Anda mungkin juga menyukai
- Proceso de Fresa Madre CorregidoDokumen8 halamanProceso de Fresa Madre CorregidoKevin Pizarro JorgeBelum ada peringkat
- Proyecto de torno: fabricación de espiga en torno paraleloDokumen9 halamanProyecto de torno: fabricación de espiga en torno paralelogustavoBelum ada peringkat
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209Dari EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Belum ada peringkat
- Fresadora 1Dokumen57 halamanFresadora 1chatahomoBelum ada peringkat
- Mecanizado de ArbolesDokumen5 halamanMecanizado de ArbolesidexchimbiteBelum ada peringkat
- Examen de Maquinas HerramientaDokumen4 halamanExamen de Maquinas HerramientacastmatamorosBelum ada peringkat
- Practica MecanizadoDokumen9 halamanPractica MecanizadomarxeduBelum ada peringkat
- Prueba de Entrada - Jheremy Mendizabal SalasDokumen13 halamanPrueba de Entrada - Jheremy Mendizabal SalasBuynow BuynowBelum ada peringkat
- Seminario Problemas 2 Fundicion y Pulvimetalurgia PDFDokumen16 halamanSeminario Problemas 2 Fundicion y Pulvimetalurgia PDFLino Alvarado AstoquilcaBelum ada peringkat
- Escritorio PlegaforaDokumen78 halamanEscritorio PlegaforaGiomar Merino MoralesBelum ada peringkat
- Diseño de Una Máquina Dobladora de Tubos deDokumen29 halamanDiseño de Una Máquina Dobladora de Tubos dehsosa9175% (4)
- Velocidad de Corte y AvanceDokumen13 halamanVelocidad de Corte y AvanceSantiago FloresBelum ada peringkat
- Copia de Amef de Fresadora Kondia Fv-1Dokumen43 halamanCopia de Amef de Fresadora Kondia Fv-1Fredy GalindoBelum ada peringkat
- Cadena CinemáticaDokumen13 halamanCadena CinemáticaEd AntonioBelum ada peringkat
- Taller2 DecryptedDokumen113 halamanTaller2 DecryptedSamuel Lopez BenitesBelum ada peringkat
- Cuarto Informe de ManufacturaDokumen4 halamanCuarto Informe de ManufacturaDaniel CyarBelum ada peringkat
- ExamenDokumen14 halamanExamenAlexander Becerra MartínezBelum ada peringkat
- Aplicación de Rod en BombasDokumen32 halamanAplicación de Rod en Bombaslubricacion100% (1)
- Apuntes 2 Fundiones y Modelos de FundicionDokumen11 halamanApuntes 2 Fundiones y Modelos de FundicionPedro Soria Martinez100% (1)
- QuickServe Online - (4018649) Manual de Servicio Del QSK45 PDFDokumen7 halamanQuickServe Online - (4018649) Manual de Servicio Del QSK45 PDFJuan Carlos Becerra Otalvaro100% (1)
- Fuerzas en Procesos de TorneadoDokumen13 halamanFuerzas en Procesos de TorneadoVictor Sepúlveda100% (1)
- Bohler M238Dokumen7 halamanBohler M238Javot Ignacio RippesBelum ada peringkat
- Resumen FMEM50 Tornero FresadorDokumen3 halamanResumen FMEM50 Tornero FresadorAntonio Romero CaleroBelum ada peringkat
- Conexiones AtornilladasDokumen10 halamanConexiones AtornilladasFernando Gutiérrez UrzúaBelum ada peringkat
- Tipos de Torno y FresadoraDokumen25 halamanTipos de Torno y FresadoraNino Rojas ValverdeBelum ada peringkat
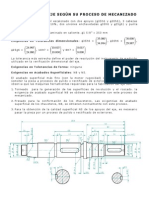
- Acotado de Un Eje Segun Su Proceso de MecanizadoDokumen7 halamanAcotado de Un Eje Segun Su Proceso de MecanizadoDiego CorreaBelum ada peringkat
- Propiedades de Los Moldes PermanentesDokumen90 halamanPropiedades de Los Moldes Permanentesmarquiños isaiasBelum ada peringkat
- Rectificado: cálculos de velocidad y tiempoDokumen11 halamanRectificado: cálculos de velocidad y tiempoIBAR SAUL MAMANI ALARCON100% (1)
- Operaciones de Mecanizado y Máquina HerramientaDokumen35 halamanOperaciones de Mecanizado y Máquina HerramientaCarlosSantanaBelum ada peringkat
- Tecnología Mecánica I: Procesos de fabricación, materiales y maquinadoDokumen6 halamanTecnología Mecánica I: Procesos de fabricación, materiales y maquinadoJuan Carlos Loza RodriguezBelum ada peringkat
- Cálculos de Engranaje (Fabricación en El Taller)Dokumen5 halamanCálculos de Engranaje (Fabricación en El Taller)mariacmantillabBelum ada peringkat
- Modelo BirdDokumen2 halamanModelo BirdLILIAN78% (23)
- Septima Evidencia Virtual Geometria Afilado de Buriles para TornoDokumen2 halamanSeptima Evidencia Virtual Geometria Afilado de Buriles para TornoNicolas Barrera PoloBelum ada peringkat
- HOJAS DE PROCESO Prensa de BancoDokumen23 halamanHOJAS DE PROCESO Prensa de BancoNadia CondeBelum ada peringkat
- Esmerilado 1 PDFDokumen15 halamanEsmerilado 1 PDFJuan Cho50% (2)
- Calculador de EngranajesDokumen1 halamanCalculador de EngranajesHERNANBelum ada peringkat
- Embutición y EstampadoDokumen29 halamanEmbutición y EstampadoErick GoyesBelum ada peringkat
- Practica Calificada de Fresadora 2Dokumen2 halamanPractica Calificada de Fresadora 2kevinBelum ada peringkat
- Bom para Una Lavadora Convencional PDFDokumen4 halamanBom para Una Lavadora Convencional PDFSteven GaravitoBelum ada peringkat
- EvaluacionDokumen2 halamanEvaluacionJherald J. CanchoBelum ada peringkat
- Colado en Molde PermanenteDokumen19 halamanColado en Molde Permanenteascharlyx50% (2)
- Segundo Parcial ProcesosDokumen2 halamanSegundo Parcial Procesosjorge humbertoBelum ada peringkat
- (393258855) 128913968 Copia de Amef de Fresadora Kondia FV 1Dokumen33 halaman(393258855) 128913968 Copia de Amef de Fresadora Kondia FV 1Yesid Fernando EstepaBelum ada peringkat
- Troqueles progresivos para altas produccionesDokumen49 halamanTroqueles progresivos para altas produccionesgiovannihurtadoBelum ada peringkat
- Fabricacion de Piezas TroqueladoDokumen26 halamanFabricacion de Piezas TroqueladoEduardo FernandezBelum ada peringkat
- Sierra de Mesa Table Saw: InstructivoDokumen24 halamanSierra de Mesa Table Saw: InstructivoNiicandroo Gomez100% (1)
- Mantenimiento preventivo de perforadora Jumbo Axera 5 EvoDokumen7 halamanMantenimiento preventivo de perforadora Jumbo Axera 5 EvoAnonymous bavJVtOjVBelum ada peringkat
- Manual para El RectificadoDokumen54 halamanManual para El RectificadoJOSE ABRAHAM CARDONA LOZOYABelum ada peringkat
- Preguntas Soldadura Tecno II 35 41 47Dokumen3 halamanPreguntas Soldadura Tecno II 35 41 47Rodrigo Gutierrez ArévaloBelum ada peringkat
- MatriceriaDokumen7 halamanMatriceriarozureBelum ada peringkat
- Rueda DentadaDokumen11 halamanRueda DentadaLuisf Ch BBelum ada peringkat
- Informe FresadoraDokumen8 halamanInforme FresadoraDiego Giraldo GiraldoBelum ada peringkat
- Mecanizado de Engranaje RectoDokumen15 halamanMecanizado de Engranaje Rectodenilson HcBelum ada peringkat
- Fabricación pieza mecánica con procesos de torneado cónico, roscado y fresadoDokumen12 halamanFabricación pieza mecánica con procesos de torneado cónico, roscado y fresadoGerardo Ignacio100% (1)
- Ranurado ExteriorDokumen6 halamanRanurado ExteriorBethza CalamaniBelum ada peringkat
- Laboratorio #6Dokumen5 halamanLaboratorio #6Joselin Rojas GuerraBelum ada peringkat
- Eje CilindradoDokumen13 halamanEje CilindradoChristian OrtizBelum ada peringkat
- Guia 3 Lab Tec MecDokumen5 halamanGuia 3 Lab Tec MecVALERIA ANDREA ZUBIETA MARTINEZBelum ada peringkat
- Rueda Dentada y Eje EstriadoDokumen9 halamanRueda Dentada y Eje EstriadoMarcelo LezcanoBelum ada peringkat
- Ccanto - Informe Del Plan de Trabajo para El Torneado Del EJE 2022Dokumen3 halamanCcanto - Informe Del Plan de Trabajo para El Torneado Del EJE 2022Jhonny Ccanto GBelum ada peringkat
- Certificado de Calidad / Quality Certificate: H-1045 RedondoDokumen2 halamanCertificado de Calidad / Quality Certificate: H-1045 Redondobravico260% (1)
- Ejecicios NeumatikaDokumen15 halamanEjecicios Neumatikabravico26Belum ada peringkat
- S5 Sistema de PosicionamientoDokumen30 halamanS5 Sistema de Posicionamientobravico26Belum ada peringkat
- s3 1 EstructuradelasmaquinascncDokumen22 halamans3 1 Estructuradelasmaquinascncbravico26Belum ada peringkat
- Gestion de Prod Galo Chavez.Dokumen25 halamanGestion de Prod Galo Chavez.bravico26Belum ada peringkat
- Htas Corte - Seleccion TornoDokumen44 halamanHtas Corte - Seleccion TornoAudy Alexander Martinez PlataBelum ada peringkat
- s4 Clasificasion de Los CaptadoresDokumen11 halamans4 Clasificasion de Los Captadoresbravico26Belum ada peringkat
- s3 Aramrio ElectricoDokumen23 halamans3 Aramrio Electricobravico26Belum ada peringkat
- s4 Clasificasion de Los CaptadoresDokumen11 halamans4 Clasificasion de Los Captadoresbravico26Belum ada peringkat
- s4 - 3 - Clasificasion de Los CaptadoresDokumen12 halamans4 - 3 - Clasificasion de Los Captadoresbravico26Belum ada peringkat
- Engranes HipoidalesDokumen25 halamanEngranes Hipoidalesbravico26Belum ada peringkat
- s2 Estructura y MicroprocesadoresDokumen15 halamans2 Estructura y Microprocesadoresbravico26Belum ada peringkat
- Dientes StubDokumen6 halamanDientes Stubbravico26Belum ada peringkat
- 1ra Evaluacion Parcial de Tecnologia IIIDokumen1 halaman1ra Evaluacion Parcial de Tecnologia IIIbravico26Belum ada peringkat
- Medición con calibradorDokumen23 halamanMedición con calibradorbravico26Belum ada peringkat
- Curso MetalografiaDokumen4 halamanCurso Metalografiabravico26Belum ada peringkat
- Tornos C.N.C.Dokumen10 halamanTornos C.N.C.bravico26Belum ada peringkat
- Herram. de CorteDokumen15 halamanHerram. de Cortebravico26Belum ada peringkat
- 1ra Evaluacion Parcial de Tecnologia IIIDokumen1 halaman1ra Evaluacion Parcial de Tecnologia IIIbravico26Belum ada peringkat
- Valvulas Direccionales PDFDokumen77 halamanValvulas Direccionales PDFWedneslao Lopez100% (4)
- Tornos C.N.C.Dokumen10 halamanTornos C.N.C.bravico26Belum ada peringkat
- Cortadora de hilo EDM: manual de operación del gabinete de control DK77Dokumen11 halamanCortadora de hilo EDM: manual de operación del gabinete de control DK77bravico26100% (1)
- RECTIFICADOCILINDRICODokumen2 halamanRECTIFICADOCILINDRICObravico26Belum ada peringkat
- Dibujos Ejercicios de AutocadDokumen76 halamanDibujos Ejercicios de Autocadbravico26Belum ada peringkat
- Diccionario TecnicoDokumen5 halamanDiccionario Tecnicobravico26Belum ada peringkat
- Cálculos en Cilindros HidráulicosDokumen4 halamanCálculos en Cilindros Hidráulicosbravico26Belum ada peringkat
- Contenido de Tecnologia III P FoldeDokumen1 halamanContenido de Tecnologia III P Foldebravico26Belum ada peringkat
- Bronces EspecialesDokumen28 halamanBronces Especialesbravico26Belum ada peringkat
- Aceites SolublesDokumen3 halamanAceites Solublesbravico26Belum ada peringkat
- PEMC Cuadro Sinóptico en EquipoDokumen4 halamanPEMC Cuadro Sinóptico en EquipoValeria LopezBelum ada peringkat
- Estancamiento de La Relacion: Cuando Discutimos Nuestros Problemas de Pareja: RespuestasDokumen2 halamanEstancamiento de La Relacion: Cuando Discutimos Nuestros Problemas de Pareja: RespuestasMelany RodriguezBelum ada peringkat
- PST para equipos de cocina y oficinaDokumen82 halamanPST para equipos de cocina y oficinaMilena NavarreteBelum ada peringkat
- Plantilla Inicial PacientesDokumen3 halamanPlantilla Inicial PacientesMIGUEL MATEUS TORRADO MARTINEZBelum ada peringkat
- Kit video portero hogar IP y analógoDokumen5 halamanKit video portero hogar IP y analógoWallace PovisBelum ada peringkat
- Prueba Contable - AuxiliaresDokumen5 halamanPrueba Contable - AuxiliaresBRIGITH SANABRIABelum ada peringkat
- Litiasis BiliarDokumen2 halamanLitiasis BiliarEsmeralda AlvarezBelum ada peringkat
- Clasificacion de Loa AlimetosDokumen9 halamanClasificacion de Loa AlimetosEdman CruzBelum ada peringkat
- Cap. 2 Introducción A La ConducciónDokumen8 halamanCap. 2 Introducción A La ConducciónAlcides Roa RománBelum ada peringkat
- Organización del conocimiento y lectura literalDokumen18 halamanOrganización del conocimiento y lectura literalYamilet Nieto GómezBelum ada peringkat
- CARBOHIDRATOSDokumen14 halamanCARBOHIDRATOSjesus alejandroBelum ada peringkat
- Determinación de propiedades termodinámicas en varios procesosDokumen5 halamanDeterminación de propiedades termodinámicas en varios procesosYiya botia morenoBelum ada peringkat
- Hyland - Postura y Afiliación Un Modelo de Interacción en El Discurso AcadémicoDokumen22 halamanHyland - Postura y Afiliación Un Modelo de Interacción en El Discurso Académicojavier100% (1)
- David_Araya_ tarea semana 4 logistica de almacenamiento iaccDokumen5 halamanDavid_Araya_ tarea semana 4 logistica de almacenamiento iaccDavid Araya NuñezBelum ada peringkat
- GUIA 2 SEXTO EmprendimientoDokumen5 halamanGUIA 2 SEXTO EmprendimientoAlexander Bedoya MosqueraBelum ada peringkat
- Diseño de Un DesarenadorDokumen14 halamanDiseño de Un DesarenadorAdder Juipa PozoBelum ada peringkat
- Resolución 058 Del MPPE Que Establece La Normativa y Procedimiento Del Consejo Educativo 2012Dokumen25 halamanResolución 058 Del MPPE Que Establece La Normativa y Procedimiento Del Consejo Educativo 2012Ana Carlota Leañez DelpinoBelum ada peringkat
- Magm 1501 T2Dokumen2 halamanMagm 1501 T2Viviana xiomara Vigo leonBelum ada peringkat
- Taller Presupuestos de Gastos Operacionales Y No OperacionalesDokumen3 halamanTaller Presupuestos de Gastos Operacionales Y No OperacionalesWilliam de Jesus Quintero DiazBelum ada peringkat
- Construccion Viga PDFDokumen85 halamanConstruccion Viga PDFPabloBelum ada peringkat
- 4° - Sesión - Compartimos Nuestro Díptico Sobre El Cuidado de La Salud"Dokumen5 halaman4° - Sesión - Compartimos Nuestro Díptico Sobre El Cuidado de La Salud"Rosa Estela Tavara NatividadBelum ada peringkat
- Exámen de Construcciones RuralesDokumen3 halamanExámen de Construcciones RuralesLukas Kat100% (1)
- Capitulo 10-1Dokumen16 halamanCapitulo 10-1Adriana TorresBelum ada peringkat
- 4F02 - Mcu Movimiento Circular UniformeDokumen4 halaman4F02 - Mcu Movimiento Circular UniformeTatiana RDBelum ada peringkat
- Variables lingüísticas crucigramaDokumen1 halamanVariables lingüísticas crucigramaCindy VargasBelum ada peringkat
- Cloruro de PotasioDokumen6 halamanCloruro de PotasioJuan Esteban Garcia FernandezBelum ada peringkat
- Equipos TrabajoDokumen5 halamanEquipos TrabajoJose Reyes100% (3)
- Huerta San FelipeDokumen3 halamanHuerta San FelipeLaura MartínezBelum ada peringkat
- Bacherolette - Sherri L KingDokumen54 halamanBacherolette - Sherri L Kingjussarab_5100% (1)
- Cuestionario EfecoDokumen3 halamanCuestionario EfecoRodrigoBelum ada peringkat