Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- CuttingDokumen1 halamanCuttingAnonymous kYcX3YENBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Cutting OulineDokumen1 halamanCutting OulineAnonymous kYcX3YENBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- AssyDokumen1 halamanAssyAnonymous kYcX3YENBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Katalog Produk AlamicoidDokumen32 halamanKatalog Produk AlamicoidAnonymous kYcX3YENBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
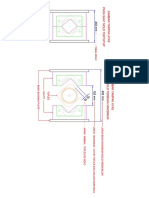
- Mold SimulationDokumen1 halamanMold SimulationAnonymous kYcX3YENBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Pricelist Produk AlamicoidDokumen7 halamanPricelist Produk AlamicoidAnonymous kYcX3YENBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Pricelist Produk AlamicoidDokumen7 halamanPricelist Produk AlamicoidAnonymous kYcX3YENBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- 29Dokumen6 halaman29Anonymous kYcX3YENBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Moldmaking GuideDokumen1 halamanMoldmaking GuideAnonymous kYcX3YENBelum ada peringkat
- Katalog Produk AlamicoidDokumen32 halamanKatalog Produk AlamicoidAnonymous kYcX3YENBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- IHT Process Design Sheet RGBDokumen2 halamanIHT Process Design Sheet RGBAnonymous kYcX3YENBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Moldmaking Guide: 1.the Fixed Side EjectionDokumen5 halamanMoldmaking Guide: 1.the Fixed Side EjectionAnonymous kYcX3YENBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Lesson 5 Making Design Changes: SolidworksDokumen19 halamanLesson 5 Making Design Changes: Solidworkskijimoshi_777Belum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Biznet Inspire Edisi July 2014Dokumen29 halamanBiznet Inspire Edisi July 2014silver8700Belum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- 24Dokumen4 halaman24Anonymous kYcX3YENBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- 24Dokumen4 halaman24Anonymous kYcX3YENBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- 24Dokumen4 halaman24Anonymous kYcX3YENBelum ada peringkat
- 19Dokumen20 halaman19Anonymous kYcX3YENBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- 23Dokumen6 halaman23Anonymous kYcX3YENBelum ada peringkat
- Moldmaking Guide: 1.screw SupplierDokumen2 halamanMoldmaking Guide: 1.screw SupplierAnonymous kYcX3YENBelum ada peringkat
- 16Dokumen22 halaman16Anonymous kYcX3YENBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
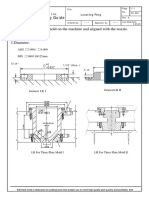
- Moldmaking Guide: Used For Maintaining The Mold Temperature and A Faster Molding Cycle. 2. Basic GuidelineDokumen13 halamanMoldmaking Guide: Used For Maintaining The Mold Temperature and A Faster Molding Cycle. 2. Basic GuidelineAnonymous kYcX3YENBelum ada peringkat
- Moldmaking GuideDokumen1 halamanMoldmaking GuideAnonymous kYcX3YENBelum ada peringkat
- Moldmaking Guide: 1.used As The Clearance Holes For K.O. Retainer. 2.the Location and Size of Knockout HolesDokumen1 halamanMoldmaking Guide: 1.used As The Clearance Holes For K.O. Retainer. 2.the Location and Size of Knockout HolesAnonymous kYcX3YENBelum ada peringkat
- CNC ProgrammingDokumen49 halamanCNC Programmingasil_turk100% (6)
- Moldmaking GuideDokumen2 halamanMoldmaking GuideAnonymous kYcX3YENBelum ada peringkat
- Moldmaking Guide: 1.used For Attaching Mold To The Plate of Injection MachineDokumen1 halamanMoldmaking Guide: 1.used For Attaching Mold To The Plate of Injection MachineAnonymous kYcX3YENBelum ada peringkat
- Moldmaking GuideDokumen1 halamanMoldmaking GuideAnonymous kYcX3YENBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- 01Dokumen12 halaman01Anonymous kYcX3YENBelum ada peringkat
- Tata Steel en 15804 Verified EPD ProgrammeDokumen16 halamanTata Steel en 15804 Verified EPD Programmeashutosh mishraBelum ada peringkat
- BD Tournaire Extraction Fiche UK 2019Dokumen2 halamanBD Tournaire Extraction Fiche UK 2019Diego ArroyaveBelum ada peringkat
- Separator 01dyDokumen44 halamanSeparator 01dyFadhil KhalidBelum ada peringkat
- RT 1 HowCastDokumen5 halamanRT 1 HowCastAboody WahdainBelum ada peringkat
- Bowie - Pump Maintence ManualDokumen36 halamanBowie - Pump Maintence ManualThiago OliveiraBelum ada peringkat
- Landscape Estimation of Doruvu Openspace Park at KanigiriDokumen554 halamanLandscape Estimation of Doruvu Openspace Park at KanigiriAnji SunkaraBelum ada peringkat
- Aisi 3215Dokumen1 halamanAisi 3215luis_dominguezeBelum ada peringkat
- PFR PDFDokumen3 halamanPFR PDFezraBelum ada peringkat
- Ente 201800628Dokumen36 halamanEnte 201800628ragulaceBelum ada peringkat
- Power Systems, Inc.: Owner's ManualDokumen64 halamanPower Systems, Inc.: Owner's ManualAndrew67% (3)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Ceramic SpectrumDokumen5 halamanCeramic SpectrumStefan Van CleemputBelum ada peringkat
- API 570 Piping InspectionDokumen35 halamanAPI 570 Piping InspectionIrvansyah Razadin100% (9)
- Baldor-Maska Catalog (MM) - CA6001Dokumen20 halamanBaldor-Maska Catalog (MM) - CA6001dark_followerBelum ada peringkat
- Materiales de Construcción CanaletasDokumen40 halamanMateriales de Construcción CanaletasErick Joel OcampoBelum ada peringkat
- ICMEEE2020 PaperID 509Dokumen8 halamanICMEEE2020 PaperID 509Usama MughalBelum ada peringkat
- Manual Intruction BathycorrometerDokumen12 halamanManual Intruction BathycorrometerIwan ChurniawanBelum ada peringkat
- Dispersing Agents PDFDokumen14 halamanDispersing Agents PDFalmasBelum ada peringkat
- Kouga MaintainanceDokumen28 halamanKouga MaintainancematshonaBelum ada peringkat
- Asme GT2005-68799 PDFDokumen9 halamanAsme GT2005-68799 PDFJeeEianYannBelum ada peringkat
- RoboticsDokumen30 halamanRoboticsSarvesh Naik100% (1)
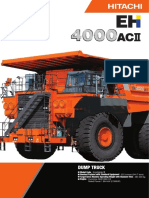
- Hitachi Eh4000acii EngelskDokumen7 halamanHitachi Eh4000acii EngelskmohanBelum ada peringkat
- Prism Cryogenic Oxygen Generators: Reliable On-Site SupplyDokumen4 halamanPrism Cryogenic Oxygen Generators: Reliable On-Site SupplyEdwin RosasBelum ada peringkat
- Self Consolidating ConcreteDokumen2 halamanSelf Consolidating ConcreteaaBelum ada peringkat
- Mitsubishi FV DrivelineDokumen10 halamanMitsubishi FV Drivelinejs1290Belum ada peringkat
- 5 Tool HoldersDokumen40 halaman5 Tool Holdersraks_mechnadBelum ada peringkat
- MT6050i 8050i Installation 101102Dokumen8 halamanMT6050i 8050i Installation 101102gabyBelum ada peringkat
- Rockwool Safety Data Sheet 20131126Dokumen3 halamanRockwool Safety Data Sheet 20131126wira1538Belum ada peringkat
- History of The Development of Cement and Concrete (Non-HydraulicDokumen2 halamanHistory of The Development of Cement and Concrete (Non-HydraulicourebooksBelum ada peringkat
- Syngo X Workplace EpdDokumen8 halamanSyngo X Workplace Epdahmed_galal_waly1056Belum ada peringkat
- CT Nut Forged GGCDokumen32 halamanCT Nut Forged GGCanderson_bicudoBelum ada peringkat
- Bulletproof Seduction: How to Be the Man That Women Really WantDari EverandBulletproof Seduction: How to Be the Man That Women Really WantPenilaian: 4.5 dari 5 bintang4.5/5 (169)
- Wear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedDari EverandWear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedPenilaian: 4 dari 5 bintang4/5 (1)
- Crochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsDari EverandCrochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsPenilaian: 4.5 dari 5 bintang4.5/5 (4)
- Wear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedDari EverandWear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedPenilaian: 5 dari 5 bintang5/5 (1)
- Metric Pattern Cutting for Women's WearDari EverandMetric Pattern Cutting for Women's WearPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- 250 Japanese Knitting Stitches: The Original Pattern Bible by Hitomi ShidaDari Everand250 Japanese Knitting Stitches: The Original Pattern Bible by Hitomi ShidaPenilaian: 5 dari 5 bintang5/5 (7)
- Creative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtDari EverandCreative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtBelum ada peringkat