Anda mungkin juga menyukai
- Análise económica da construção soldadaDokumen60 halamanAnálise económica da construção soldadalkarolinoBelum ada peringkat
- Linha hidráulica componentesDokumen1 halamanLinha hidráulica componenteslkarolinoBelum ada peringkat
- Apostila de SoldagemDokumen25 halamanApostila de SoldagemMarcel AlmeidaBelum ada peringkat
- HeST Segurança em Solda - 80ddeDokumen2 halamanHeST Segurança em Solda - 80ddelkarolinoBelum ada peringkat
- Solda Introdução - 61ddm Normas e QualificaçãoDokumen10 halamanSolda Introdução - 61ddm Normas e QualificaçãolkarolinoBelum ada peringkat
- HeST Segurança em Solda - 80ddnDokumen2 halamanHeST Segurança em Solda - 80ddnlkarolinoBelum ada peringkat
- Descontinuidades noPWDokumen16 halamanDescontinuidades noPWxande_ramsBelum ada peringkat
- Norma cores garrafas gásDokumen2 halamanNorma cores garrafas gáslkarolinoBelum ada peringkat
- Solda Introdução - 61dde Estimativa de CustosDokumen7 halamanSolda Introdução - 61dde Estimativa de CustoslkarolinoBelum ada peringkat
- Metalurgia Da SoldagemDokumen42 halamanMetalurgia Da SoldagemMartinsaikiBelum ada peringkat
- Risco Quimico 01Dokumen51 halamanRisco Quimico 01Andre CavalcantiBelum ada peringkat
- HeST EPI S - Máscaras - PROTEJA SEUS OLHOSDokumen2 halamanHeST EPI S - Máscaras - PROTEJA SEUS OLHOSlkarolinoBelum ada peringkat
- Seleção de equipamentos para captação de fumos e gases na soldagemDokumen10 halamanSeleção de equipamentos para captação de fumos e gases na soldagemanderson_ac658Belum ada peringkat
- HeST Segurança em Solda - 80ddpDokumen1 halamanHeST Segurança em Solda - 80ddplkarolinoBelum ada peringkat
- MANUALSAUDESOLDADORES1Dokumen32 halamanMANUALSAUDESOLDADORES1higieneocupacionalBelum ada peringkat
- ESAB OK Apostila Seguranca Na Soldagem Rev0Dokumen16 halamanESAB OK Apostila Seguranca Na Soldagem Rev0wsfranca100% (4)
- HeST EPI Respiradores E Abafadores e AuricularesDokumen4 halamanHeST EPI Respiradores E Abafadores e AuriculareslkarolinoBelum ada peringkat
- FISPQ - Fumos Metalicos SoldaDokumen23 halamanFISPQ - Fumos Metalicos Soldaapi-3704990100% (4)
- HeST Dúvidas Freqüentes Sobre SegurançaDokumen4 halamanHeST Dúvidas Freqüentes Sobre SegurançalkarolinoBelum ada peringkat
- Como Especificar Máscaras de Solda de Escurecimento Automático PDFDokumen7 halamanComo Especificar Máscaras de Solda de Escurecimento Automático PDFAntonio De CastroBelum ada peringkat
- Solddagem Com Eletrodo RevestidoDokumen8 halamanSolddagem Com Eletrodo RevestidoVinicius FerreiraBelum ada peringkat
- Tratamento Termico e SuperficialDokumen18 halamanTratamento Termico e Superficiallipedalan0% (1)
- 5s (Carocha)Dokumen21 halaman5s (Carocha)lkarolinoBelum ada peringkat
- Capítulo 7: Soldagem TIGDokumen8 halamanCapítulo 7: Soldagem TIGCarlos Alberto OliveiraBelum ada peringkat
- CAPIT6Dokumen8 halamanCAPIT6G Rodrigo MouraBelum ada peringkat
- Metrologia: unidades, símbolos e algarismosDokumen9 halamanMetrologia: unidades, símbolos e algarismoslkarolinoBelum ada peringkat
- Capítulo 01Dokumen9 halamanCapítulo 01aldairlopesBelum ada peringkat
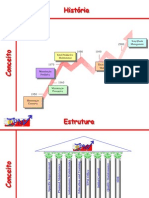
- História: Total Profit Management 1980 1990 2000Dokumen33 halamanHistória: Total Profit Management 1980 1990 2000Dsouza D SouzaBelum ada peringkat
- Análise Econômica Na SoldagemDokumen0 halamanAnálise Econômica Na SoldagemfelipeherbetBelum ada peringkat