Anda mungkin juga menyukai
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDari EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceBelum ada peringkat
- Datasheet Phe OnwjDokumen1 halamanDatasheet Phe OnwjMamank Ira Sudrajat100% (1)
- Kia Sorento 2015 Service ManualDokumen20 halamanKia Sorento 2015 Service ManualMaria100% (56)
- MIS-M-DS-04053 50m3 Slop Tank Data Sheet-BDokumen2 halamanMIS-M-DS-04053 50m3 Slop Tank Data Sheet-Bhappale2002Belum ada peringkat
- Pressure Vessel Inspection ReportDokumen33 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Price Summary Sheet: Currency (Baht) 1.direct Work Cost Offer Price Cost ItemDokumen11 halamanPrice Summary Sheet: Currency (Baht) 1.direct Work Cost Offer Price Cost Itemchompink6900Belum ada peringkat
- Catering Service Sop 06 611Dokumen23 halamanCatering Service Sop 06 611Dr Gajanan Shirke100% (1)
- Iconic Cars 5-Book Bundle: Mustang, Camaro, Corvette, Porsche, BMW M SeriesDari EverandIconic Cars 5-Book Bundle: Mustang, Camaro, Corvette, Porsche, BMW M SeriesBelum ada peringkat
- Olefins Production PDFDokumen64 halamanOlefins Production PDFAnonymous 0zrCNQBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Bar Screening Environmental EngineeringDokumen11 halamanBar Screening Environmental EngineeringRajat Kushwaha100% (1)
- Data Sheet Fuel Gas Filter Rev 0Dokumen22 halamanData Sheet Fuel Gas Filter Rev 0Bowo Edhi WibowoBelum ada peringkat
- L028 Me Dat 01 00122 001 00Dokumen8 halamanL028 Me Dat 01 00122 001 00sivasan10006098Belum ada peringkat
- Bb.g-Vsp-Pve-Ed-20-Me-Das-001 - 0Dokumen24 halamanBb.g-Vsp-Pve-Ed-20-Me-Das-001 - 0Luong AnhBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- High Rise Structural Systems: Presented byDokumen35 halamanHigh Rise Structural Systems: Presented byvidi herdianaBelum ada peringkat
- Application of DryingDokumen31 halamanApplication of Dryinguzzal ahmedBelum ada peringkat
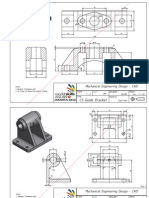
- CS Guide Bracket: Mechanical Engineering Design - CADDokumen10 halamanCS Guide Bracket: Mechanical Engineering Design - CADgundhiufsBelum ada peringkat
- Borneman Pump ManualDokumen56 halamanBorneman Pump Manualiskalkos100% (2)
- Rev 8Dokumen2 halamanRev 8api-273257329Belum ada peringkat
- Rev 12Dokumen2 halamanRev 12api-273257329Belum ada peringkat
- 2092 Rev 2Dokumen2 halaman2092 Rev 2api-273257329Belum ada peringkat
- 2122 Rev 8Dokumen1 halaman2122 Rev 8api-273257329Belum ada peringkat
- Rev 10Dokumen3 halamanRev 10api-273257329Belum ada peringkat
- 2 Rev 9Dokumen21 halaman2 Rev 9Sidiq PramokoBelum ada peringkat
- AHU CLCP Dimension DrawingsDokumen92 halamanAHU CLCP Dimension DrawingsPhạm ĐạtBelum ada peringkat
- EP Petroecuador Refineria Esmeraldas: Drive Unit SettingsDokumen2 halamanEP Petroecuador Refineria Esmeraldas: Drive Unit SettingsLuis PullasBelum ada peringkat
- Data Sheet Tag 180-Pu-011eDokumen8 halamanData Sheet Tag 180-Pu-011eSarah PerezBelum ada peringkat
- HP 1Dokumen12 halamanHP 1api-273257329Belum ada peringkat
- Inventorwizard: Miniature Model Engine 6 Cylinder - Radial Engine (Pneumatic) Assembly PistonDokumen1 halamanInventorwizard: Miniature Model Engine 6 Cylinder - Radial Engine (Pneumatic) Assembly PistonHans ManriqueBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen33 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- CB3033BS66,1MI4P LS71 0,09kW 365V 87HzDokumen4 halamanCB3033BS66,1MI4P LS71 0,09kW 365V 87Hzmagda_biricaBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen33 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen33 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- High Pressure Gear Pump GuideDokumen12 halamanHigh Pressure Gear Pump GuideMauricio Ariel H. OrellanaBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen33 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen33 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Inlet of Foam Box Dwg.Dokumen1 halamanInlet of Foam Box Dwg.solquihaBelum ada peringkat
- Spec Sheet for Steam Globe ValveDokumen3 halamanSpec Sheet for Steam Globe ValveGastonBalcarcelBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen33 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Bombinha de Óleo (Exploded View)Dokumen13 halamanBombinha de Óleo (Exploded View)Fábio EstevamBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- MR HUSSAIN g7 DSTDokumen4 halamanMR HUSSAIN g7 DSTcamdenclaimsBelum ada peringkat
- Rawmill LubricationDokumen22 halamanRawmill Lubricationsivareddy143Belum ada peringkat
- Wind Turbine Nacelle Datasheet Pack ENGDokumen16 halamanWind Turbine Nacelle Datasheet Pack ENGMamelucoBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Modificaiton Bulletin AF200Dokumen47 halamanModificaiton Bulletin AF200Amer RafiqueBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- 100-155 Filter and Heater UnitDokumen3 halaman100-155 Filter and Heater Unitapi-290859192Belum ada peringkat
- Pradi 000000Dokumen1 halamanPradi 000000pchannagoudarBelum ada peringkat
- Corrosion Damage Report (CDR)Dokumen4 halamanCorrosion Damage Report (CDR)diaccessltd_17172961Belum ada peringkat
- Pump Price BreakdownDokumen3 halamanPump Price BreakdownAlejandro GilBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- MCGB - Data Sheet For Suppliers Old MAT Nos.: 140, - , - : Bright Steel, Unalloyed, Cold DrawnDokumen3 halamanMCGB - Data Sheet For Suppliers Old MAT Nos.: 140, - , - : Bright Steel, Unalloyed, Cold Drawnbaskaran ayyapparajBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Ga 9017 M Etp Mes Pu 01Z A02 074Dokumen1 halamanGa 9017 M Etp Mes Pu 01Z A02 074Sabir NasimBelum ada peringkat
- Gestamp Monthly Action PlanDokumen3 halamanGestamp Monthly Action Planapi-273257329Belum ada peringkat
- CustomerDokumen4 halamanCustomerapi-273257329Belum ada peringkat
- 8d Gestamp Ak 4 Lamination and Inclusions Rev 2Dokumen4 halaman8d Gestamp Ak 4 Lamination and Inclusions Rev 2api-273257329Belum ada peringkat
- Ak-2 Class A Release Criteria Rev 3Dokumen4 halamanAk-2 Class A Release Criteria Rev 3api-273257329Belum ada peringkat
- f-15 Rear Door Inner LH 8875 B BlankDokumen7 halamanf-15 Rear Door Inner LH 8875 B Blankapi-273257329Belum ada peringkat
- Corrective Action Request (CAR) 8-Discipline Steps: Form DescriptionDokumen3 halamanCorrective Action Request (CAR) 8-Discipline Steps: Form Descriptionapi-273257329Belum ada peringkat
- f-15 Rear Door Inner LH 8875 A BlankDokumen7 halamanf-15 Rear Door Inner LH 8875 A Blankapi-273257329Belum ada peringkat
- HP 2Dokumen10 halamanHP 2api-273257329Belum ada peringkat
- F 15 Front Door Inner LH 8855 A BlankDokumen7 halamanF 15 Front Door Inner LH 8855 A Blankapi-273257329Belum ada peringkat
- f-15 Front Door Inner LH 8855 B BlankDokumen8 halamanf-15 Front Door Inner LH 8855 B Blankapi-273257329Belum ada peringkat
- HP 1Dokumen12 halamanHP 1api-273257329Belum ada peringkat
- HSM Gouges and Scratches: Continuous Improvement Action ItemsDokumen1 halamanHSM Gouges and Scratches: Continuous Improvement Action Itemsapi-273257329Belum ada peringkat
- Gestamp - Eg Body Side - Surface FeaturesDokumen9 halamanGestamp - Eg Body Side - Surface Featuresapi-273257329Belum ada peringkat
- 2085 Rev 6Dokumen1 halaman2085 Rev 6api-273257329Belum ada peringkat
- 14-7-15 f25 Bodyside Outer LH 2122Dokumen10 halaman14-7-15 f25 Bodyside Outer LH 2122api-273257329Belum ada peringkat
- 05aDokumen1 halaman05aapi-273257329Belum ada peringkat
- Lamination Ci Update Nov 2014Dokumen6 halamanLamination Ci Update Nov 2014api-273257329Belum ada peringkat
- 10-2-2014 Gestamp Part 2302Dokumen7 halaman10-2-2014 Gestamp Part 2302api-273257329Belum ada peringkat
- Defectmanual 2Dokumen37 halamanDefectmanual 2api-273257329Belum ada peringkat
- Method statement for box culvert constructionDokumen10 halamanMethod statement for box culvert constructionTAMILBelum ada peringkat
- 18.5200 MUS KS01 Foam SeparatorDokumen32 halaman18.5200 MUS KS01 Foam SeparatorIndra KushwahaBelum ada peringkat
- Neptune Orthopaedics Standard Operating Procedure-ProductionDokumen3 halamanNeptune Orthopaedics Standard Operating Procedure-Productiondhir.ankurBelum ada peringkat
- DONE ElectSpeciBook PDFDokumen35 halamanDONE ElectSpeciBook PDFMaulik RavalBelum ada peringkat
- Chap 4 Wastewater Effluent Treatment Plant ETP Operation Manual FactsheetDokumen2 halamanChap 4 Wastewater Effluent Treatment Plant ETP Operation Manual FactsheetAhmedBelum ada peringkat
- 350 MW Power Plant Technical SpecificationsDokumen7 halaman350 MW Power Plant Technical SpecificationsEricGaringanaoBelum ada peringkat
- Diagnostic Exam for Aeronautical Engineering StudentsDokumen4 halamanDiagnostic Exam for Aeronautical Engineering StudentsBerns DulamBelum ada peringkat
- FF8.5GX Universal Compressor R134a 115V 60Hz: GeneralDokumen2 halamanFF8.5GX Universal Compressor R134a 115V 60Hz: GeneralWin FloresBelum ada peringkat
- Waste Water Treatment Using Electrocoagulation TechnologyDokumen4 halamanWaste Water Treatment Using Electrocoagulation TechnologyKetan V. JoshiBelum ada peringkat
- P 329E ContinuousCastingPlantsForCopperDokumen24 halamanP 329E ContinuousCastingPlantsForCopperI SinhrooBelum ada peringkat
- South African Cotton Textile Pipeline Statistics 2016-2020Dokumen16 halamanSouth African Cotton Textile Pipeline Statistics 2016-2020Siphumelele QithiBelum ada peringkat
- Unit 3 Production and Cost AnalysisDokumen6 halamanUnit 3 Production and Cost Analysismanjunatha TK100% (1)
- Crane Packing ListDokumen2 halamanCrane Packing Listmanas3sBelum ada peringkat
- Click Bond Nutplate, Install and RemovalDokumen35 halamanClick Bond Nutplate, Install and RemovalBlack SkyBelum ada peringkat
- List of Proposed Electrical Building MaterialDokumen2 halamanList of Proposed Electrical Building MaterialLaila AzreenBelum ada peringkat
- Grundfosliterature 145813Dokumen2 halamanGrundfosliterature 145813Sudhakar Murugesan100% (1)
- Sub Title IodoformDokumen3 halamanSub Title IodoformReni whynBelum ada peringkat
- Changes in Matter Education Presentation in Orange Light Yellow Hand Drawn StyleDokumen20 halamanChanges in Matter Education Presentation in Orange Light Yellow Hand Drawn StyleYam YrrehcBelum ada peringkat
- GTDMC ReportDokumen11 halamanGTDMC ReportOwais AhmedBelum ada peringkat
- FEC Problem Set 1Dokumen4 halamanFEC Problem Set 1Buğra MertolBelum ada peringkat
- AMIAD Water Systems Arkal Spin Klin 7 X4" Galaxy User Guide: Installation and Operation InstructionsDokumen23 halamanAMIAD Water Systems Arkal Spin Klin 7 X4" Galaxy User Guide: Installation and Operation InstructionsLuongBelum ada peringkat
- Smart' Polymers and What They Could Do in Biotechnology and MedicineDokumen6 halamanSmart' Polymers and What They Could Do in Biotechnology and MedicineAlexander KritikopoulosBelum ada peringkat
- Marten Terpstra, Johan G. Van Veen (Auth.), Marten Terpstra, Johan G. Van Veen (Eds.) - Heat Pipes - Construction and Application - A Study of Patents and Patent Applications-Springer NetherlandsDokumen391 halamanMarten Terpstra, Johan G. Van Veen (Auth.), Marten Terpstra, Johan G. Van Veen (Eds.) - Heat Pipes - Construction and Application - A Study of Patents and Patent Applications-Springer NetherlandsJed MansouriBelum ada peringkat