Anda mungkin juga menyukai
- Mus 4906 Brass Literature and Pedagogy Portfolio PDFDokumen50 halamanMus 4906 Brass Literature and Pedagogy Portfolio PDFPeppeDenaroBelum ada peringkat
- 08 - PROFIBUS DP DiagnosticsDokumen44 halaman08 - PROFIBUS DP DiagnosticsIsai AnguianoBelum ada peringkat
- Failure and Fracture of Short Flass Fibre Reinforced Nylon Composites MooreDokumen8 halamanFailure and Fracture of Short Flass Fibre Reinforced Nylon Composites MooreGerardo XZBelum ada peringkat
- Characterisation of Damage in Hyperelastic Materials Using AbaqusDokumen15 halamanCharacterisation of Damage in Hyperelastic Materials Using AbaqusVenu KishoreBelum ada peringkat
- Textile Nonwoven TestingDokumen10 halamanTextile Nonwoven TestingSandeep Yadav100% (1)
- Assignment 12 Case Study-Home Style CookiesDokumen3 halamanAssignment 12 Case Study-Home Style CookiesFish de Paie100% (2)
- S7 Water Templates V901 enDokumen101 halamanS7 Water Templates V901 enRARBG TOP 10 MOVIES DIRECT LINKBelum ada peringkat
- Finite Element Simulation and Experimental Study On Mechanical Behavior of 3D Woven Glass Ber Composite Sandwich PanelsDokumen9 halamanFinite Element Simulation and Experimental Study On Mechanical Behavior of 3D Woven Glass Ber Composite Sandwich PanelsHoria PetrescuBelum ada peringkat
- Brittle Failure of Dry SpaghettiDokumen11 halamanBrittle Failure of Dry SpaghettiTaher CheginiBelum ada peringkat
- Promontory Investment Research Fall 2020 PrintDokumen27 halamanPromontory Investment Research Fall 2020 PrintPromontory Investment ResearchBelum ada peringkat
- Expt 4b.flexure TestDokumen5 halamanExpt 4b.flexure TestVishwasVerma100% (1)
- Improvement of Mode I Interlaminar Fracture Toughness of Stitched Glass/Epoxy CompositesDokumen25 halamanImprovement of Mode I Interlaminar Fracture Toughness of Stitched Glass/Epoxy Compositesdharm94Belum ada peringkat
- J Korean Acad Conserv DentDokumen22 halamanJ Korean Acad Conserv Dentsweet_apple921587Belum ada peringkat
- 13 Bending or StiffnessDokumen4 halaman13 Bending or StiffnessRAZA KhnBelum ada peringkat
- SAMPE2013 Wichita Hughes HubertDokumen15 halamanSAMPE2013 Wichita Hughes HubertAsim Ali AbbasiBelum ada peringkat
- Fracture Behavior of Polyurethane FoamsDokumen6 halamanFracture Behavior of Polyurethane Foamssingh271983Belum ada peringkat
- PU Foam ModelingDokumen7 halamanPU Foam ModelingAlessandro PatanèBelum ada peringkat
- Glass PropertiesDokumen54 halamanGlass PropertiesZain AliBelum ada peringkat
- Discrete Fiber Reinforced Polyurea For Hazard MitigationDokumen4 halamanDiscrete Fiber Reinforced Polyurea For Hazard MitigationJames ChuBelum ada peringkat
- 36 Ijmperddec201836Dokumen8 halaman36 Ijmperddec201836TJPRC PublicationsBelum ada peringkat
- Week 4Dokumen4 halamanWeek 4Waqar AhmadBelum ada peringkat
- Using Incremental Forming To Calibrate A Void Nucleation Model For Automotive Aluminum Sheet AlloysDokumen7 halamanUsing Incremental Forming To Calibrate A Void Nucleation Model For Automotive Aluminum Sheet AlloysRhahli JamelBelum ada peringkat
- 1 s2.0 S0020740306001846 MainDokumen15 halaman1 s2.0 S0020740306001846 Mainisraaahmed12Belum ada peringkat
- Home ScienceDokumen13 halamanHome ScienceJhilik DeyBelum ada peringkat
- Size Effects in Ductile Cellular Solid 2Dokumen13 halamanSize Effects in Ductile Cellular Solid 2ulsanbada9343Belum ada peringkat
- Split Disk Test-CompositesDokumen10 halamanSplit Disk Test-CompositeshoucinejBelum ada peringkat
- Final Tesile Testing ReportDokumen12 halamanFinal Tesile Testing Reportismael hashiBelum ada peringkat
- Tuft Height of Pile Floor Coverings: Standard Test Method ForDokumen5 halamanTuft Height of Pile Floor Coverings: Standard Test Method ForJuanBelum ada peringkat
- IADC/SPE 133735 Optimizing in Four Steps Composite Lost-Circulation Pills Without Knowing Loss Zone WidthDokumen13 halamanIADC/SPE 133735 Optimizing in Four Steps Composite Lost-Circulation Pills Without Knowing Loss Zone WidthmiladBelum ada peringkat
- Standard Delamination Testing Procedures of Unidirectional CompositesDokumen19 halamanStandard Delamination Testing Procedures of Unidirectional CompositesQuốc LưuBelum ada peringkat
- Accepted ManuscriptDokumen29 halamanAccepted ManuscriptMartín KunuschBelum ada peringkat
- Development of Cyclic Stress-Strain Curves For Modified Rat-Trap Bond Concrete Brick Masonry From Experimental InvestigationsDokumen10 halamanDevelopment of Cyclic Stress-Strain Curves For Modified Rat-Trap Bond Concrete Brick Masonry From Experimental InvestigationsIJRASETPublicationsBelum ada peringkat
- Tham KhaoDokumen12 halamanTham KhaoTuan DoBelum ada peringkat
- Effect of Pavement Surface Texture On British Pendulum TestDokumen11 halamanEffect of Pavement Surface Texture On British Pendulum TestalistuguiBelum ada peringkat
- Composites From Natural FibresDokumen3 halamanComposites From Natural FibresesatjournalsBelum ada peringkat
- Effect of Section Thickness and Build Orientation On Tensile Properties and Material Characteristics of Laser Sintered Nylon-12 PartsDokumen13 halamanEffect of Section Thickness and Build Orientation On Tensile Properties and Material Characteristics of Laser Sintered Nylon-12 PartsDragana RajicBelum ada peringkat
- Cutting Performance of Glass-Vinyl Ester Composite by Abrasive Water JetDokumen34 halamanCutting Performance of Glass-Vinyl Ester Composite by Abrasive Water Jetalvian GaspolllBelum ada peringkat
- Nitinol-Shape Memory AlloyDokumen12 halamanNitinol-Shape Memory AlloyIsraa NizzarBelum ada peringkat
- Lab Report-1Dokumen5 halamanLab Report-1Raza AliBelum ada peringkat
- Evaluation of Modal Damping of Graphite/Epoxy Laminated CompositesDokumen5 halamanEvaluation of Modal Damping of Graphite/Epoxy Laminated CompositestheijesBelum ada peringkat
- BHPBIO - Wear Liner Testing - MaloneDokumen6 halamanBHPBIO - Wear Liner Testing - MalonemiladrahimianBelum ada peringkat
- Mechanical Characterization and Improvement of Weaveability For Glass/Polypropylene Commingled Hybrid YarnsDokumen9 halamanMechanical Characterization and Improvement of Weaveability For Glass/Polypropylene Commingled Hybrid YarnsSEP-PublisherBelum ada peringkat
- Nondestructive Measurements of Implant-Bone Interface Shear Modulus and Effects of Implant Geometry in Pull-Out TestsDokumen4 halamanNondestructive Measurements of Implant-Bone Interface Shear Modulus and Effects of Implant Geometry in Pull-Out TestsLata DeshmukhBelum ada peringkat
- M.F Hot Drape FormingbDokumen28 halamanM.F Hot Drape FormingbKassahun FerdaBelum ada peringkat
- Continous Glassfibre CompositesDokumen9 halamanContinous Glassfibre CompositesKruthika K CBelum ada peringkat
- Optimal Design of Fiberglass Panels With Physical ValidationDokumen13 halamanOptimal Design of Fiberglass Panels With Physical ValidationhalimBelum ada peringkat
- Dresiani MaretiDokumen9 halamanDresiani MaretiSurya WijayaBelum ada peringkat
- Compression TestDokumen18 halamanCompression TestMohamed Essam Abdelmeguid50% (4)
- D3398Dokumen5 halamanD3398smanoj354Belum ada peringkat
- The Size Effects On The Mechanical Behaviour of FibresDokumen9 halamanThe Size Effects On The Mechanical Behaviour of Fibresapi-3733260Belum ada peringkat
- 167 BrotanDokumen8 halaman167 BrotanGoogle AccountBelum ada peringkat
- Numerical Study of Strain-Rate Effect in Cold Rolls Forming of SteelDokumen8 halamanNumerical Study of Strain-Rate Effect in Cold Rolls Forming of SteelVanganuru SunilBelum ada peringkat
- Synopsis: in This Project Used Different Materials. There AreDokumen5 halamanSynopsis: in This Project Used Different Materials. There Areabdulhere4uBelum ada peringkat
- Experimental and Analytical Investigation of The Bending Behaviour of 3d-Printedbio-Based Sandwich Structures Composites With Auxetic Core Under Cyclic Fatigue TestsDokumen23 halamanExperimental and Analytical Investigation of The Bending Behaviour of 3d-Printedbio-Based Sandwich Structures Composites With Auxetic Core Under Cyclic Fatigue Testssameterkan5864Belum ada peringkat
- Theme - N 35Dokumen4 halamanTheme - N 35Aadhila HarisBelum ada peringkat
- 27-Effect of Voids On Tensile StrengthDokumen5 halaman27-Effect of Voids On Tensile StrengthMuhammad TouheedBelum ada peringkat
- Crusado InterpolationDokumen13 halamanCrusado InterpolationgiovannidiazduranBelum ada peringkat
- Jresv20n2p241 A1bDokumen15 halamanJresv20n2p241 A1bTaha AbdouBelum ada peringkat
- Tensile TestingDokumen4 halamanTensile Testingletter_ashish4444Belum ada peringkat
- The Economics, Performance, and Sustainability of Internally Cured Concrete, Part 3Dokumen9 halamanThe Economics, Performance, and Sustainability of Internally Cured Concrete, Part 3masteriragaBelum ada peringkat
- Characterising The Effect of Springback On Mechanically Formed Steel PlatesDokumen4 halamanCharacterising The Effect of Springback On Mechanically Formed Steel PlatespuneethudupiBelum ada peringkat
- ME Lab Expt 13Dokumen9 halamanME Lab Expt 13John Phillip Lopez MasagcaBelum ada peringkat
- Gecko Inspired Micro-Fibrillar Adhesives For Wall Climbing Robots On Micro/Nanoscale Rough SurfacesDokumen6 halamanGecko Inspired Micro-Fibrillar Adhesives For Wall Climbing Robots On Micro/Nanoscale Rough SurfacesLee Shi HongBelum ada peringkat
- The Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryDari EverandThe Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryBelum ada peringkat
- Emilyljudd Techresume March2020 WebDokumen1 halamanEmilyljudd Techresume March2020 Webapi-260130592Belum ada peringkat
- Cedar 2017 PosterDokumen1 halamanCedar 2017 Posterapi-260130592Belum ada peringkat
- Emily Senior Recital NotesDokumen2 halamanEmily Senior Recital Notesapi-260130592Belum ada peringkat
- Katie and Emily Junior Recital NotesDokumen3 halamanKatie and Emily Junior Recital Notesapi-260130592Belum ada peringkat
- Emily Judd - Wesep PaperDokumen7 halamanEmily Judd - Wesep Paperapi-260130592Belum ada peringkat
- Delivering A Cost Efficient and Integrated A/P Automation Solution With Oracle Webcenter ImagingDokumen14 halamanDelivering A Cost Efficient and Integrated A/P Automation Solution With Oracle Webcenter ImagingMuhammad ImtiazBelum ada peringkat
- Future-Citizen Skills McKinseyDokumen8 halamanFuture-Citizen Skills McKinseyfjodorsBelum ada peringkat
- Tablecurve2d 5 01 BrochureDokumen4 halamanTablecurve2d 5 01 Brochureanjal22Belum ada peringkat
- ICEGOV2020 AIuseinpublicservices Misuraca-Et-AlDokumen11 halamanICEGOV2020 AIuseinpublicservices Misuraca-Et-AlAnysBelum ada peringkat
- LCLGRPB EconomicResiliencyPlanDokumen134 halamanLCLGRPB EconomicResiliencyPlanRyanBelum ada peringkat
- Intelligent Transport SystemDokumen4 halamanIntelligent Transport SystemjohnBelum ada peringkat
- Practice of Managerial Coaching and Employees Performance BehaviorDokumen11 halamanPractice of Managerial Coaching and Employees Performance BehaviorEsha ChaudharyBelum ada peringkat
- SINAMICS Drives D21 3 Complete English 2019Dokumen540 halamanSINAMICS Drives D21 3 Complete English 2019Jesús SosaBelum ada peringkat
- Principles of Air ConditioningDokumen23 halamanPrinciples of Air ConditioningGeorgios Roumpies100% (2)
- Helping Employees Succeed With GenAIDokumen12 halamanHelping Employees Succeed With GenAIkl5269Belum ada peringkat
- Case Study Extensive MV Automation in LondonDokumen5 halamanCase Study Extensive MV Automation in LondonmattsonsterBelum ada peringkat
- Mu Brochureports and Maritimedigital25082021ldDokumen23 halamanMu Brochureports and Maritimedigital25082021ldMark WoodBelum ada peringkat
- Hospital Information Systems PlanningDokumen9 halamanHospital Information Systems PlanningMayada El attarBelum ada peringkat
- BR Simatic PDM 2016 en WebDokumen24 halamanBR Simatic PDM 2016 en WebNicky MaherBelum ada peringkat
- Dunham Bush Air Conditioner ManualDokumen3 halamanDunham Bush Air Conditioner ManualMuhammad DanialBelum ada peringkat
- Fundamentals of Robotics PDFDokumen33 halamanFundamentals of Robotics PDFjoseeliasBelum ada peringkat
- Indian Manufacturing Sector in The Post-Covid-19 Period: A Swot Cum Tows AnalysisDokumen6 halamanIndian Manufacturing Sector in The Post-Covid-19 Period: A Swot Cum Tows AnalysisdavidBelum ada peringkat
- IOT Based Automatic Plant Irrigation System Based On Weather Conditions Using Multiple Weather Sensors.Dokumen4 halamanIOT Based Automatic Plant Irrigation System Based On Weather Conditions Using Multiple Weather Sensors.dileeppatraBelum ada peringkat
- Walk-In Environmental ChambersDokumen2 halamanWalk-In Environmental ChambersEnvisys TechnologiesBelum ada peringkat
- Brochure Drilling WebDokumen17 halamanBrochure Drilling WebDan BanulBelum ada peringkat
- Noja-597-08 Osm User Manual 15kv 27kv and 38kv Single Phase - Cr3Dokumen196 halamanNoja-597-08 Osm User Manual 15kv 27kv and 38kv Single Phase - Cr3Reynaldo MercadoBelum ada peringkat
- Farooq CVDokumen4 halamanFarooq CVFatma KhanBelum ada peringkat
- Soul Machines - Accelerating AI EbookDokumen22 halamanSoul Machines - Accelerating AI EbookBayCreativeBelum ada peringkat
- Impact of Artificial Intelligence On AccountingDokumen28 halamanImpact of Artificial Intelligence On AccountingorllyjoeBelum ada peringkat
- Tapping Machine Literature ReviewDokumen3 halamanTapping Machine Literature ReviewTahir FarisBelum ada peringkat
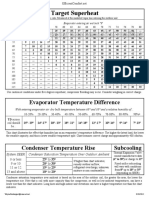
- Charging and TD Chart PlusDokumen1 halamanCharging and TD Chart PlusFaquruddin AliBelum ada peringkat