ada peringkat
- Kopling SentrifugalDokumen91 halamanKopling Sentrifugaldwi_dop19Belum ada peringkat
- Perawatan Dan Perbaikan MesinDokumen12 halamanPerawatan Dan Perbaikan MesinVenditias YudhaBelum ada peringkat
- MESIN FRAISDokumen22 halamanMESIN FRAISSteven ChawBelum ada peringkat
- MAKALAH PERENCANAAN V-BELT PADA KOMPRESORDokumen29 halamanMAKALAH PERENCANAAN V-BELT PADA KOMPRESORI Made BudikeBelum ada peringkat
- Laporan Lengkap SkrapDokumen30 halamanLaporan Lengkap Skrapgoodmanpane100% (1)
- Proses Frais Roda GigiDokumen7 halamanProses Frais Roda GigiMada PerwiraBelum ada peringkat
- Bab 1,2,3,4 Dan 5Dokumen38 halamanBab 1,2,3,4 Dan 5Aidil.K.NasutionBelum ada peringkat
- RANGKA OPTIMALDokumen102 halamanRANGKA OPTIMALGuntur Pramana Edy PutraBelum ada peringkat
- Laporan Praktikum BubutDokumen50 halamanLaporan Praktikum BubutMohamad Syafi'i100% (1)
- OPTIMASI MESIN BORDokumen10 halamanOPTIMASI MESIN BORshowy nailulBelum ada peringkat
- Kata Pengantar dan Tujuan Praktikum Mesin BubutDokumen27 halamanKata Pengantar dan Tujuan Praktikum Mesin Bubutmuhammad abdul wahidBelum ada peringkat
- Laporan CNC KitaDokumen16 halamanLaporan CNC KitaRizka Mardatillah Alne100% (1)
- CNC Bagian Bagian Utama Mesin Bubut CNCDokumen8 halamanCNC Bagian Bagian Utama Mesin Bubut CNCKhusnu Rofi'q100% (1)
- ALAT PENGUKURDokumen36 halamanALAT PENGUKURAndry AfriantoBelum ada peringkat
- Laporan Perakitan Transmisi RantaiDokumen5 halamanLaporan Perakitan Transmisi RantaioksiBelum ada peringkat
- Tugas 1-Paper Pneumatic Dan HidraulikDokumen21 halamanTugas 1-Paper Pneumatic Dan Hidraulikarif nurhadi100% (1)
- ProposalDokumen16 halamanProposalRuhandy NajibzBelum ada peringkat
- BAB III Mesin SekrapDokumen25 halamanBAB III Mesin SekrapAskabul Kappo KappiBelum ada peringkat
- RodaGigiPayungDokumen9 halamanRodaGigiPayungYoga MalanoBelum ada peringkat
- Penandaan (Teori)Dokumen5 halamanPenandaan (Teori)adhybrusBelum ada peringkat
- Bab II Sistem PelumasanDokumen17 halamanBab II Sistem PelumasanIkhsan LyBelum ada peringkat
- Roda Gigi Strada TritonDokumen67 halamanRoda Gigi Strada TritonSPIDERMAN BAIK100% (1)
- Mesin Bor DudukDokumen2 halamanMesin Bor Dudukiksan mp100% (1)
- RANCANGAN ULANG KOPLING DAN RODA GIGIDokumen27 halamanRANCANGAN ULANG KOPLING DAN RODA GIGIAmien Abdoell100% (2)
- Desain Roda Gigi LurusDokumen13 halamanDesain Roda Gigi LurusRoni Sarifudin0% (1)
- Laporan Praktek Surface GrindingDokumen14 halamanLaporan Praktek Surface GrindingNiko Kautsar100% (1)
- SISTEM SUSPENSIDokumen15 halamanSISTEM SUSPENSIEdu EdaBelum ada peringkat
- Bantalan LuncurDokumen8 halamanBantalan LuncurAnonymous iv23D0Belum ada peringkat
- Analisa Gangguan Sistem Pelumasan Pada AvanzaDokumen10 halamanAnalisa Gangguan Sistem Pelumasan Pada AvanzaUmi ZaharBelum ada peringkat
- AlignmentDokumen9 halamanAlignmentyoni pratamaBelum ada peringkat
- MesinFraisDokumen13 halamanMesinFrais'Obay' Bayu Nugroho100% (1)
- OPTIMAL GEARDokumen31 halamanOPTIMAL GEARedikurniawanprasetyoBelum ada peringkat
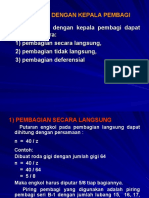
- MINGGU 10 KEPALA PEMBAGI Dividing HeadDokumen11 halamanMINGGU 10 KEPALA PEMBAGI Dividing HeadNur AiniBelum ada peringkat
- Diagram Sudut Pengantar Katup Motor 4 TakDokumen7 halamanDiagram Sudut Pengantar Katup Motor 4 TakIman Si Kunci InggrizBelum ada peringkat
- Cae Bab II Landasan Teori SiskaDokumen14 halamanCae Bab II Landasan Teori SiskaMuhammad FajarBelum ada peringkat
- Standardisasi Ulir Berdasarkan Bentuk Sisi Luar UlirDokumen13 halamanStandardisasi Ulir Berdasarkan Bentuk Sisi Luar UlirtomyBelum ada peringkat
- 4wheel SystemDokumen21 halaman4wheel SystemKeryy Sezaa Keryy100% (1)
- Depormasi Logam, FCC, CPM, BCCDokumen4 halamanDepormasi Logam, FCC, CPM, BCCJosua ManikBelum ada peringkat
- Makalah Kemiringan Dan KetegaklurusanDokumen14 halamanMakalah Kemiringan Dan Ketegaklurusanandresetyawan11111Belum ada peringkat
- Laporan Resmi Modul 1 Metrologi Industri Kelompok 3Dokumen68 halamanLaporan Resmi Modul 1 Metrologi Industri Kelompok 3Didin ShalahuddinBelum ada peringkat
- Laporan Resmi Modul 1 Metrologi Industri Kelompok 3Dokumen68 halamanLaporan Resmi Modul 1 Metrologi Industri Kelompok 3Didin ShalahuddinBelum ada peringkat
- PLS Mekanika SistemDokumen20 halamanPLS Mekanika SistemHenry Ardian IriantaBelum ada peringkat
- Alat - Alat Ukur - 22 - Sesi - 10Dokumen76 halamanAlat - Alat Ukur - 22 - Sesi - 10CPT GAMINGBelum ada peringkat
- MetrologiDokumen8 halamanMetrologiTanjung TambamboenBelum ada peringkat
- Modul 3 KetikDokumen32 halamanModul 3 KetikIbnuBelum ada peringkat
- OPTIMASI PENGUKURANDokumen58 halamanOPTIMASI PENGUKURANasrmltBelum ada peringkat
- Test Analogi Verbal (Korelasi Makna) PDFDokumen2 halamanTest Analogi Verbal (Korelasi Makna) PDFAdji Sukmana100% (8)
- Harga Traktor Tangan QUICKDokumen5 halamanHarga Traktor Tangan QUICKSarjitoBelum ada peringkat
- Cara Sangat Mudah Mengerjakan Soal Tes PsikotesDokumen5 halamanCara Sangat Mudah Mengerjakan Soal Tes PsikotesRinaldy ManurungBelum ada peringkat
- Tugas 3Dokumen4 halamanTugas 3SarjitoBelum ada peringkat
- Traktor Tangan Quick ImpalaDokumen2 halamanTraktor Tangan Quick ImpalaSarjitoBelum ada peringkat
- Latihan PsikotestDokumen44 halamanLatihan PsikotestSarjito50% (2)
- Latihan PsikotestDokumen44 halamanLatihan PsikotestSarjito50% (2)
- Bab IDokumen4 halamanBab ISarjitoBelum ada peringkat
- ISO 15607 WELDINGDokumen13 halamanISO 15607 WELDINGSarjitoBelum ada peringkat
- Ebook Teknisi Komputer Dan Laptop Pemula LengkapDokumen9 halamanEbook Teknisi Komputer Dan Laptop Pemula Lengkapyories01Belum ada peringkat
- WELDING TECHNOLOGY AND APPLICATION DOCUMENTDokumen50 halamanWELDING TECHNOLOGY AND APPLICATION DOCUMENTSarjitoBelum ada peringkat
- Tabel Pipa Dengan Schedule 5-160Dokumen2 halamanTabel Pipa Dengan Schedule 5-160SarjitoBelum ada peringkat
- Traktor PertanianDokumen9 halamanTraktor PertanianSarjitoBelum ada peringkat
- 82-Kayu PutihDokumen1 halaman82-Kayu PutihSarjitoBelum ada peringkat
- Bab1 Pengantar WebDokumen7 halamanBab1 Pengantar WebFukushiSotaBelum ada peringkat
- Contoh Soal TOEFLDokumen3 halamanContoh Soal TOEFLSarjitoBelum ada peringkat
- Daftar TogaDokumen9 halamanDaftar TogaSarjitoBelum ada peringkat
- Proposal Pembangunan Masjid Attaqwa 2 Graha Nusa Batam1Dokumen11 halamanProposal Pembangunan Masjid Attaqwa 2 Graha Nusa Batam1SarjitoBelum ada peringkat
- Software Untuk Blog Atau Website KitaDokumen3 halamanSoftware Untuk Blog Atau Website KitaSarjitoBelum ada peringkat
- Aa. Pendahuluan - Sistem SatuanDokumen3 halamanAa. Pendahuluan - Sistem SatuanSarjitoBelum ada peringkat
- PTPertaminaKPDokumen6 halamanPTPertaminaKPSarjitoBelum ada peringkat
- This Is My Blog-Pengertian Mesin CNCDokumen3 halamanThis Is My Blog-Pengertian Mesin CNCSarjitoBelum ada peringkat
- Osp08 Dasar Dasar Numerical ControlDokumen15 halamanOsp08 Dasar Dasar Numerical Controlarifinders100% (2)
- Class-Exercise CNC #1 PDFDokumen1 halamanClass-Exercise CNC #1 PDFSarjitoBelum ada peringkat
- Job Sheet Promo3Dokumen52 halamanJob Sheet Promo3Putra WajoBelum ada peringkat
- Makalah Turbin GasDokumen20 halamanMakalah Turbin GasSarjitoBelum ada peringkat