Anda mungkin juga menyukai
- Technologie de l’acier: Les Grands Articles d'UniversalisDari EverandTechnologie de l’acier: Les Grands Articles d'UniversalisBelum ada peringkat
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Dari EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Belum ada peringkat
- Procédés de fonderie-II-Moule - PermanentDokumen47 halamanProcédés de fonderie-II-Moule - PermanentHicham BaghdadiBelum ada peringkat
- Proceder de Mise en OeuvreDokumen47 halamanProceder de Mise en OeuvreHajbraim Hiba100% (1)
- Obtention Des Bruts 2 (Forgeage)Dokumen32 halamanObtention Des Bruts 2 (Forgeage)spectrum66Belum ada peringkat
- 4 - Fabrication Des Pieces BrutesDokumen22 halaman4 - Fabrication Des Pieces Brutesbadr hadriBelum ada peringkat
- Chapitre II Moulage Forgeage EstampageDokumen12 halamanChapitre II Moulage Forgeage EstampageBreathe 4 footballBelum ada peringkat
- Cours ForgeageDokumen4 halamanCours ForgeagemedBelum ada peringkat
- Procédés D'obtention Des ProduitsDokumen16 halamanProcédés D'obtention Des ProduitsELMustaphaELMoukhtariBelum ada peringkat
- TD MP 1 Moulage BielletteDokumen2 halamanTD MP 1 Moulage Biellettekhaled rouabehBelum ada peringkat
- Procedes de FonderieDokumen40 halamanProcedes de FonderieZakaria BettiouiBelum ada peringkat
- Chapitre 3 - ForgeageDokumen33 halamanChapitre 3 - ForgeageTouhemi Ben Sadok100% (1)
- MoulageDokumen58 halamanMoulageBojane100% (4)
- BTS FonderieDokumen113 halamanBTS Fonderiesamy7551Belum ada peringkat
- Initiation À La Fonderie 1ère AnnéeDokumen23 halamanInitiation À La Fonderie 1ère Annéeyouness100% (1)
- Moulage CoursDokumen61 halamanMoulage Coursyouness100% (2)
- 40 DS Moulage 2016 2017Dokumen4 halaman40 DS Moulage 2016 2017Chokri Atef67% (3)
- Fonderie Cours Trace Des Bruts Et Conception Du MouleDokumen20 halamanFonderie Cours Trace Des Bruts Et Conception Du MouleEdgard Varela EspinozaBelum ada peringkat
- Chapitre 1 Procédé de Moulage PDFDokumen64 halamanChapitre 1 Procédé de Moulage PDFZayene Khmais83% (6)
- Chap 2 - Procédés de Moulage - 2017newDokumen63 halamanChap 2 - Procédés de Moulage - 2017newYessine Omrane100% (1)
- Mini Projet PlasturgiefadwaDokumen22 halamanMini Projet PlasturgiefadwaFadwa ZRBelum ada peringkat
- FonderieDokumen6 halamanFonderieWalid NASRIBelum ada peringkat
- Moulage en Sable ManuelDokumen9 halamanMoulage en Sable ManuelkadirikakaBelum ada peringkat
- MoulageDokumen39 halamanMoulageIyed Bargou50% (2)
- L'EmboutissageDokumen9 halamanL'EmboutissageHamza Almobaraki100% (1)
- Traitements Thermiques Dans La MasseDokumen26 halamanTraitements Thermiques Dans La MasseftiraBelum ada peringkat
- Cours Procedes Forgeage 2012Dokumen3 halamanCours Procedes Forgeage 2012dayangBelum ada peringkat
- Cours Procédés Et Méthodes de Production 1 2020 2021Dokumen93 halamanCours Procédés Et Méthodes de Production 1 2020 2021hello 128Belum ada peringkat
- Fiche Technique Perceuse PDFDokumen29 halamanFiche Technique Perceuse PDFpacom zanguéBelum ada peringkat
- 11 Usinage CoupeDokumen21 halaman11 Usinage Coupekarim100% (1)
- Calcul EstampageDokumen16 halamanCalcul Estampageyasser50% (2)
- Fabrication Croix de MalteDokumen8 halamanFabrication Croix de MalteSidi Rach100% (1)
- Cours Les MatériauxDokumen12 halamanCours Les MatériauxmabroukaBelum ada peringkat
- 1 MoulageDokumen25 halaman1 MoulageHamza Rouihem100% (1)
- 09 Usinage Tournage PDFDokumen16 halaman09 Usinage Tournage PDFkhelifiBelum ada peringkat
- Cours Moulage Ahmed PDFDokumen17 halamanCours Moulage Ahmed PDFSamir Kh50% (4)
- E4 Bts Fonderie 2019 Partie 2 Dossier CorrigeDokumen10 halamanE4 Bts Fonderie 2019 Partie 2 Dossier Corrigetabibkarim100% (1)
- Forgeage À Froid de L'acier, Choix de L'acier Et ProcédésDokumen20 halamanForgeage À Froid de L'acier, Choix de L'acier Et ProcédésMOHAMEDBelum ada peringkat
- EmboutissageDokumen14 halamanEmboutissageNadia Dridi100% (1)
- M22 - Matériaux Et Traitements FM-TFMDokumen90 halamanM22 - Matériaux Et Traitements FM-TFMmechergui100% (4)
- TD - MoulageDokumen15 halamanTD - MoulageStef Tfh100% (2)
- Sables de Moulage Et de NoyautageDokumen33 halamanSables de Moulage Et de NoyautageZakariae Zâamoun100% (1)
- Chapitre 1 Procédés de DécoupageDokumen11 halamanChapitre 1 Procédés de DécoupageWael Maatoug100% (1)
- Diapo Cours Fonderie 16 17Dokumen40 halamanDiapo Cours Fonderie 16 17Yassine Lakhal100% (1)
- Fabrication Mecanique Cours PDFDokumen89 halamanFabrication Mecanique Cours PDFDeckard Regis Shaw100% (3)
- Epreuve de Sciences de La Production Génie Mécanique 3eme AnnéeDokumen23 halamanEpreuve de Sciences de La Production Génie Mécanique 3eme AnnéeIgniz Igniz100% (1)
- Cours CAO Et Prototypage RapideDokumen95 halamanCours CAO Et Prototypage RapidekoukaBelum ada peringkat
- Feuillard31 EmboutissageDokumen6 halamanFeuillard31 EmboutissagemohamedBelum ada peringkat
- Fabrication AdditiveDokumen123 halamanFabrication AdditiveRashid Elaychii100% (2)
- Fusion 360 Projets de conception CAO Partie I: 10 projets de conception CAO de niveau facile à moyen expliqués pour les utilisateurs avancésDari EverandFusion 360 Projets de conception CAO Partie I: 10 projets de conception CAO de niveau facile à moyen expliqués pour les utilisateurs avancésBelum ada peringkat
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesDari EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesBelum ada peringkat
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysDari EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysBelum ada peringkat
- Autodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsDari EverandAutodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsBelum ada peringkat
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DDari EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DBelum ada peringkat
- Moulage 2Dokumen18 halamanMoulage 2Youness El Hamri100% (1)
- 4 Procedes de MoulagesDokumen7 halaman4 Procedes de MoulageskarimBelum ada peringkat
- Résumé mst2Dokumen4 halamanRésumé mst2bessam100% (1)
- FondrieDokumen4 halamanFondrieYahia Samah100% (1)
- 1 - ChapI - Presentation GeneraleDokumen15 halaman1 - ChapI - Presentation GeneraleMahdiBelum ada peringkat
- Chapitre 1 CM1 L3 GC BOUDJEMIADokumen11 halamanChapitre 1 CM1 L3 GC BOUDJEMIAMed CisséBelum ada peringkat
- AT 4.2 1 Embrayage ProfDokumen4 halamanAT 4.2 1 Embrayage ProfYounes KaderBelum ada peringkat
- PDM Partie2 Chapitre2 Et Debut 3Dokumen22 halamanPDM Partie2 Chapitre2 Et Debut 3Younes KaderBelum ada peringkat
- At 4.5 1 Arbre de TrsDokumen5 halamanAt 4.5 1 Arbre de TrsYounes KaderBelum ada peringkat
- At 6.5 1 Géométrie Des Trains (Prof)Dokumen7 halamanAt 6.5 1 Géométrie Des Trains (Prof)Younes KaderBelum ada peringkat
- PDM Partie1 Chapitre5Dokumen12 halamanPDM Partie1 Chapitre5aladia610Belum ada peringkat
- SujetFinalTirage AMDokumen14 halamanSujetFinalTirage AMSoulaiman HarrakBelum ada peringkat
- Preparer Une Sequence en Enseignement ProfessionnelDokumen44 halamanPreparer Une Sequence en Enseignement ProfessionnelDAGHAYRACHID100% (2)
- At 4.2 1 Embrayage Document de ProfesseurDokumen4 halamanAt 4.2 1 Embrayage Document de ProfesseurYounes KaderBelum ada peringkat
- Programmes Agrégation SIIDokumen16 halamanProgrammes Agrégation SIIYounes KaderBelum ada peringkat
- Cours Et TP CES EducpackDokumen12 halamanCours Et TP CES EducpackYounes Kader50% (2)
- Mecanique Des Solides DeformablesDokumen130 halamanMecanique Des Solides DeformablesYounes Kader100% (3)
- Durée de Vie Roulement RigideDokumen4 halamanDurée de Vie Roulement RigideYounes KaderBelum ada peringkat
- CasioDokumen41 halamanCasiomedsaadesBelum ada peringkat
- PDM Partie2 Fin Chapitre3Dokumen18 halamanPDM Partie2 Fin Chapitre3Younes KaderBelum ada peringkat
- Coursrdm123 121109162236 Phpapp02Dokumen221 halamanCoursrdm123 121109162236 Phpapp02Karla SaraBelum ada peringkat
- Mecanique SolideDokumen277 halamanMecanique Solideanasrachid100% (2)
- MMT1Dokumen14 halamanMMT1saigonBelum ada peringkat
- Cours de Gest de Pro JAMALDokumen38 halamanCours de Gest de Pro JAMALYounes KaderBelum ada peringkat
- Cours MécaniqueDokumen130 halamanCours MécaniqueYounes KaderBelum ada peringkat
- CI06 TD22 Corrigé - Déterminer La Loi Entrée-Sortie D'un Train ÉpicycloïdalDokumen4 halamanCI06 TD22 Corrigé - Déterminer La Loi Entrée-Sortie D'un Train ÉpicycloïdalYounes KaderBelum ada peringkat
- MATRICE D'INERTIE Ce Qu'Il Faut ConnaîtreDokumen6 halamanMATRICE D'INERTIE Ce Qu'Il Faut ConnaîtreYounes Kader100% (1)
- ATS Genie-Electrique 2005 ATSDokumen8 halamanATS Genie-Electrique 2005 ATSYounes KaderBelum ada peringkat
- Cours de Dimensionnement Des Structures RDMDokumen100 halamanCours de Dimensionnement Des Structures RDMNguyen Dang Hanh96% (28)
- Ch1 - Moulage Des Matu00E9riaux Mu00E9talliquesDokumen22 halamanCh1 - Moulage Des Matu00E9riaux Mu00E9talliquesYounes KaderBelum ada peringkat
- Cours D - Élaboration Des Pièces Brutes (Moulage)Dokumen69 halamanCours D - Élaboration Des Pièces Brutes (Moulage)Younes Kader80% (5)
- Ch0 - Procu00E9du00E9s de Mise en Forme - IntroductionDokumen52 halamanCh0 - Procu00E9du00E9s de Mise en Forme - IntroductionYounes KaderBelum ada peringkat
- Grignoteuse PortativeDokumen6 halamanGrignoteuse PortativeYounes KaderBelum ada peringkat
- Cours Asservissements PDFDokumen235 halamanCours Asservissements PDFAaouine AbderrazzakBelum ada peringkat
- TD Exercice Systeme de Levage Schema CinématiqueDokumen3 halamanTD Exercice Systeme de Levage Schema CinématiqueYounes KaderBelum ada peringkat
- Rapport de Stage - Administration Réseau Et Dévéloppement WebDokumen41 halamanRapport de Stage - Administration Réseau Et Dévéloppement Webnajm3dBelum ada peringkat
- TecnAlarme PDFDokumen44 halamanTecnAlarme PDFSemou DioufBelum ada peringkat
- Micro Swimmer RobotDokumen8 halamanMicro Swimmer RobotAlvaroEnriqueQuinterosBelum ada peringkat
- Les Chaudiere A Vaporisation SimoDokumen2 halamanLes Chaudiere A Vaporisation SimoCHOUKRI KamalBelum ada peringkat
- Ecran Star War Force Est Destinée V0.1.Dokumen5 halamanEcran Star War Force Est Destinée V0.1.ElendrakBelum ada peringkat
- Serie 3Dokumen3 halamanSerie 3amine dhaouiBelum ada peringkat
- Gestion de Parc Auto: EnjeuxDokumen8 halamanGestion de Parc Auto: EnjeuxDavid K. CophieBelum ada peringkat
- TP PcvueDokumen2 halamanTP PcvueMohamed ElbanadiBelum ada peringkat
- Transmettre Des Données Avec l'URL: Informations Sur Le TutorielDokumen10 halamanTransmettre Des Données Avec l'URL: Informations Sur Le TutorielHicham MoutchouBelum ada peringkat
- Elaborer Un SdsiDokumen60 halamanElaborer Un Sdsizoomtn0% (1)
- HM012F-Banc Pertes de ChargesDokumen56 halamanHM012F-Banc Pertes de ChargesAmor GharsalliBelum ada peringkat
- Outillage Sanitaire - Mesure 2000Dokumen66 halamanOutillage Sanitaire - Mesure 2000Camelia SmahanBelum ada peringkat
- 1-Introduction Regulation PDFDokumen14 halaman1-Introduction Regulation PDFMed Ben Ahmed100% (1)
- Devis ChateauDokumen1 halamanDevis ChateauAlex AdamxBelum ada peringkat
- Technique CapitolDokumen8 halamanTechnique Capitolformagnifique.franceBelum ada peringkat
- 981 Em15042013Dokumen18 halaman981 Em15042013elmoudjahid_dzBelum ada peringkat
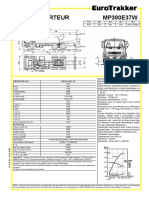
- FT Iveco Eurotrakker MP 380 e 37 W Francais PDFDokumen2 halamanFT Iveco Eurotrakker MP 380 e 37 W Francais PDFSaidi JalelBelum ada peringkat
- Projet NeuromimetiqueDokumen18 halamanProjet NeuromimetiqueKhadidja KssBelum ada peringkat
- 2013 TH18334 Fixot Jean PDFDokumen190 halaman2013 TH18334 Fixot Jean PDFhubBelum ada peringkat
- Publication 24Dokumen1 halamanPublication 24zanazeBelum ada peringkat
- DocimologieDokumen103 halamanDocimologieHafsa Grande Corazon100% (1)
- Methode - ABC (Mode de Compatibilite) - CopieDokumen19 halamanMethode - ABC (Mode de Compatibilite) - CopieSaloua Fennich100% (1)
- M50412 Formation Mettre en Oeuvre Microsoft Active Directory Federation Services 2 0 Adfs PDFDokumen2 halamanM50412 Formation Mettre en Oeuvre Microsoft Active Directory Federation Services 2 0 Adfs PDFCertyouFormationBelum ada peringkat
- ImageRUNNER ADVANCE C3500 Series Service Manual - FR - 1.1Dokumen1.239 halamanImageRUNNER ADVANCE C3500 Series Service Manual - FR - 1.1michael ourdanBelum ada peringkat
- Hwe 100Dokumen79 halamanHwe 100Yavuz ErcanliBelum ada peringkat
- Soft ProcessorsDokumen17 halamanSoft ProcessorsSmirnov ArtaéévBelum ada peringkat
- Procedure Des Traitement Des Actions Correctives Et PreventivesDokumen2 halamanProcedure Des Traitement Des Actions Correctives Et PreventivesAbdelatif Hr100% (1)
- Notice 4010Dokumen58 halamanNotice 4010jalouzBelum ada peringkat
- TD S+ Rie06Dokumen2 halamanTD S+ Rie06FiroDjinsoNanoBelum ada peringkat
- FI IMB-37261 C V6C4-PETU-8 Place Anatole FranceDokumen17 halamanFI IMB-37261 C V6C4-PETU-8 Place Anatole FrancembaitemrarrBelum ada peringkat