Anda mungkin juga menyukai
- Modelo de RQPS - 2019 PDFDokumen4 halamanModelo de RQPS - 2019 PDFNavi DeanBelum ada peringkat
- EG-M-402 Tratamento Superficie Pintura Protecao Acabamento Rev 12Dokumen76 halamanEG-M-402 Tratamento Superficie Pintura Protecao Acabamento Rev 12MauroDosSantosCosta0% (1)
- Eps GmawDokumen2 halamanEps GmawrockfeellerBelum ada peringkat
- RPQS OriginalDokumen2 halamanRPQS OriginalLypeSantos100% (1)
- Modelo Relatorio E.V.SDokumen1 halamanModelo Relatorio E.V.SMotta H DavidBelum ada peringkat
- Rqps 001-17 Smaw Inox 304Dokumen3 halamanRqps 001-17 Smaw Inox 304garbazzaBelum ada peringkat
- Modelo EpsDokumen10 halamanModelo EpsCelso BritoBelum ada peringkat
- 430466-G-ATP-RG003801 - R-00 - Relatório de Inspeção de Medidor de Descontinidade - Holiday DetectorDokumen2 halaman430466-G-ATP-RG003801 - R-00 - Relatório de Inspeção de Medidor de Descontinidade - Holiday DetectorNubia MaitanaBelum ada peringkat
- Eps, RQP, RQS, IeisDokumen9 halamanEps, RQP, RQS, IeisVitor Olivetti100% (1)
- Vaso Modelo 11 Bar R00-Plano de SoldagemDokumen1 halamanVaso Modelo 11 Bar R00-Plano de Soldagemrodrigoq1100% (1)
- Especificação de Procedimento de Soldagem - SENAIDokumen1 halamanEspecificação de Procedimento de Soldagem - SENAIBreno PimentaBelum ada peringkat
- Eps 01 05 SmawDokumen1 halamanEps 01 05 SmawJoel CezarBelum ada peringkat
- CDS - Controle de Desempenho de SoldadoresDokumen4 halamanCDS - Controle de Desempenho de SoldadoresEder Silveira Del MestreBelum ada peringkat
- Modelo Relatorio PMDokumen1 halamanModelo Relatorio PMMotta H DavidBelum ada peringkat
- ET-3000.00-1500-251-PAZ-001, Rev. A (Fixadores)Dokumen11 halamanET-3000.00-1500-251-PAZ-001, Rev. A (Fixadores)Anna VerônicaBelum ada peringkat
- CQS 2Dokumen1 halamanCQS 2Diogenes AmaralBelum ada peringkat
- Evs Visual DimensionalDokumen9 halamanEvs Visual DimensionaljeffersonngmBelum ada peringkat
- 1.05.0 Relatório DimensionalDokumen1 halaman1.05.0 Relatório DimensionalSidnei Rodrigues100% (1)
- N-1852 G 1emDokumen58 halamanN-1852 G 1emMárcio FerreiraBelum ada peringkat
- Relatório de Inspeção de Capilaridade Do Difusor - PREENCHIDODokumen1 halamanRelatório de Inspeção de Capilaridade Do Difusor - PREENCHIDOMauroDosSantosCosta100% (1)
- Mapeamento de Juntas Soldadas SimplificadoDokumen1 halamanMapeamento de Juntas Soldadas SimplificadoSidnei Rodrigues0% (1)
- Mod. Relatório DimensionalDokumen1 halamanMod. Relatório DimensionalWanderson DomingosBelum ada peringkat
- Controle de Desempenho de SoldadoresDokumen2 halamanControle de Desempenho de SoldadoresRodrigo SousaBelum ada peringkat
- Especificação de Procedimento de SoldagemDokumen2 halamanEspecificação de Procedimento de SoldagemAlex Kosiak Pereira0% (1)
- RQPS 003Dokumen3 halamanRQPS 003Sid NeiBelum ada peringkat
- IT Q 09 005 - Anexo 1 - Relatório de Ensaio de Líquido PenetranteDokumen12 halamanIT Q 09 005 - Anexo 1 - Relatório de Ensaio de Líquido PenetrantekleissonBelum ada peringkat
- Especificação de Procedimento de Soldagem (EPS) : JuntaDokumen2 halamanEspecificação de Procedimento de Soldagem (EPS) : JuntaMarcelo AlanBelum ada peringkat
- Databook Digital Série 16 02573 e 16 02574Dokumen44 halamanDatabook Digital Série 16 02573 e 16 02574vieiralucioBelum ada peringkat
- Relacao de Soldadores Qualificados ASMEDokumen1 halamanRelacao de Soldadores Qualificados ASMEEderBelum ada peringkat
- Norma AWS D1.1 - ED. 2002 - Estudo de Casos - Com SolucaoDokumen33 halamanNorma AWS D1.1 - ED. 2002 - Estudo de Casos - Com SolucaoJulio CastilhosBelum ada peringkat
- Rend For21 02 F29Dokumen1 halamanRend For21 02 F29seller mecânicaBelum ada peringkat
- PT Eng Egme 00 0007Dokumen37 halamanPT Eng Egme 00 0007Edvania Souza0% (1)
- ASME VIII-Div1 Inspeç - o Bigal 1Dokumen1 halamanASME VIII-Div1 Inspeç - o Bigal 1Venicio AchermanBelum ada peringkat
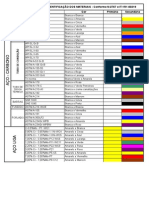
- Tabela de CoresDokumen2 halamanTabela de CoresRGuilardi2013Belum ada peringkat
- Procedimento PM Five - PR-PM-01 - REV. 01Dokumen18 halamanProcedimento PM Five - PR-PM-01 - REV. 01diego100% (1)
- EPS 14 SoldagemDokumen18 halamanEPS 14 Soldagemneto-portoBelum ada peringkat
- Inspeção Dimensional - FINALDokumen24 halamanInspeção Dimensional - FINALSaulo MontenegroBelum ada peringkat
- Modelo Relatório - PMDokumen1 halamanModelo Relatório - PMWesley Marcos de PaulaBelum ada peringkat
- Certificado de Qualidade/Mill Test / Quality CertificateDokumen2 halamanCertificado de Qualidade/Mill Test / Quality CertificatePaulo Henrique Nascimento Ribeiro100% (1)
- Visual e Dimensional de SoldaDokumen1 halamanVisual e Dimensional de SoldaAlexandre Magro de Araujo100% (1)
- Anexo A - Organismos de Certificações CredenciadosDokumen5 halamanAnexo A - Organismos de Certificações CredenciadosRenato Massano100% (1)
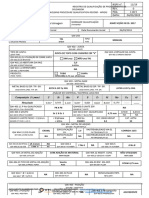
- Especificação Do Procedimento de Soldagem: Eps #Folha DataDokumen2 halamanEspecificação Do Procedimento de Soldagem: Eps #Folha DataTiago Reis100% (1)
- N-1807 - Medição de RecalqueDokumen13 halamanN-1807 - Medição de RecalqueRodrigo CarneiroBelum ada peringkat
- Compreensão Eps, RQP, RQS, IeisDokumen15 halamanCompreensão Eps, RQP, RQS, Ieispdsa consultoriaBelum ada peringkat
- Evs Estrut 1Dokumen1 halamanEvs Estrut 1marciovanessaBelum ada peringkat
- Estudo de Caso Aws d1.1 - Pós Graduação - QpsDokumen2 halamanEstudo de Caso Aws d1.1 - Pós Graduação - QpsJason CampbellBelum ada peringkat
- Relatório END - Ensaios Não DestrutivosDokumen2 halamanRelatório END - Ensaios Não Destrutivosrobson100% (1)
- N-293 Contec: Rev. G 01 / 2011Dokumen34 halamanN-293 Contec: Rev. G 01 / 2011Fernando GavaBelum ada peringkat
- Form. IO-CQ-204-1 Rev. 00 - Relatório de Calibração de Máquinas de SoldaDokumen1 halamanForm. IO-CQ-204-1 Rev. 00 - Relatório de Calibração de Máquinas de SoldaValterMauricio100% (2)
- IEIS Manutenção CaldeiraDokumen3 halamanIEIS Manutenção CaldeiraAbraão Rodrygues Sousa100% (1)
- Tabelas para Ajustes de Eixos e Furos - Tolerância-eixos-e-furos-ABNTDokumen5 halamanTabelas para Ajustes de Eixos e Furos - Tolerância-eixos-e-furos-ABNTJoão HenriqueBelum ada peringkat
- NBR5884 - 2000 - Perfil I Estrutural de Aço Soldado Por Arco e PDFDokumen27 halamanNBR5884 - 2000 - Perfil I Estrutural de Aço Soldado Por Arco e PDFDanilo Da Cruz CardosoBelum ada peringkat
- AWS - A-2.4 Simbologia de SoldagemDokumen74 halamanAWS - A-2.4 Simbologia de SoldagemMatheus MartiniBelum ada peringkat
- EPS InfosoldaDokumen2 halamanEPS Infosoldaedcam13Belum ada peringkat
- Pos Graduação Inspeção e Automação em SoldagemDokumen16 halamanPos Graduação Inspeção e Automação em Soldagemyoler478Belum ada peringkat
- Eps 002.23 (Asme Ix)Dokumen6 halamanEps 002.23 (Asme Ix)juliozepBelum ada peringkat
- Modelo de EpsDokumen1 halamanModelo de EpslunoBelum ada peringkat
- 292 Gmaw 6GDokumen2 halaman292 Gmaw 6GClaudio SouzaBelum ada peringkat
- RQPS 11 - 19 Inox GTAWDokumen5 halamanRQPS 11 - 19 Inox GTAWClaudio SouzaBelum ada peringkat
- 296 Tig 6GDokumen2 halaman296 Tig 6GClaudio SouzaBelum ada peringkat
- Teste 4 3Dokumen3 halamanTeste 4 3Sérgio CastroBelum ada peringkat
- Importância Do Enceramento Diagnóstico Na Reabilitação Estética e FuncionalDokumen12 halamanImportância Do Enceramento Diagnóstico Na Reabilitação Estética e FuncionalKataryne Dos SantosBelum ada peringkat
- Cuidados Da Pele RN - ResumoDokumen5 halamanCuidados Da Pele RN - ResumoGuilherme Bigolin BuchnerBelum ada peringkat
- Manual Do Usuario MVD 3204 W MVD 3204 GWDokumen49 halamanManual Do Usuario MVD 3204 W MVD 3204 GWRobson LisboaBelum ada peringkat
- Atividade Dirigida - Funcao Social Da Propriedade e DescobertaDokumen6 halamanAtividade Dirigida - Funcao Social Da Propriedade e DescobertaLenon ForestBelum ada peringkat
- Ves Tibul Ar Ves Tibul Ar: Medicina MedicinaDokumen12 halamanVes Tibul Ar Ves Tibul Ar: Medicina Medicinasonia lemosBelum ada peringkat
- A5 - Regulamentação Da Higiene, Saude e Seguranca No Trabalho em MOZDokumen21 halamanA5 - Regulamentação Da Higiene, Saude e Seguranca No Trabalho em MOZvascocumbeBelum ada peringkat
- Contrato de Locação Residencial Com FiadorDokumen7 halamanContrato de Locação Residencial Com FiadorDouglas Fabiano De MeloBelum ada peringkat
- Transformarfraodecimalemnmerodecimal 110817215651 Phpapp02Dokumen5 halamanTransformarfraodecimalemnmerodecimal 110817215651 Phpapp02pedrocasquilho6149Belum ada peringkat
- Manual de Técnicas de Expressão e Comunicação IIDokumen112 halamanManual de Técnicas de Expressão e Comunicação IIaluisiojrBelum ada peringkat
- Cópia de EDUQUI - NAO IDENTIFICADODokumen2 halamanCópia de EDUQUI - NAO IDENTIFICADOTarsila PitangaBelum ada peringkat
- Situação Problema PMOCDokumen8 halamanSituação Problema PMOCVinícius Nunes SantanaBelum ada peringkat
- Orçamento Peças Pá Carregadeira LW300KVDokumen1 halamanOrçamento Peças Pá Carregadeira LW300KVJoelBelum ada peringkat
- Orientações para Acelerar A CicatrizaçãoDokumen3 halamanOrientações para Acelerar A CicatrizaçãofagnercruzBelum ada peringkat
- RAC Lauricea 43104 PDFDokumen1 halamanRAC Lauricea 43104 PDFOrsimar RosendoBelum ada peringkat
- Avaliacao Trimestral 1perDokumen9 halamanAvaliacao Trimestral 1perisabeluarBelum ada peringkat
- Manual de Leiautes RTM - Integração R2C3 - V2.2.0Dokumen67 halamanManual de Leiautes RTM - Integração R2C3 - V2.2.0Wesley CamposBelum ada peringkat
- Escrevendo FrasesDokumen309 halamanEscrevendo FrasesDebora Piazarollo Moreno100% (1)
- Manual de Boas Praticas 2021 (15096)Dokumen51 halamanManual de Boas Praticas 2021 (15096)mariana machadoBelum ada peringkat
- 12 Distúrbios Alimentares Dos RuminantesDokumen1 halaman12 Distúrbios Alimentares Dos RuminantesSara FerreiraBelum ada peringkat
- Resumo FisiologiaDokumen9 halamanResumo FisiologiaJéssica MartiellyBelum ada peringkat
- Ficha 3Dokumen3 halamanFicha 3tic ipeBelum ada peringkat
- Fatur A 23191059418082022Dokumen1 halamanFatur A 23191059418082022Pedro HenriqueBelum ada peringkat
- Exames Físico - Cabeça e PescoçoDokumen39 halamanExames Físico - Cabeça e PescoçoJoana D'arc LopesBelum ada peringkat
- Folha de Croqui - QuadriculadoDokumen2 halamanFolha de Croqui - QuadriculadoMarcus DieckmannBelum ada peringkat
- Marin Gabriel SchmidtDokumen23 halamanMarin Gabriel SchmidtkarloBelum ada peringkat
- Apostilas de Cienciasl CRVPDokumen294 halamanApostilas de Cienciasl CRVPemgvqBelum ada peringkat
- 0 Que São Metais de TransiçãoDokumen3 halaman0 Que São Metais de TransiçãoJosiane Liz100% (3)
- Simulado PG - oDokumen20 halamanSimulado PG - oAna Karolina Valadares LopesBelum ada peringkat