Dimens Molinos
Diunggah oleh
ValeskaAlejandraCordovaRodriguezJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Dimens Molinos
Diunggah oleh
ValeskaAlejandraCordovaRodriguezHak Cipta:
Format Tersedia
51
2.2.2.- Una frmula propuesta por Gutirrez y Seplveda (*) para estimar el consumo de potencia y
dimensionar molinos de bolas es la siguiente:
PE = KB D3,5 (%Vp)
0,461
(%Cs)
1,505
(L / D)
Ec. 2.10.
Donde:
PE:
D:
%Vp :
%Cs:
L:
KB:
Potencia elctrica requerida a la entrada del motor (HP).
Dimetro interno del molino (pies). Aconsejndose seleccionar D <20
pies.
Porcentaje del volumen interno del molino cargado con bolas (volumen
aparente de la carga de bolas, expresada como porcentaje). Se aconseja
utilizar un valor de Vp entre 40 y 50%
Porcentaje de la velocidad crtica del molino. Aconsejndose seleccionar
un valor entre 68 y 78 % de la velocidad crtica.
Longitud interna del molino (pies). Pudindose variar la razn L/D entre 1 y
3, para la mayora de los casos prcticos.
Constante de proporcionalidad, cuyo valor depende del tipo de molino
seleccionado (Tabla 2.6).
Tabla 2.6
Tipo de Molino de Bolas
Valor de KB
Descarga por rebalse, molienda hmeda (Ver Fig. 2.7)
Descarga por Diafragma (Parrilla), Molienda hmeda
Descarga por Diafragma, molienda seca (Ver fig. 2.8)
4,365*10-5
4,912*10-5
5,46*10 -5
2.3.Clculo Terico del Consumo de Potencia en la Molienda Convencional y
Semiautgena
El consumo de potencia en la molienda convencional y la semiautgena puede derivarse tericamente
usando de las dimensiones del molino y otras variables de operacin.
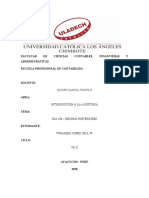
Si se asume un molino de dimetro interno "D", que gira a una velocidad constante de "N" r.p.m., como
se ilustra en la Figura 4, el centro de gravedad (G) de la carga total W, contenida en el molino (bolas +
pulpa de mineral), se ubicar a una cierta distancia "C" del eje central del molino. En el estado
estacionario, el nivel de la carga se encontrar desfasado en un cierto ngulo " " con respecto a la
horizontal. El consumo neto de potencia "P", en el molino, est dado por:
P = Torque * Velocidad de Rotacin
Ec. 2.11
52
C
O
W*Sin
Fig. 2.9.- Representacin esquemtica de la carga de un molino con sus balances de fuerzas.
Para la situacin representada en la Figura 2.9:
Torque = W *(sin ) C
Ec. 2.12
donde, W Sin representa la componente del peso de la carga W, en la direccin del movimiento.
Entonces,
P = 2 N*W*( sin ) C
Ec. 2.13
El factor 2 se introduce para convertir las r.p.m. a "rads/min". Adems:
Ec. 2.14
W = ap (% f 100 ) * D 2 L
4
En esta frmula:
Densidad aparente de la carga
ap:
%f:
Percentage del volumen interno del molino que es ocupado por la carga (volumen total
ocupado por la carga de bolas y la pulpa de mineral, expresado como porcentaje de llenado
del molino).
L:
Longitud interna del molino.
Por otra parte, si se asume que la distribucin de la carga dentro del molino es homognea, al efectuar
53
un anlisis geomtrico en la seccin ocupada del molino de acuerdo a la Figura 2.9, se puede establecer
las siguientes correlaciones aproximadas:
C/D= 0,4502 0,4844 x 10-2 (% f)
Ec. 2.15
Con un error de estimacin de apenas 1,01% en promedio (para el rango 10 % f 50) y
2
E
C/D [A' + B' ( % f) + C (% f) ]*[1-exp(D'(% f) ]
ec. 2.16
Con un error de apenas 0,42% como promedio, para el mismo rango de porcentaje de f indicado ms
arriba.
Siendo:
A' =
0,4534
B' =
C=
0,6996 x 10-2
-1,2205 x 10-4
D'=
-7,7618
E'=
-0,6756
Por otra parte, la velocidad de rotacin del molino (N; r.p.m.) puede expresarse como un porcentaje
de su velocidad crtica (% Cs) siendo la velocidad crtica dada por la expresin
Ec. 2.17
donde D se expresa en pies. Con esta expresin se puede dar la velocidad de rotacin como un
Nc = 76,63 D
porcentaje de la velocidad crtica:
-0,5
N = (% Cs/100)NC = 0,7663 (% Cs) D
Ec. 2.18
Substituyendo las ecuaciones (2.14), (2.15) y (2.18) en (2.13), resulta:
P = 2 0,4502 0,4844 10 2 (% f ) * D * 0,7663 (%CS )D 0 ,5 ap (% f / 100 ) D2 L Sin
4
Ec. 2.19
Reordenando trminos y aplicando los correspondientes factores de conversin de unidades, se
obtiene:
L
2
P = K p D 3, 5 (%C S )( ap ) (% f ) 1,076 10 2 (% f ) Sin
D
Ec. 2.20
Kp =
2,38613 x 10 -5 (constante de proporcionalidad)
D:
L:
Dimetro interno del molino (medido entre revestimientos); pies
Longitud efectiva del molino; pies
P:
Consumo neto de potencia en el molino; kW
54
% CS :
ap:
% f:
:
Velocidad de rotacin del molino, expresada como porcentaje de la velocidad
crtica
Densidad aparente de la carga total (bolas + pulpa) en el molino; g/cm3
Porcentaje del volumen interno del molino que es ocupado por la carga (bolas
+ pulpa)
Angulo de elevacin (ver Figura )
Algunos investigadores consideran que el exponente 3,5 del dimetro del molino (ec. 2.10) es
demasiado conservador, sugiriendo en cambio utilizar un exponente 3,84 sacado de observaciones
experimentales.
Otra ecuacin terica similar a (2.20), que permite estimar el consumo neto de potencia en un molino
con un error promedio de 5 %, es la siguiente:
Ecuacin 2.21
P = K p ' D 3 L (12D B M )
0.5
(%C S )[A'+ B' (% f ) + C ' (% f )2 ][1 exp (D ' (% f )E ' )]
S 1
(% f B ) + 22,24(% f
90, 055 1,033PS
100 PS ( S 1) / S
Siendo:
100 Ps 1 W s
+
% f = 4, 4964
2 + 0,5956 (% f B )
P
s
D L
Ec. 2.22
Donde:
P:
Kp:
D:
L:
BM :
%CS :
%f:
%fB:
Consumo neto de potencia en el molino; kW
Constante de proporcionalidad (dependiente de las unidades de medidas
seleccionadas). Este valor se determina una sola vez (en un molino de torque de
laboratorio, por ejemplo) a objeto de "calibrar" la ecuacin para su posterior uso en
cualquier caso deseado.
Dimetro interno del molino; pies
Longitud efectiva del molino; pies
Dimetro mximo de bola utilizado; pulg
Porcentaje de la velocidad crtica del molino
Porcentaje de nivel de llenado del molino (bolas + pulpa)
Porcentaje de volumen de llenado de bolas (volumen aparente de la carga de bolas,
expresado como % del volumen interno del molino)
55
A', B', C', D' y E' = constantes definidas en (Ec. 2.16)
PS :
Porcentaje de slidos en peso de la pulpa contenida en el molino
Gravedad especfica del slido (g/cm3)
S :
WS :
Carga de slidos (base seca) en el molino (kg.)
Obsrvese que la ecuacin (2.21) permite correlacionar la potencia neta consumida con un nmero
mayor de variables que la ecuacin (2.20). De igual forma, la ecuacin (2.22) permite correlacionar
directamente el % de nivel de llenado de (bolas + pulpa) en el molino (%f), con el % de slidos (Ps),
gravedad especfica del slido (s ), dimensiones del molino (D y L), % en volumen de carga de bolas
(% fB) y carga de slidos en el molino (W s ).
Es importante hacer notar adems que el consumo neto de potencia en el molino (P) es una funcin
cuadrtica del porcentaje de nivel de llenado de la carga en el molino (% f), lo que est de acuerdo con
el grfico experimental presentado en la Figura 2.6 (que corresponde a una parbola, con un mximo
relativo de P para valores de %fB cercanos al 52 %).
2.4.- Seleccin de Cargas Balanceadas de Cuerpos Moledores en Molinos de Barras -Bolas
y Estimacin de los Consumos de Acero
La ecuacin que permite seleccionar el tamao mximo de barras, tanto para una carga inicial como
recarga de barras, es la siguiente:
R = 0 ,16
( F 80 )0 , 75
W I S
% C (3 , 28 D
)0 , 5
0 ,5
Ec.2.23
Donde
R
F80
WI
S
% Cs
D
dimetro mximo de la barra (mm)
Tamao 80 % pasante de la alimentacin ( m).
Indice de trabajo (kwh/ton corta)
gravedad especfica del slido (g/cm3)
% de velocidad crtica del molino
dimetro intemo del molino (m)
Cuando R se expresa en pulgadas y, D en pies, la ecuacin (2.23) queda de la siguiente manera
( F 80 )
0 , 75
R =
160
W I S
% C ( D )0 , 5
0 ,5
Ec. 2.24
56
La Tabla 2.7 entrega la carga balanceada inicial de barras para valores de R comprendidos entre 125
mm (5") y 65 mm (2,5").
Tabla2.7.- Carga de barras inicial de equilibrio, Porcentaje en Peso
Tamaos Alimentacin de barras de Ajuste
125 115
100
90
Mm (Pulg)
5,0 4,5
4,0 3,5
125 (5,0)
18
115 (4,5)
22
20
100 (4,0)
10
23
20
90 (3,5)
14
20
27
20
75 (3,0)
11
15
21
33
65 (2,5)
7
10
15
21
50 (2,0)
9
12
17
26
Total (%)
100 100
100 100
75 65
3,0 2,5
31
39
30
100
34
66
100
La ecuacin que permite seleccionar el tamao mximo de bola, para la carga inicial y recarga de bolas,
es la siguiente:
F
B = 25,4 80
K
0, 5
sWI
0 ,5
%
C
(
3
,
281
D
)
S
0 ,34
Ecuacin 2.25
Donde:
B
K
= dimetro mximo de bola, en milmetros.
toma los valores dados en la siguiente tabla 2.8
Tabla 2.8.- Factor K para molinos de Bola
Tipo de Molino y Circuito de Molienda
Molienda hmeda, circuito abierto o cerrado, descarga por rebalse
Molienda hmeda, circuito abierto o cerrado, descarga por diafragma
Molienda seca, circuito abierto o cerrado, Descarga por diafragma
Valor de K (bolas de acero)
350
330
335
Todas las otras variables tienen el mismo significado y las mismas unidades de medidas que las variables
dadas en la ecuacin (2.23).
Cuando B se expresa en pulgadas y D en pies, la ecuacin (2.25) adopta la siguiente forma:
F
B = 80
K
0, 5
s WI
0 ,5
%C S ( D )
0 ,34
57
Ec. 2.26
La Tabla 2.9 entrega la carga balanceada inicial de bolas para valores de B comprendidos entre 115
mm (4,5") y 40 mm (1,5").
Las ecuaciones 2.24 y 2.26 permiten calcular el dimetro mximo requerido para el respectivo cuerpo
moledor (barras o bolas). Debido a que el tamao mximo calculado no siempre corresponde a un
tamao standard disponible en el comercio, se sugiere seleccionar aquel tamao standard
inmediatamente superior al calculado tericamente.
Tabla 2.9. - Carga de bolas inicial de equilibrio, Porcentaje en peso
Tamaos de Alimentacin de bolas de Ajuste
Mm(Pulg.)
115
100
90
75
65
4,5 4,0
3,5 3,0 2,5
115 (4,5)
23
100 (4,0)
31
23
90 (3,5)
18
34
24
75 (3,0)
15
21
38
31
65 (2,5)
7
12
20,5
39
34
50 (2,0)
3,8
6,5
11,5
19
43
40 (1,5)
1,7
2,5
4,5
8
17
25 (1,0)
0,5
1,0
1,5
3
6
Total Por Ciento
100
100
100 100 100
50
2,0
40
1,5
40
45
15
100
51
49
100
Desde un punto de vista conceptual, es siempre aconsejable utilizar una serie de tamaos de bolas
como sistema de recarga, aun cuando esto pueda resultar no prctico. En trminos generales, resulta
bastante difcil evaluar la prdida de eficiencia en la molienda sin la presencia de una serie de tamaos
de bolas formando una especie de collar porque la prctica comn es recargar slo el tamao mximo
de bolas en lugar de una carga balanceada. De cualquier forma, los resultados operacionales indican la
necesidad de utilizar uno o ms tamaos de bolas, durante cada perodo de recarga.
Referente a los consumos de acero por efecto del desgaste de los medios de molienda (barras o bolas)
y del revestimiento de los molinos, las mejores estimaciones provienen de datos operacionales, por lo
cual una vez generada dicha informacin para cada planta en particular, deber emplearse la misma en
la prediccin de las respectivas tasas de desgaste (las cuales normalmente dependen tanto de la
abrasin del medio como del ataque qumico por corrosin).
Es difcil ejecutar pruebas en laboratorio para determinar las caractersticas abrasivas de un mineral.
Adems, los resultados obtenidos slo cumplen fines comparativos debido a que no resultan lo
suficientemente precisos como para garantizar la extrapolacin de dichos resultados a escala industrial.
Un test tpico de abrasin evala la prdida de peso experimentado por una paleta de acero, al ser
impactada en forma continua por partculas de mineral que chocan contra ella, por un perodo de
tiempo preestablecido y bajo ciertas condiciones standard de realizacin de la prueba. A partir del test
standard se evala un cierto ndice de Abrasin del material (Ai ), el cual ha sido correlacionado
58
empricamente con numerosos datos de planta, a objeto de estimar las correspondientes tasas de
desgaste de barras, bolas, revestimientos de molinos y chancadoras, de acuerdo a las ecuaciones que
se entregan a continuacin:
Molinos de Barras - Molienda Hmeda:
Barras
Revestimientos
: kg/kwh = 0, 159 (A - 0,020)0,20
:kg/kwh = 0,0159 (A i - 0,015)0,30
Ec. 2.27
Ec 2.28
Molinos de Bolas - Molienda Hmeda:
Bolas
: kg/kwh = 0,159 (A - 0,015)0,34
Revestimientos : kg/kwh = 0,0118 (A - 0,015)0,30
Ec. 2.29
Ec. 2.30
Se deber multiplicar las ecuaciones (2.27) a (2.30) por 2,2, a objeto de calcular los correspondientes
consumos de acero en libras por kilowatt-hora.
Las frmulas anteriores proporcionan una primera estimacin de tasas de desgaste para usarlos como
valores de referencia, porque la determinacin depende de variados factores, tales como la velocidad
de rotacin del molino, porcentaje de carga de barras (o bolas), calidad de la aleacin empleada en la
fabricacin del medio de molienda, prcticas operacionales, etc.
La Tabla 2.10 entrega algunos valores tpicos de ndices de abrasin (Ai), para los materiales que ms
comnmente se procesan en la prctica, ya sea en molinos de barras, molinos de bolas o molinos de
guijarros (pebble mills).
59
Material
TABLA 2.10. Valores Promedios de Indices de Abrasin (Ai)
Indices de Abrasin Promedio
No.
Promedio
Rango
De Tests
Oxido de Aluminio
Bauxita
Arcilla Calcinada
Mata de Cobre - Nquel
Mineral de Cobre - Nquel
Mineral de Cobre
Mineral de Cobre- Plata
Dolomita
Feldespatos
Aleacin Fierro - Cromo
Fierro Manganeso
Minerales de Oro
Hematita
Limonita
Magnetita
Taconta
Mineral de Plomo - Zinc
Limestone
Magnesita
Mrmol
Mineral de Molybdeno
Mineral de Niquel
Rocas de Fosfato
Roca Siliceca
Mineral de Plata
Escoria
2
11
2
2
2
112
2
8
2
3
2
4
38
6
18
15
9
52
3
3
3
5
2
4
2
9
0.86
0.02
0.04
0.002
0.46
0.26
0.62
0.03
0.19
0.35
0.25
0.48
0.37
0.13
0.48
0.60
0.21
0.05
0.08
0.01
0.41
0.03
0.02
0.29
0.74
0.28
0.58-1.14
0.003-0.12
0.004-0.07
0.001-0.003
0.43-0.49
0.002 -0.91
0.58-0.65
0.01-0.07
0.07-0.30
0.27-0.52
0.18-0.32
0.30-0.71
0.00-1.79
0.01-0.23
0.11-0.83
0.32-0.85
0.03-0.41
0.00-0.65
0.04-0.10
0.002-0.04
0.13-0.68
0.01-0.06
0.01-0.02
0.05-0.83
0.72-0.76
0.01-0.52
Tomando en cuenta el hecho que dentro del costo de operacin de cualquier pla nta de concentracin
de minerales el consumo de los medios de molienda es el ms alto (en la minera chilena se consumen
sobre 100 millones de libras de bolas por ao), los investigadores J. Menacho y Fernando Concha
propusieron en 1984 una metodologa de "Optimizacin de Cargas balanceadas de Cuerpos
Moledores en la Molienda Hmeda de Minerales", empleando un modelo cintico de desgaste de bolas
que permite describir el perfil de tamaos de bolas en cualquier instante del proceso de molienda,
basado exclusivamente en las variables que controlan el sistema (prctica de recarga) y en informacin
previa sobre la cintica de desgaste de los medios de molienda (carga de bolas). Los autores enfatizan
60
en la necesidad de controlar las cargas de los medios moledores, ya que siendo el desgaste un proceso
superficial, es la distribucin de tamao de las bolas la que determina la magnitud del consumo de acero
para cada sistema en particular. Por otra parte, la distribucin de tamaos de los cuerpos moledores
dentro del molino afecta significativamente la eficiencia del proceso de molienda, existiendo una cierta
correspondencia entre el tamao de bolas dk y el de partculas di, para la cual se maximiza la velocidad
especfica de fractura de cada partcula Si E (dK); kwh/ton (si el tamao de bola es insuficiente, sobre tal
tamao de partcula la bola no tendra energa suficiente para producir una fractura eficiente, ocurriendo
entonces una disminucin paulatina de los valores de Si E (dK). El efecto anterior puede llegar a ser tan
relevante, como para inducir a error en el dimensionamiento de algunos molinos de gran tamao, donde
la prediccin hecha tanto por el mtodo clsico de Bond como por el modelo cintico lineal de
molienda fallan al no introducir explcitamente el efecto del tamao de los cuerpos moledores.
Los autores mencionados anteriormente proponen que los cambios en la distribucin de tamao de los
cuerpos moledores slo afectan la velocidad especfica media de fractura de las partculas, y presentan
resultados de molienda continua obtenidos a escala piloto, que ratifican la validez de la propuesta dada
por ellos. De igual forma, y considerando que en la molienda industrial es necesario maximizar la
produccin de partculas adecuadas para la flotacin, los autores plantean una metodologa para
determinar la distribucin ptima de bolas asociada a cada aplicacin particular, proporcionando un
modelo matemtico desarrollado a partir de los balances de poblacin y considerando la operacin del
molino como una secuencia de procesos batch entre recargas sucesivas de bolas. La ecuacin bsica
resultante es avalada por datos experimentales obtenidos en un molino industrial, que muestran la
validez predictiva del modelo propuesto. Los autores mencionados realizaron varias simulaciones
computacionales que demostraron que slo para el caso de recargas simples se obtienen distribuciones
de cargas balanceadas tipo Schuhmann, tal como propone Fred Bond. Adems, la pendiente de la
recta (escala log-log) que caracteriza dicha distribucin, no es una constante igual a 3,8 sino que vara
en funcin de la ley cintica de desgaste de las bolas y de la secuencia de recarga. En el caso de
recargas mltiples, los autores demuestran que el perfil de tamao de la carga de bolas en estado
estacionario se puede alterar en un amplio rango, asegurando as la aplicabilidad del esquema de
optimizacin propuesto por dichos investigadores.
Cabe hacer notar que, dependiendo de los tamaos de bolas, el nmero de clases y la frecuencia y
esquema de reposicin para un mismo tipo de bolas se obtienen diferentes distribuciones de tamaos de
bolas dentro del molino. Para un conjunto dado de condiciones de reposicin de bolas, al cabo de un
tiempo suficientemente largo se obtendr un perfil pseudo - estacionario de tamaos de bolas dentro del
molino. Dicho perfil est ntimamente asociado a la eficiencia de la molienda y por ello es importante su
conocimiento.
61
CAPTULO 3
EJEMPLOS DE APLICACIN AL DIMENSIONAMIENTO DE CIRCUITOS
MLTIPLES DE MOLIENDA (MTODO DE F. BOND)
El mtodo de clculo desarrollado por Fred Bond, para dimensonar molinos de barras y de bolas a
escala industrial, se basa en la conocida "Tercera Teora de Conminucin" y en la correlacin emprica
de varios miles de pruebas standard de laboratorio con datos de Planta. Las pruebas standard de
laboratorio corresponden a simples tests de ciclos de molienda, efectuados en seco y usando un tamiz
de separacin o malla de corte dada, para simular un circuito cerrado de molienda/clasificacin
operando con un circulante preestablecido. Este mtodo emprico de correlacin de datos de
laboratorio con datos de planta ha sido bastante estudiado determinndose algunas limitaciones
prcticas. En realidad, el mtodo de Bond permite apenas tener una primera estimacin del consumo
energa necesaria para moler un mineral determinado (con un error de 20%), en un molino de tamao
industrial. No obstante, debido a su extrema simplicidad, el procedimiento de Bond contina siendo
ampliamente utilizado en la industria minera para seleccionar tamaos de molinos de barras y bolas a
escala piloto semi-piloto e industrial.
A continuacin se entrega una descripcin detallada del mtodo de Bond para dimensionar circuitos
mltiples de molienda (molinos de barras y bolas) a escala industrial, presentando un ejemplo de
aplicacin prctica para ilustrar la metodologa de clculo.
3.1.- Dimensionamiento de Molinos de Barras
El mtodo de Bond para dimensionar molinos de barras a escala industrial comprende las siguientes
etapas fundamentales:
3.1.1 Determinacin del WI del material a travs de un test standard de laboratorio, desarrollado por
F. Bond para el caso especfico de molinos de barras.
3.1.2
El valor de W I as calculado es para un molino de barras tipo descarga por rebalse, de 8 pies
de dimetro interior, moliendo en hmedo y en circuito abierto (Valor Base de W I).
3.1.3 En caso que las condiciones de operacin standard establecidas por Bond no se cumplan,
debern incluirse los siguientes factores correctores:
-
Factor f1 (molienda en seco)
Factor f3 (dimetro del molino)
Factor f4 (alimentacin demasiado gruesa)
Factor f6 (baja o alta razn de reduccin en el molino)
Factor f7 (grado de uniformidad del material alimentado al molino)
El valor base de W I calculado en el punto (3.1.2) deber ser multiplicado por todos o algunos de los
factores correctores indicados anteriormente (segn corresponda el caso), para obtener el valor
Corregido de WI. La difinici6n de cada uno de estos factores correctores se entrega a continuacin:
62
Factor fl :
Para el mismo rango de trabajo de molienda hmeda, la molienda seca requiere un 30%
ms de potencia comparada a la molienda hmeda. Usar entonces, f1 = 1,3; para el caso
de Molienda Seca.
Factor f3 :
La eficiencia de molienda vara con el Dimetro Interno del Molino. Para molinos de
barras cuyo dimetro interno es 8 pies (medido entre revestimientos), el factor f3 = l. Si
D 8 pies, entonces el factor f3 se calcular como sigue:
f3 = (8/D) 0,2
f3 = 1
f3 = 0,9146
Factor f4 :
para D 8 pies
para D =8 pies
para D 12,5 pies
Cuando el molino de barras se alimenta con un material ms grueso que un cierto valor
ptirno (Fo ;m), deberemos utilizar un factor f4, que depende directamente del Work
Index:
F F0
Rr + (WI 7 ) 80
F
0
f4 =
Rr
Ec. 3.1
Donde:
Rr:
F 80:
P 80:
WI:
F 0:
Razn de reduccin del 80% =F 80/P80
Tamao 80% pasante de alimentacin (m)
Tamao 80% pasante del producto ( m)
Work Index del material (kwh/ton corta)
Tamao ptimo de alimentacin ( m)
Siendo:
13
WI
F0 = 16.000
Ec. 3.3
Factor f6 :
El factor f6, se aplica para razones de reduccin muy altas o muy bajas en el molino de
barras; siendo:
f6
(
R
= 1+
Rr0
150
63
Ec. 3.4
Donde:
Rr :
F80 /P80 (el mismo significado que el de la ecuacin 26)
Rro = 8 + 5 LR/D
F80 y P80, retienen el signific ado asignado en la ecuacin 26
LR : longitud de las barras (pies). Se elige normalmente L R /D = 1,5
D : dimetro interno del molino (pies)
La ecuacin (3.4) se aplicar en cualquier caso; a menos que se cumpla la relacin
Rr = Rr0 2
Ec. 3.5
Factor f7 :
Estudios detallados de operacin en planta con molinos de barras industriales han
demostrado que la eficiencia de molienda depende del grado de uniformidad del
material con que se alimenta el molino y de la estabilidad de la carga de barras dentro
del molino. Este factor de eficiencia no se ha podido definir en forma cuantitativa.
Pero, para fines prcticos se recomienda usar los siguientes criterios:
-
Cuando se calcule la potencia mecnica requerida en una operacin
industrial con molinos de barras , use un factor de ineficiencia de 1,4
cuando la alimentacin al molino sea preparada mediante circuito
abierto de chancado: y use f7 = 1,2, cuando la alimentacin se
prepare mediante circuito cerrado de chancado.
Al momento de calcular la potencia mecnica requerida en un
circuito mltiple de barras-bolas no utilice factores correctores que
tiendan a mejorar la eficiencia del molino de bolas, mediante una
disminucin del consumo de energa base requerido (calculado bajo
condiciones de operacin standard).
3.1.4. El calor correspondiente del Work Index corregido, estar dado por la siguiente expresin:
WI (corr) = WI (base) fl f3 f4 f6 f7
Ec. 3.6
Donde :
WI (corr)
WI(base)
fl , f 3 , f4 , f 6 y f7
= valor corregido de WI(kwh/ton corta)
= valor base de WI, (kwh/ton corta ), calculado en (3.1.2)
= factores correctores ya definidos
64
3.1.5. El consumo de energa en la molienda industrial, para ir desde un tamao 80% pasante F 80,
hasta un tamao 80% pasante P80 , estar dado por:
10
10
W = WI (corr )
P
F80
80
Ec. 3.7
Donde:
W
WI (corr)
P 80 y F 80
:Consumo de energa (kwh) requerido para reducir una tonelada corta de material
desde un tamao 80% pasante F80 (m) hasta 80% pasante P80 (m).
:Valor corregido de W I (kwh/ton corta).
:Tamaos 80% pasante del producto y alimentacin del molino de barras
industrial, respectivamente (m). Ambos valores debern ser especificados en
esta etapa de clculo.
3.1.6. Se especificar la capacidad C (ton cortas/hora ) requerida para el molino de barras industrial
(TPH de slidos procesados).
3.1.7. Se calcular la potencia mecnica requerida para la conminucin del material. Esto es:
PM(kW) = W (kwh/ton corta)*C (ton corta/h)
Ec. 3.8
o bien;
PM (HP) = 1,341 (HP/kW) * PM (kW)
Ec. 3.9
La potencia mecnica as calculada incluye prdidas de eficiencia en rodamientos, engranajes y pin,
pero no incluye prdidas de eficiencia en el motor y componentes accesorios (tales como reductores
de velocidad, prdidas por transmisin y otras). La potencia mecnica as calculada es aquella
requerida en el Eje del Pin del Molino.
Como se sabe, la potencia del molino, tal como se mide en muchas plantas, es la POTENCIA DE
ENTRADA AL MOTOR; es decir, corresponde a la potencia elctrica aplicada al motor. Este valor
deber ser convertido en potencia mecnica en el eje del pin del molino. Esto puede lograrse
aplicando el factor de eficiencia del motor (prdidas elctricas y mecnicas) para obtener la
POTENCIA DE SALIDA DEL MOTOR. Si en la planta no existieran datos de informacin sobre la
eficiencia del motor, la informacin correspondiente podr ser obtenida desde los fabricantes de
motores respectivos. Cuando el motor est acoplado directamente al eje del pin, la potencia de
salida del motor corresponder a la potencia medida en el eje del pin del molino. Si se utilizan
65
reductores de velocidad o cualquier otro elemento accesorio entre el motor y el eje del pin, entonces
deberemos considerar todas las eficiencias correspondientes a cada uno de estos elementos, aplic ando
los factores correspondientes sobre la potencia de salida del motor, para obtener la potencia mecnica
requerida en el eje del pin del molino.
3.1.8. Calcular la potencia elctrica requerida a la entrada del motor, considerando una eficacia de
%. Esto es:
PE (HP) =PM (HP)*(100/ )
Ec. 3.10
3.1.9
Conociendo el valor de PE (HP), calcular las dimensiones del molino de barras industrial,
usando la ecuacin (2.5 ), entregada en la Seccin 2.1.2
PE = K R (D )3, 5 (%V P ) 0, 555 (%C S )1, 505 (L / D)
Ec. 2.5
Donde
PE:
D:
Potencia Elctrica requerida a la entrada del motor (HP).
Dimetro interno del molino (pies). Para efectos prcticos se aconseja utilizar D 20
pies.
%VP: Porcentaje del volumen interno del molino cargado con barras(volumen aparente de la
carga de barras expresado en porcentaje). Se aconseja un valor de VP entre 30 y 40
%.
%C S: Porcentaje de velocidad crtica del molino. Se aconseja seleccionar un valor
comprendido entre 60 y 70% de la velocidad crtica..
L:
Longitud interna del molino (pies). Se aconseja una razn L/D entre 1,3 y 1,6.
K R:
Una constante de proporcionalidad, cuyo valor depende del tipo de molino
seleccionado (ver tabla adjunta).
El valor de D podra calcularse a partir de la ecuacin (2.5), una vez especificados los valores de PE
(HP), KR (ver tabla), % VP , % C S y razn largo /dimetro del molino (L/D), mediante la expresin:
PE ( HP)
D=
0 ,555
1 ,505
L
(%C S )
K R (%V P )
D
1
3 ,5
Ec. 3.11
66
El significado de los diferentes trminos que aparecen en la ecuacin 3.11 es el mismo que los de la
ecuacin 2.5.
Para el caso particular que se obtenga D > 20 pies, la prctica aconseja utilizar ms de un molino.
Suponiendo, en general, que se eligen "M" molinos de barras en paralelo, primero se debe calcular la
potencia elctrica requerida para cada molino (PE /M), y se recalcula el dimetro D para cada molino
mediante la ecuacin 3.11.
3.1.10
Una vez calculado el valor terico de D, el largo interno del molino estar dado por
(L/D)*D, siendo L/D la razn largo/dimetro previamente especificada. En caso que
resulte D 8 pies, se debe recalcular el factor f3 = (8/D) 0,2 como se indic para los
factores f, y repetir todas las etapas anteriores, desde (4) hasta (9) inclusive, tantas veces
como sea necesario hasta que el algoritmo de clculo converja. Se trata de un
procedimiento de clculo iterativo, que deber repetirse hasta que se obtenga una variacin
mxima relativa del 1 % para los valores de D calculados entre iteraciones sucesivas. Este
procedimiento de clculo es fcilmente ejecutado empleando una planilla de clculo.
3.1.11
Una vez calculados los valores tericos de L y D, se debe escoger desde catlogos
apropiados aquellos valores prcticos de L y D que ms se acerquen a los especificados
por el fabricante (recordando que L y D corresponden a las dimensiones internas efectivas
del molino de barras). Ello Implica recalcular la potencia PE segn ecuacin (2.99),
utilizando los valores finalmente escogidos para L y D. Por ltimo, y debido a que los
fabricantes de motores utilizan especificaciones standard de potencia, ser necesario
escoger aquella potencia estandarizado cuyo valor (considerando los respectivos factores
de seguridad) sea inmediatamente superior a aqul calculado mediante la ecuacin ( 2.99),
dndose por finalizado el clculo en esta etapa.
3.1.12 Otros clculos adicionales requeridos en el dimensionamiento de molinos de barras industriales,
tales como el tamao mximo de barras, distribucin en peso de la carga de barras; volumen y
peso de la carga de barras, ya fueron discutidos anteriormente (ver Seleccin de cargas
balanceadas de cuerpos moledores en molinos de barras-bolas y estimacin de los consumos
de acero).
3.2.- Dimensionamiento de Molinos de Bolas
E1 mtodo de Bond para dimensionar molinos de bolas industriales comprende las siguientes etapas
fundamentales:
3.2.1 Determinacin del WI del material a travs de un test standard de laboratorio, desarrollado por
Bond para el caso especfico de molinos de bolas.
3.2.2 El valor de WI as calculado es para un molino de bolas tipo descarga por rebalse, 8 pies de
dimetro interior, moliendo en hmedo y en circuito cerrado (Valor base de W I).
3.2.3 En caso que las condiciones de operacin estndar establecidas por Bond no se cumplan,
debern incluirse factores correctores, al igual que para molinos de barra:
67
Factor fl :
Factor f2 :
Factor f3 :
Factor f4 :
Factor f5 :
Factor f6 :
(molienda en seco)
(molienda en circuito abierto)
(factor eficiencia por Dimetro del molino)
(alimentacin demasiado gruesa)
(sobremolienda de finos, obtenindose P80 75 m)
(baja razn de reduccin en el molino)
E1 valor de WI calculado en el punto (3.2.2), o sea, el WI(base), deber ser multiplicado por
todos o algunos de los factores de correccin indicados ms anteriormente (segn corresponda
al caso), para obtener el WI (corregido).
La definicin de cada uno de los factores anteriores se indica a continuacin:
Factor f l :
Para el mismo rango de trabajo de molienda hmeda, la molienda seca requiere 1,3 veces
ms potencia que la molienda hmeda. Por consiguiente, se debe multiplicar WI (punto
3.2.2) por 1,3 en caso de molerse en seco en el circuito industrial (Ej.: industria del
cemento).
Factor f2 :
Cuando se efecta molienda hmeda en circuito abierto, la cantidad de potencia extra
requerida, comparada a la misma molienda efectuada en circuito cerrado, depende del
grado de control requerido en el producto de molienda producido. El valor de f2 para
molienda en circuito abierto est dado de acuerdo a la siguiente tabla:
Tamao de Control del Producto
(Referencia a % Pasante)
50
60
70
80
90
92
95
98
Factor f2
1,035
1,050
1,100
1,200
1,400
1,460
1,570
1,700
(*) NOTA: Multiplicar WI(base) por el respectivo valor de f2, en caso necesario.
Factor f3 :
Es un hecho generalmente aceptado que la eficiencia de la molienda vara con el dimetro
interno del molino . Para molinos de dimetro interno igual a 8 pies (medido entre
revestimientos), el factor f3 = l; si D 8 pies, entonces el factor f3 estar dado por:
0,2
f3 = (8/D)
Ec. 3.12
Donde:
D:
Dimetro interno del molino en pies, medido entre revestimientos.
68
Conviene mencionar, sin embargo, que de acuerdo a datos operacionales de Planta la
eficiencia de molienda no aumenta para D 12,5 pies. Para esos casos f3 toma un valor
constante e igual a 0,914.
Por consiguiente, deber multiplicarse el WI (base) por f3, en caso que D 8 pies de
dimetro. Como D es desconocido al comienzo, suponer f3 = 1, durante la primera
iteracin, y recalcular entonces dicho valor en una etapa posterior.
Factor f4 :
Cuando el molino de bolas se alimenta con un material ms grueso que un cierto valor
ptimo, debe usarse el factor f4 . Este factor est relacionado directamente con el Work
Index, de la manera que se indica en la siguiente ecuacin:
Rr + (W I 7) F80 F0
F0
f4 =
Rr
Ec. 3.13
Donde:
Rr:
F80 :
P80 :
WI:
F0 :
Razn de reduccin del 80% = F 80/P80
Tamao 80 % de alimentacin(m)
Tamao 80% del producto (m)
Work Index del material (kwh/ton corta)
Tamao ptimo de alimentacin (m)
Siendo
F0 = 4.000
Factor f5 :
13
WI
Cuando el tamao 80% pasante del producto es menor que 75 micrones (200 mallas
Tyler), debe aplicarse el factor f5 que corresponde al efecto de sobremolienda de finos el
cual se calcula de acuerdo a la siguiente expresin:
f5 =
P80 + 10,3
1,145 P80
Ec. 3.14
69
Factor f6 :
Cuando la razn de reduccin (Rr) del material en el molino de bolas es inferior a 6 , debe
aplicarse el factor f6, situacin generalmente encontrada durante la remolienda de
concentrados y relaves en circuitos industriales. El valor de f6 se calcula de acuerdo a la
siguiente expresin:
f6 =
[20 ( Rr 1,35) + 2,60]
20[Rr 1,35]
Ec. 3.15
3.2.4 El valor correspondiente al WI (corregido) est dado por la siguiente expresin:
WI (corr) = WI(base) f1*f2*f3*f4*f5*f6
Ec. 3.16
Donde:
WI (corr):
WI (base):
fl , f2 , ..., f6:
Valor corregido de WI (kw/h/ton corta)
Valor del Work Index calculado de acuerdo a lo indicado en (3.2.2): (kw/h/ton
corta)
Factores correctores definidos anteriormente.
3.2.5. El consumo de energa especfica en la molienda industrial, para ir desde un tamao 80%
pasante F80 hasta un tamao 80 % pasante P80 , est dado por:
10
10
W = W I (corr)
P
F80
80
Ec.17
Donde:
W:
Consumo de energa (kwh) necesario para reducir una tonelada corta de material
desde un tamao 80% pasante F80(m) hasta 80% pasante P 80(m).
Wl (corr): Valor corregido de WI(kW/ton corta)
P80,F80 : Tamaos 80 % pasante del producto final y alimentacin fresca del circuito industrial
de molienda respectivamente (m). Ambos valores deben ser especificados en esta
etapa.
3.2.6. Se debe especific ar la capacidad C (toneladas corta/hora) deseada del circuito cerrado de
molienda/clasificacin (TPH de slidos procesados).
3.2.7. Se calcula la potencia mecnica requerida para la conminucin del material. Esto es:
70
PM (kW) = W (kwh/ton cortas)*C (ton cortas/h)
Ec.
3.18
o bien:
PM (HP) = 1,341 * PM (kW)
Ec. 3.19
La potencia mecnica as calculada es la potencia requerida en el eje del pin del molino, lo
cual incluye prdidas de eficiencia en rodamientos, engranajes y pin, pero NO INCLUYE
prdidas de eficiencia en el motor y otros componentes accesorios, tales como reductores de
velocidad, prdidas por transmisin, etc.
3.2.8. Calcular la potencia elctrica requerida en la entrada del motor, suponiendo una eficiencia de
% (normalmente = 95 %). Esto es:
PE(HP) = P M (HP) *(100/
)
Ec. 3.20
3.2.9. Conociendo el valor de PE (HP), se puede calcular las dimensiones del molino de bolas
industrial, usando la ecuacin 2.10 dada para calcular el consumo de energa en molino s de
bolas. El valor de D podr calcularse de la ecuacin 2.10 una vez especificados los valores
de PE (HP), KB (ver tabla); % VP , % C S y razn L/D del molino, mediante la expresin:
PE ( HP)
D=
0 , 461
(%C S )1,505
K B (%V P )
D
1
3 ,5
Ec. 3.21
El significado de los diversos trminos que aparecen en la ecuaci6n 3.21 fueron definidos en la
ecuacin 2.10.
En el hipottico caso en que se obtenga un D 20 pies, la prctica ensea que es mejor utilizar
ms de un molino, tal como en el caso de los molinos de barras. Suponiendo en general que se
eligen "M" molinos de bolas en paralelo, primero se debe calcular la potencia elctrica requerida
por cada molino (P E/M), y enseguida recalcular el dimetro D para cada molino mediante la
ecuacin 47.
3.2.10. Una vez calculado el valor terico de D, el largo interno del molino estar dado por (L/D)*D,
siendo L/D la razn largo/dimetro previamente especificada. En caso que resulte D 8 pies,
se debe recalcular el factor f3 = (8/D) 0,2, y repetir todas los pasos anteriores desde el 4 hasta el
71
9 inclusive, tantas veces como sea necesario hasta que el algoritmo de clculo converja. Se
trata de un procedimiento de clculo iterativo, que deber repetirse hasta que se obtenga una
variacin mxima relativa del 1 % para valores de D calculados entre iteraciones. El
procedimiento es muy fcil de realizar con una planilla de clculo.
3.2.11. Una vez calculados los valores tericos de L y D, se escoger desde catlogos aquellos valores
de L y D recomendados por los fabricantes que ms se acerquen a los valores tericos
calculados (recordando que L y D, corresponden a las dimensiones internas efectivas del molino
de bolas). Ello implica recalcular la potencia PE (HP) segn la ecuacin 2.10, utilizando los
valores finales seleccionados para L y D. Finalmente, y debid o a que los fabricantes de motores
utilizan especificaciones de potencia estndar, se elegir aquella potencia estandarizada cuyo
valor (incluyendo respectivos factores de seguridad) sea inmediatamente superior a aqul
calculado mediante la ecuacin 5.
3.2.12. Otros clculos adicionales referentes a tamao mximo de bola, distribucin en peso de la carga
de bolas, volumen y peso de dicha carga, ya fueron analizados anteriormente.
72
CAPTULO 4
EJEMPLO DE APLICACIN PRCTICA
De acuerdo al mtodo de F. Bond, la relacin de tamaos ptimos de alimentacin a molinos de barras
y bolas se determina como sigue:
F0 ( Barras)
=
F0 ( Bolas)
16.000
4 .000
13
WI
13
WI
4
1
Ec. 4.1
Este criterio de dimensionamiento de molinos de barras y de bolas se va aplicar a un circuito mltiple de
molienda (o sea, donde la descarga del molino de barras constituye la alimentacin fresca al (o los)
molino(s) de bolas en circuito(s) cerrado(s) con clasificacin. El criterio indicado anteriormente es
utilizado normalmente por muchas empresas de ingeniera, las que establecen el siguiente postulado
emprico: El consumo total de energa en la molienda debera ser distribuido de tal forma que
aproximadamente l/3 de dicha energa sea consumido en el molino de barras y los 2/3 restantes sean
consumidos en el ( o los) molino(s) de bolas". Dicho de otra forma, la PE (Molinos de bolas) debera
ser aproximadamente el doble de la P E (Molino de Barras). Este criterio se ejemplariza a continuacin.
Ejemplo: suponga que desea reducir un material desde 80% pasante 3/4" hasta 80% 195 m,
requirindose tratar 216 ton cortas/hora de slidos en la planta de procesamiento, donde se elige
efectuar la molienda en un circuito mltiple de barras-bolas, el cual debe ser convenientemente
dimensionado para tales efectos.
Los datos conocidos y parmetros por determinar se resumen a continuacin:
4.1.- PARA DIMENSIONAR EL MOLINO DE BARRAS
WI = 14,5 kwh/ton corta.
Molienda en hmedo (70% slidos) y en circuito abierto.
F80 = tamao 80% alimentacin = 3/4" = 19.050m.
P80 =tamao 80% del producto = (por determinar).
= eficiencia del motor = 96 %.
Alimentacin al Molino de Barras = Descarga de Chancado Terciario (que opera en circuito
cerrado con harneros).
Molino de Barras tipo Overflow (descarga por rebalse).
C=216 ton corta/hora = capacidad de slidos del molino.
Rr =F 80/P 80 = raz6n de reduccin del 80% =? (a ser calculada).
L/D
=1,3 = razn largo/dimetro seleccionada.
%CS
= 65 % de la velocidad crtica.
% V p= 35 % de carga de barras (como % del volumen interno del molino).
Valor de K R = 3,590 x 10 -5 (segn tabla).
73
4.2.- PARA DIMENSIONAR EL (LOS) MOLINO(S) DE BOLAS
WI = 14,5 kwh/ton corta.
Molienda en hmedo (65 % de slidos) y en circuito cerrado.
F80 =tamao 80% alimentacin( m) =?(a ser calculado).
P80 = tamao 80% del producto = 195 m.
= eficiencia del motor = 96 %.
Alimentacin Fresca del Molino de Bolas (circuito cerrado) = Descarga del Molino de Barras.
Molino de Bolas tipo Overflow (descarga por rebalse).
C = 216 ton corta/hora = alimentacin fresca de slidos al circuito de molienda.
L/D=1,25 = razn largo/dimetro seleccionada.
%CS =70 % de la velocidad crtica.
% VP =45 % de carga de bolas (como % del volumen interno del molino).
Valor de K B =4,365 x 10-5 (segn tabla).
Supondremos adems: F80 (Barras) 4 *F 80 (Bolas) (ver ecuacin 4.1). De aqu se puede calcular:
F 80 (bolas) = 19.050/4 =4.763 m
= tamao 80% pasante en alimentacin fresca del circuito cerrado de
molienda/clasificacin.
4.3.- DIMENSIONAMIENTO DEL MOLINO DE BARRAS
A.- Clculo de Factores Correctores
- Factor f1= 1,0 (molienda hmeda)
- Factor f3 = 1,0 (suponemos inicialmente que D = 8 pies)
- Factor f4 = 1,483 , que se calcula como sigue:
F F0
Rr + (WI 7 ) 80
f4 =
Rr
Siendo:
Rr
= F80/P80 = 19.050/4.763 = 4
F0 = 16 .000 13 W = 16 .000 13 14 ,5 = 15 .150 m
I
WI = 14,5 kw/h/ton corta
F 80 = 19.050m
P 8O = 4.763 m
Factor f6 = 1,735 ; que se calcula como sigue:
f6 = 1 +
(R
Rr
150
74
Siendo:
Rr
=4
Rr0 = 8 + 5 (L R /D) 8 + 5 x 1,3 = 14,5.
LR/D 1,3 (seleccionado arbitrariamente).
Factor f7 = 1,2 (alimentacin al molino de barras; corresponde a descarga de chancado terciario, que
opera en circuito cerrado con un harnero vibratorio).
B.- Clculo del WI (corregido)
WI (corr) = 14,5 x 1,483 x 1,735 x 1,2 = 44,770 (hwh/ton corta)
C.- Clculo del Consumo de Energa Especfica
10
10
W = 44 ,770
19 .050
4.763
= 3,243 (kwh/ton corta)
D.- Clculo del Consumo de Potencia Mecnica
PM(HP) = 1.341x 3,243 x 216 = 939,46 HP
E.- Clculo del Consumo de Potencia Elctrica
P E(HP) = PM(HP)/0,96 = 978,60 HP
F.- Clculo de las Dimensiones del Molino
PE (HP )
D=
0 ,555
1, 505
L
(%C S )
K R (%V P )
D
1
3 ,5
Ec. 3.11
Reemplazando:
P E = 978,60 HP
KR = 3,590 x 10 -5
%VP= 35 % carga barras
75
%C S = 65 % de la velocidad crtica
L/D = 1,3
se obtiene como primera estimacin de D, al usar la ecuacin (3.11),
D = 11,681 pies, y tambin
L = 15,185 pies
Como el valor de D calculado es 8 pies, recalcularemos f3 , repitiendo todas las etapas anteriores,
segn se ilustra en tabla adjunta.
Iteracin
#
f3
1
2
3
1,000
0,927
0,931
WI(corr);
kWh/ton
corta
44,770
41,506
41,686
W
kWh/ton
corta
3,243
3,007
3,020
PM
HP
PE
HP
D
Pies
L
Pies
% Error
en D
939,46
870,96
874,74
978,60
907,25
911,19
11,681
11,431
11,445
15,185
14,860
14,879
-2,14
0,12
Despus de 3 iteraciones, se observa que el % de error relativo en D es de slo 0, 12 %, y por lo
tanto, las dimensiones del molino de barras sern:
D = 11,45 pies 11,5 pies de dimetro interno
L = 14,88 pies 15,0 pies de longitud efectiva
G.- Clculo de la Potencia Elctrica del Motor
Reemplazando D = 11,5', L = 15,0' en la ecuacin (2.5), y manteniendo constantes los valores de K R,
% VP y % C S definidos en etapa (F), se obtiene finalmente:
P E(HP) = 3,590.x 10 -5 x(11,5) 3,5 x(35)0,555 x(65) 1,505 x(15/11,5) = 929,66 HP
Eligiendo, finalmente, un motor de 950 HP.
4.4 DIMENSIONAMIENTO DEL MOLINO DE BOLAS
Factor
f1
f2
f3
f4
f5
f6
Valor
1,000
1,000
1,000
1,079
1,000
1,006
Observaciones
Molienda hmeda
Circuito cerrado
Considerando D=8 como estimacin inicial
Rr=24,43;WI=14,5;F 80=4763m y F0 =195 m
Porque P80>75m
Rr=24,43
76
La siguiente tabla ilustra los clculos realizados durante cada iteracin:
Iteracin
#
1
2
3
f3
WI(corr)
KWh/ton
Corta
1,000 15,739
0,915* 14,401
0,915* 14,401
W
KWh/ton
corta
8,991
8,227
8,227
PM
HP
PE
HP
D
Pies
2.604,18 2.712,69 15,412
2.382,83 2.482,11 15,026
2.382,83 2.482,11 15,026
L
pies
% Error
en D
19,265
18,782
18,782
2,51
0,00
(*) Como D > 12,5 pies; se supuso f3 = cte. =0,915.
Por consiguiente, las dimensiones del molino de bolas sern:
D=
15,03 pies = 15 pies de dimetro interno
L = 18,78 pies = 19 pies de longitud efectiva
La potencia elctrica del motor ser:
P E (HP) =-4,365x 10-5 x 153,5 x 45 0,461 x 701,505 x (19/15)
P E=2.500,17 HP
P E=2.500 HP (valor seleccionado)
Obsrvese que: PE (M. Bolas)/PE (M. Barras) = 2.500/950 = 2,63
Se ha sugerido que normalmente:
PE (M. Bolas) 2 veces la PE (M. Barras)
Es decir, que por cada molino de barras se debera tener 2 molinos de bolas ms pequeos en paralelo
(cada uno de ellos operando en circuito cerrado con un clasificador); o dicho de otra manera: "El
Consumo Total de Energa en la Molienda debera ser distribuido de tal manera que l/3 de ella se
consuma en el Molino de Barras y los otros 2/3 en los molinos de bolas.
Como en el ejemplo desarrollado, D= 15 pies, (tamao relativamente grande para el molino de bolas)
se podra pensar tambin en la posibilidad de utilizar dos molinos de bolas ms pequeos operando en
paralelo. En tal caso, cada molino debera consumir una potencia aproximada de 1.300 HP,
obtenindose las siguientes dimensiones para cada uno de ellos:
N de molinos de bolas
D
L
PE
=2
= 12,5 pies de dimetro interno
= 15,5 pies de largo efectivo
= 1293 HP/molino = 1300 HP en cada molino
4.5. Limitaciones y Deficiencias de las Teoras Clsicas de Conminucin (Mtodo de F. Bond)
77
Es importante sealar las principales restricciones y deficiencias de la metodologa desarrollada por
Fred Bond, debido a que es la ms utilizada en la industria minera para dimensionar equipos de
conminucin. La discusin general acerca del mtodo es vlida tambin para destacar las mismas
deficiencias asociadas a los postulados de Rittinger, Kick y Charles-Walker.
Las principales limitaciones y deficiencias del Mtodo de Bond se resumen a continuacin:
I.
En primer lugar, en el procedimiento standard de laboratorio, Bond utiliza un tamiz de
separacin para simular la malla de corte obtenida con un clasificador industrial. Es decir, se
realiza una "clasificacin ideal" del material a escala de laboratorio, lo cual es imposible de
lograr a escala industrial. La mayora de los clasificadores industriales poseen caractersticas de
separacin extremadamente variables, con desviaciones substanciales respecto al
comportamiento de separacin perfecta.
II.
En segundo lugar, las condiciones de equilibrio alcanzadas en un test standard de Bond a escala
de laboratorio corresponden al estado estacionario alcanzado en un molino tipo "plug flow". Es
decir, est implcito en el mtodo de Bond que los molinos industriales no actan como
mezcladores de la pulpa adems de moler las partculas del material. Las caractersticas
dinmicas de transporte de la pulpa en el molino normalmente se sitan entre los casos
extremos de mezcla perfecta y flujo-pistn, de acuerdo a los resultados de numerosos estudios
de transporte de partculas, realizados en molinos industriales.
III.
En tercer lugar, se supone tambin, en forma implcita, que todos los tipos de materiales se
fracturarn de una manera similar, es decir, de acuerdo a las caractersticas tpicas de un
material ideal tipo Bond". Dicho material se caracteriza por tener una distribucin
granulomtrica de Rosin-Rammler, con una pendiente igual a 0,5 en la regin de tamaos finos.
En la prctica, muy pocos materiales siguen en forma natural este tipo de distribucin, y entre
aquellos que as lo hacen, es muy raro encontrar alguno con pendiente exactamente igual a 0,5.
IV.
En cuarto lugar, en el mtodo de Bond se utilizan slo 3 parmetros para calcular el consumo
de energa en la molienda. Ellos son: (a) el ndice de trabajo (Work Index WI); (b) un
parmetro de tamao caracterstico de la alimentacin (F80 ;m) y (c) un parmetro de tamao
caracterstico del producto (P80; m). El concepto de Work Index, en s mismo, engloba en
un solo parmetro todo el proceso de fractura, transporte y clasificacin del material dentro de
un circuito cerrado de molienda/clasificacin. Es por ello que Bond ha debido incluir una serie
de "factores correctores" dentro de su frmula bsica, a fin de tomar en cuenta el efecto de
diversas variables de operacin sobre el consumo energtico de la molienda. Existen
correcciones para molienda seca, circuito abierto, fineza exagerada del producto molido,
tamao de alimentacin demasiado grueso y efecto del dimetro del molino. El objetivo
primordial de estos factores correctores es disminuir las diferencias observadas en Planta, tanto
en capacidad como en consumo de potencia, con respecto a los correspondientes valores
determinados mediante la frmula standard de Bond. Debemos recordar adems, que el valor
de WI obtenido a travs del procedimiento estndar de laboratorio ha sido correlacionado con
muchos datos experimentales de Planta a objeto de "calibrar" la frmula de escalamiento
propuesta por Bond, para calcular el consumo energtico de los materiales molidos en quipos
78
industriales. Para ello, se ha utilizado un sinnmero de resultados experimentales recopilados en
planta, obtenidos fundamentalmente con molinos de 8 pies de dimetro interno, operando en
hmedo, ya sea en circuito cerrado con clasificadores industriales (caso de los molinos de
bolas), o bien en circuito abierto (para el caso de los molinos de barra).
No obstante todas las limitaciones indicadas, el mtodo de Bond, debido a su gran simplicidad,
contina siendo utilizado en la industria minera para dimensionar chancadores, molinos de barras y
bolas (e incluso molienda semiauantgena) tanto a escalas piloto como industrial. Este mtodo emprico
de correlacin ha sido sometido a numerosas pruebas, encontrndose sus limitaciones en el
dimensionamiento de molinos de gran dimetro. En realidad, el mtodo de Bond permite apenas
primera estimacin (error promedio de 20%) del consumo real de energa para moler un mineral
determinado, en un molino de tamao industrial.
Anda mungkin juga menyukai
- Documents - MX Manualsx PDFDokumen244 halamanDocuments - MX Manualsx PDFValeskaAlejandraCordovaRodriguezBelum ada peringkat
- Control MoliendaDokumen90 halamanControl MoliendaValeskaAlejandraCordovaRodriguezBelum ada peringkat
- Universidad Nacional de San AgustínDokumen104 halamanUniversidad Nacional de San AgustínLuis ZSBelum ada peringkat
- Analisis Proximo de Arcillas para CeramicaDokumen11 halamanAnalisis Proximo de Arcillas para CeramicaValeskaAlejandraCordovaRodriguez100% (1)
- Electro Obtencion PDFDokumen33 halamanElectro Obtencion PDFValeskaAlejandraCordovaRodriguez100% (1)
- Control MoliendaDokumen90 halamanControl MoliendaValeskaAlejandraCordovaRodriguezBelum ada peringkat
- COLOIDES FilminasDokumen37 halamanCOLOIDES FilminasValeskaAlejandraCordovaRodriguezBelum ada peringkat
- Ucg5074 01 PDFDokumen113 halamanUcg5074 01 PDFValeskaAlejandraCordovaRodriguezBelum ada peringkat
- Manual interactivo para la operación de la unidad de electroobtención de Codelco NorteDokumen279 halamanManual interactivo para la operación de la unidad de electroobtención de Codelco NorteValeskaAlejandraCordovaRodriguez100% (1)
- Molienda SagDokumen89 halamanMolienda SagValeskaAlejandraCordovaRodriguezBelum ada peringkat
- Manual Ew PDFDokumen279 halamanManual Ew PDFValeskaAlejandraCordovaRodriguezBelum ada peringkat
- PDF CrackDokumen4 halamanPDF CrackUlises Castillo FloresBelum ada peringkat
- ManualsxDokumen244 halamanManualsxMarcelo Francisco Fernandez Garcia100% (1)
- Manual Ew PDFDokumen279 halamanManual Ew PDFValeskaAlejandraCordovaRodriguezBelum ada peringkat
- Documento de Referencia MineriaDokumen145 halamanDocumento de Referencia MineriaValeskaAlejandraCordovaRodriguezBelum ada peringkat
- Curso Hidrociclones, Innovación Tecnológica en ClasificaciónDokumen29 halamanCurso Hidrociclones, Innovación Tecnológica en ClasificaciónValeskaAlejandraCordovaRodriguez100% (2)
- Simulink Avanzado PDFDokumen40 halamanSimulink Avanzado PDFRobert AndersonBelum ada peringkat
- COSTOSDokumen31 halamanCOSTOSErvy LegoBelum ada peringkat
- Acorgam 5774Dokumen7 halamanAcorgam 5774ValeskaAlejandraCordovaRodriguezBelum ada peringkat
- Ley 20.417Dokumen16 halamanLey 20.417PoLuK3Belum ada peringkat
- PDF CrackDokumen4 halamanPDF CrackUlises Castillo FloresBelum ada peringkat
- Tema 4 Flflujo Ujo de CajaDokumen7 halamanTema 4 Flflujo Ujo de CajaPato SaidBelum ada peringkat
- Molienda SagDokumen89 halamanMolienda SagValeskaAlejandraCordovaRodriguezBelum ada peringkat
- TermodinamicaDokumen42 halamanTermodinamicaValeskaAlejandraCordovaRodriguezBelum ada peringkat
- TermodinamicaDokumen17 halamanTermodinamicaValeskaAlejandraCordovaRodriguezBelum ada peringkat
- Unidad VDokumen7 halamanUnidad VLuis Marcelo Diaz CruzBelum ada peringkat
- Turbinas A VaporDokumen117 halamanTurbinas A VaporValeskaAlejandraCordovaRodriguez100% (1)
- Energia EolicaDokumen145 halamanEnergia EolicaValeskaAlejandraCordovaRodriguezBelum ada peringkat
- Turbinas A VaporDokumen117 halamanTurbinas A VaporValeskaAlejandraCordovaRodriguez100% (1)
- Cronograma de ActividadesDokumen4 halamanCronograma de Actividadesmario23797979Belum ada peringkat
- Formato para Facturacion Uabc Junio 2023Dokumen1 halamanFormato para Facturacion Uabc Junio 2023TIK TOK accesorios & másBelum ada peringkat
- Ramon Metias MellaDokumen5 halamanRamon Metias MellaOmar TeránBelum ada peringkat
- Taller Realización Auditoria InternaDokumen4 halamanTaller Realización Auditoria InternaAna Maria AlvarezBelum ada peringkat
- Resumén de 'El Mito Del Desarrollo Y La Crisis de Civilización'Dokumen8 halamanResumén de 'El Mito Del Desarrollo Y La Crisis de Civilización'Beatriz DevidesBelum ada peringkat
- Un Enfoque para Medir La Concentración Industrial y Su Aplicación Al Caso de México PDFDokumen37 halamanUn Enfoque para Medir La Concentración Industrial y Su Aplicación Al Caso de México PDFJavier del RioBelum ada peringkat
- Salarios y horas extrasDokumen11 halamanSalarios y horas extraselianaBelum ada peringkat
- Trabajo Empresa Fruver PoliDokumen10 halamanTrabajo Empresa Fruver PoliDiana Ximena Alvira TriviñoBelum ada peringkat
- Informe 3 - El Transformador Trifasico Tipo SecoDokumen45 halamanInforme 3 - El Transformador Trifasico Tipo SecoAdrian Arauco CarhuasBelum ada peringkat
- Manual de Estudio para La Certificación Como Asesor PrevisionalDokumen1 halamanManual de Estudio para La Certificación Como Asesor Previsionalchancarloshumberto31Belum ada peringkat
- Cpe 2022 24 06 2022Dokumen29 halamanCpe 2022 24 06 2022ENIVERSIO TORRESBelum ada peringkat
- Malla Curricular Economia Politica OnceDokumen8 halamanMalla Curricular Economia Politica OnceVicTor CelyBelum ada peringkat
- Linea-de-Tiempo de Los SIGDokumen2 halamanLinea-de-Tiempo de Los SIGJuan Carlos Arcos VelascoBelum ada peringkat
- Folleto Dew RetroexcavadoraDokumen55 halamanFolleto Dew RetroexcavadoraVictor Raul Osnayo Mamani100% (1)
- D310 - Hoja de DatosDokumen2 halamanD310 - Hoja de DatosMiguel Angel Torres AyalaBelum ada peringkat
- Practica 4 (Calzada Frias Kenia Paola)Dokumen43 halamanPractica 4 (Calzada Frias Kenia Paola)Fabian Morales GarcíaBelum ada peringkat
- Charla de Seguridad - La Ergonomía en OficinasDokumen7 halamanCharla de Seguridad - La Ergonomía en OficinasMayor Alexa Mendoza PalominoBelum ada peringkat
- Examen Matemática FinancieraDokumen12 halamanExamen Matemática Financieraディアズ ジャンカルロスBelum ada peringkat
- Extractor Silent-300 (5silent300) Vex-ShDokumen5 halamanExtractor Silent-300 (5silent300) Vex-ShGerman GinesBelum ada peringkat
- Qué Es Una Ecuación DiferencialDokumen2 halamanQué Es Una Ecuación DiferencialKarla RodríguezBelum ada peringkat
- Diseño OrganizacionalDokumen12 halamanDiseño OrganizacionalOscar Ivan Caporal VelazquezBelum ada peringkat
- DEBER No. 3 D3-2UDokumen5 halamanDEBER No. 3 D3-2UNICOLE PÉREZBelum ada peringkat
- Proyecto de NegocioDokumen9 halamanProyecto de NegocioRomer R TCBelum ada peringkat
- Manual Basico para Agentes de Desarrollo Local y Otros ActoresDokumen235 halamanManual Basico para Agentes de Desarrollo Local y Otros ActoresAlfredo CaceresBelum ada peringkat
- Marketing InternacionalDokumen39 halamanMarketing InternacionalJohan N.Belum ada peringkat
- Tarea 2Dokumen3 halamanTarea 2Esteban CarrionBelum ada peringkat
- Nia 506Dokumen14 halamanNia 506Bill BylBelum ada peringkat
- Test Del IpaDokumen3 halamanTest Del IpaMARÍA BELÉN SALINAS SORIABelum ada peringkat
- Factoring y LeasingDokumen18 halamanFactoring y LeasingLuis Kleyver Coveñas VilchezBelum ada peringkat
- Análisis microeconómico empresa bienes serviciosDokumen2 halamanAnálisis microeconómico empresa bienes serviciosSofia VegaBelum ada peringkat