Anda mungkin juga menyukai
- How to Rebuild & Modify Rochester Quadrajet CarburetorsDari EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsPenilaian: 5 dari 5 bintang5/5 (2)
- Shell Hazardous Area Classification FundamentalsDokumen30 halamanShell Hazardous Area Classification Fundamentalsthekevindesai100% (17)
- Ap Racing Ibiza Cupra cp6607-30cd - Sheet1Dokumen1 halamanAp Racing Ibiza Cupra cp6607-30cd - Sheet1Gabriele BertaggiaBelum ada peringkat
- C2 G 20 Max 3080000 Btu Output 10 To 1 TurndownDokumen8 halamanC2 G 20 Max 3080000 Btu Output 10 To 1 TurndownBülent KabadayiBelum ada peringkat
- K-500 For 725 - Owners Manual Cilindros HidraulicosDokumen51 halamanK-500 For 725 - Owners Manual Cilindros Hidraulicoslalo11715Belum ada peringkat
- FR-8x Editor Eng01 WDokumen8 halamanFR-8x Editor Eng01 WRadulian Daniel100% (1)
- The Right Stuff PDFDokumen4 halamanThe Right Stuff PDFNeelank Tiwari100% (1)
- SVSW 004110 G16 0001 Rev.a Datasheet For PumpDokumen6 halamanSVSW 004110 G16 0001 Rev.a Datasheet For Pumpnguyenquoc1988Belum ada peringkat
- C0111442 O&mDokumen160 halamanC0111442 O&mrobertperez19897167Belum ada peringkat
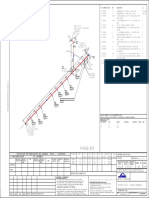
- IsometricsDokumen4 halamanIsometricsMuhammedHafisBelum ada peringkat
- Volume3A MechDokumen321 halamanVolume3A MechAdeel JamilBelum ada peringkat
- Data Sheet Tag 180-Pu-011eDokumen8 halamanData Sheet Tag 180-Pu-011eSarah PerezBelum ada peringkat
- Pump Data Sheet - 0410-PPC-0069 - 0070Dokumen3 halamanPump Data Sheet - 0410-PPC-0069 - 0070Jorge Jesus Nayhua GamarraBelum ada peringkat
- Gate Valve DSDokumen5 halamanGate Valve DSkhaireddin100% (1)
- QUOTATION For ARIS 05 12 23Dokumen5 halamanQUOTATION For ARIS 05 12 23Kasarachi AmadiBelum ada peringkat
- Bought Out Items ListDokumen24 halamanBought Out Items Listwqs_19Belum ada peringkat
- V383773001X00 PDFDokumen4 halamanV383773001X00 PDFSIVABelum ada peringkat
- (732-Itp-40 (V-6905) 42000-SNG-69-42000P-MS-5733-504-0000-06Dokumen10 halaman(732-Itp-40 (V-6905) 42000-SNG-69-42000P-MS-5733-504-0000-06sathi11189Belum ada peringkat
- Event ASP8 Service Manual PDFDokumen7 halamanEvent ASP8 Service Manual PDFt1o2m3Belum ada peringkat
- Bs 170Dokumen4 halamanBs 170zektorBelum ada peringkat
- 2037-PL-PL-0058-IR-T-014 Dated 10.12.19Dokumen16 halaman2037-PL-PL-0058-IR-T-014 Dated 10.12.19Dadaso Baburao Jamdar100% (1)
- 2037-PL-PL-0058-IR-T-015 Dated 17.12.19-IRN IR PDFDokumen22 halaman2037-PL-PL-0058-IR-T-015 Dated 17.12.19-IRN IR PDFDadaso Baburao JamdarBelum ada peringkat
- SM4NS 4ar T V91aDokumen1 halamanSM4NS 4ar T V91aChickenChick07Belum ada peringkat
- 008364-001-DS-I001 Dehydration Switching Valves Datasheet - Rev BDokumen17 halaman008364-001-DS-I001 Dehydration Switching Valves Datasheet - Rev BNaveen KumarBelum ada peringkat
- Datasheet For Gate ValveDokumen2 halamanDatasheet For Gate ValveAlvin Smith67% (3)
- Bomba Dimensiones 08 2015Dokumen6 halamanBomba Dimensiones 08 2015Raul Andres Darquea MercadoBelum ada peringkat
- Reference Drawing/ Document:: 1. Jumpering of IO Signals at DCS End Shall Be Done by BHELDokumen5 halamanReference Drawing/ Document:: 1. Jumpering of IO Signals at DCS End Shall Be Done by BHELarunBelum ada peringkat
- Ea 682808 001 R05Dokumen7 halamanEa 682808 001 R05anbarasusivaprakasam100% (1)
- GE-103010, Diesel Oil Transfer Pumps, P-202 A, BDokumen4 halamanGE-103010, Diesel Oil Transfer Pumps, P-202 A, BMohammed Anwer100% (1)
- 710 CivDokumen10 halaman710 CivSamuel AguiarBelum ada peringkat
- Knoc026 G07 0002 CDokumen3 halamanKnoc026 G07 0002 CHuyen Trang LeBelum ada peringkat
- 500 SP PIP 018 Rev C (Check Valve)Dokumen13 halaman500 SP PIP 018 Rev C (Check Valve)anwar01Belum ada peringkat
- 143 Yer Pe MJ3 0003Dokumen9 halaman143 Yer Pe MJ3 0003Janakiraman MalligaBelum ada peringkat
- Tell Tale HoleDokumen45 halamanTell Tale HoleSingarao Katta33% (3)
- Cause and Effect Matrix Hydraulic Starter System: Ge Packaged Power, L.PDokumen16 halamanCause and Effect Matrix Hydraulic Starter System: Ge Packaged Power, L.PJadid AbdullahBelum ada peringkat
- Rolling Sequences For ChannelsDokumen24 halamanRolling Sequences For Channelssameh mamdouhBelum ada peringkat
- 315 Me DS 083 D3Dokumen6 halaman315 Me DS 083 D3mihailspiridonBelum ada peringkat
- Manuales de Mantenimiento Puente GruaDokumen164 halamanManuales de Mantenimiento Puente GruaAndy MuñozBelum ada peringkat
- B 84567 SB Mm2 DSR ST 60 0020 - 1 - Aoc - GTG Fuel Gas Filter CoalescerDokumen11 halamanB 84567 SB Mm2 DSR ST 60 0020 - 1 - Aoc - GTG Fuel Gas Filter CoalescerpragatheeskBelum ada peringkat
- Model-7 (1-4)Dokumen23 halamanModel-7 (1-4)Sayyed FaqruddinBelum ada peringkat
- Braking SystemDokumen204 halamanBraking Systemeng_ebrahim_2000Belum ada peringkat
- 4646 076 004 PDFDokumen100 halaman4646 076 004 PDFJohnathan Miller100% (2)
- Free Vent For Tank Sizing PDFDokumen5 halamanFree Vent For Tank Sizing PDFMichael J. BaneBelum ada peringkat
- Atlas - Tech Data SheetsDokumen20 halamanAtlas - Tech Data SheetsJAY PARIKHBelum ada peringkat
- Equipmentwise InstrumentsDokumen32 halamanEquipmentwise InstrumentsValipireddy NagarjunBelum ada peringkat
- Plan Prueba Stanadyne Db4629Dokumen4 halamanPlan Prueba Stanadyne Db4629Mas Inyeccion Electronica100% (2)
- 05000Dokumen4 halaman05000José O TelloBelum ada peringkat
- Api Plan 11Dokumen6 halamanApi Plan 11johnsaballaBelum ada peringkat
- L028 Me Dat 01 00122 001 00Dokumen8 halamanL028 Me Dat 01 00122 001 00sivasan10006098Belum ada peringkat
- 03967Dokumen4 halaman03967Pedro AbellánBelum ada peringkat
- SPI Typical Loops PDFDokumen39 halamanSPI Typical Loops PDFanoopsreBelum ada peringkat
- Pp10 CCGT Power Station: Operation and Maintenance Manual Sootblower Seal Air FansDokumen13 halamanPp10 CCGT Power Station: Operation and Maintenance Manual Sootblower Seal Air Fansanbesivam87_49857255Belum ada peringkat
- Sap Inspection Lot Status - 4 Jan 2017Dokumen3 halamanSap Inspection Lot Status - 4 Jan 2017bahrian907Belum ada peringkat
- Catalogo de Partes ARIEL JGC-2Dokumen84 halamanCatalogo de Partes ARIEL JGC-2diego yecid millan mendozaBelum ada peringkat
- TGT M WPP DS 0012 - C - Datasheet For Caisson Sump PumpDokumen7 halamanTGT M WPP DS 0012 - C - Datasheet For Caisson Sump Pumpvovancuong8Belum ada peringkat
- PV Elite Heat Exchanger CalculationsDokumen99 halamanPV Elite Heat Exchanger CalculationscbousmuBelum ada peringkat
- 160.75-RP1 (210) - Yk (G)Dokumen92 halaman160.75-RP1 (210) - Yk (G)JayashtonBelum ada peringkat
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDari EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceBelum ada peringkat
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementDari EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementBelum ada peringkat
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitDari EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitBelum ada peringkat
- 75th Conference on Glass Problems: A Collection of Papers Presented at the 75th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, Ohio, November 3-6, 2014Dari Everand75th Conference on Glass Problems: A Collection of Papers Presented at the 75th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, Ohio, November 3-6, 2014S. K. SundaramBelum ada peringkat
- 3.2 Atex GLRD enDokumen19 halaman3.2 Atex GLRD enatenciaj100% (1)
- Taper Bushing InstallationDokumen6 halamanTaper Bushing InstallationatenciajBelum ada peringkat
- CA6000Dokumen210 halamanCA6000atenciajBelum ada peringkat
- App Man Section2 Rev1 PDFDokumen116 halamanApp Man Section2 Rev1 PDFatenciajBelum ada peringkat
- Turbo Case Study 14Dokumen15 halamanTurbo Case Study 14atenciaj100% (3)
- Centr CalDokumen32 halamanCentr CalatenciajBelum ada peringkat
- Equivalent eDokumen2 halamanEquivalent eatenciajBelum ada peringkat
- BearingsDokumen17 halamanBearingstcyan11Belum ada peringkat
- Coal Combustion Monitoring Report Unwashed Semi Rev02 08.24.2021Dokumen17 halamanCoal Combustion Monitoring Report Unwashed Semi Rev02 08.24.2021Keith Danae SuquibBelum ada peringkat
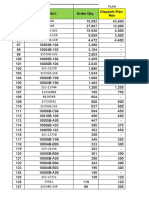
- Order Qty Vs Dispatch Plan - 04 11 20Dokumen13 halamanOrder Qty Vs Dispatch Plan - 04 11 20NPD1 JAKAPBelum ada peringkat
- Help - Translating A CAD Stewart Platform - Computer-Aided Design Translation (SimMechanics™ Link)Dokumen8 halamanHelp - Translating A CAD Stewart Platform - Computer-Aided Design Translation (SimMechanics™ Link)ĐinhĐứcAnhBelum ada peringkat
- MJ4502 High-Power PNP Silicon TransistorDokumen4 halamanMJ4502 High-Power PNP Silicon Transistorjoao victorBelum ada peringkat
- HARGA REFERENSI B2S PapuaDokumen6 halamanHARGA REFERENSI B2S PapuaAbiyoga AdhityaBelum ada peringkat
- Dynamic Cone Penetrometers: In-Situ CBR in 10 Minutes With Dual-Mass DcpsDokumen2 halamanDynamic Cone Penetrometers: In-Situ CBR in 10 Minutes With Dual-Mass Dcpsd'Hell CaesarBelum ada peringkat
- Service Manual: PhilipsDokumen39 halamanService Manual: PhilipsRogerio E. SantoBelum ada peringkat
- Diesel Generator Set QSL9 Series Engine: Power GenerationDokumen4 halamanDiesel Generator Set QSL9 Series Engine: Power Generationsdasd100% (1)
- Mega PostDokumen5 halamanMega PostandreyfgBelum ada peringkat
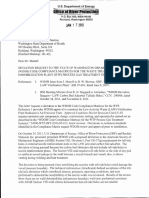
- Jerry Hill's Letter To Bijan Sartipi, Director, District 4 CaltransDokumen1 halamanJerry Hill's Letter To Bijan Sartipi, Director, District 4 CaltransSabrina BrennanBelum ada peringkat
- Chapter 7 Notes Computer OrganizationDokumen20 halamanChapter 7 Notes Computer OrganizationsriBelum ada peringkat
- Fast, Accurate Data Management Across The Enterprise: Fact Sheet: File-Aid / MvsDokumen4 halamanFast, Accurate Data Management Across The Enterprise: Fact Sheet: File-Aid / MvsLuis RamirezBelum ada peringkat
- Chapter 2 - 2 Plane Curvilinear MotionDokumen37 halamanChapter 2 - 2 Plane Curvilinear MotionAlfredo Ruiz ValenciaBelum ada peringkat
- PBLauncherDokumen50 halamanPBLauncherborreveroBelum ada peringkat
- Teaching Finite Element Analysis For Design Engineers: August 2011Dokumen7 halamanTeaching Finite Element Analysis For Design Engineers: August 2011Nelu CheluBelum ada peringkat
- Determination of The Solubility Product Constant of Silver AcetateDokumen8 halamanDetermination of The Solubility Product Constant of Silver AcetateSara Al AzemBelum ada peringkat
- Propeller DesignDokumen1 halamanPropeller DesignKeerthana MaheswarlaBelum ada peringkat
- How Is Electrical Energy MeasuredDokumen4 halamanHow Is Electrical Energy MeasuredSonya ReddyBelum ada peringkat
- Adjusting Well Pump Pressure SwitchesDokumen1 halamanAdjusting Well Pump Pressure SwitchesD_D_76Belum ada peringkat
- Rigaku Progeny Spec Sheet LTR 3.14Dokumen2 halamanRigaku Progeny Spec Sheet LTR 3.14DATA24Belum ada peringkat
- Colchicine - British Pharmacopoeia 2016Dokumen4 halamanColchicine - British Pharmacopoeia 2016Social Service (V)100% (1)
- PORTFOLIO: OFFICE WORK (20/06/2022-20/12/2022) Harleen KlairDokumen34 halamanPORTFOLIO: OFFICE WORK (20/06/2022-20/12/2022) Harleen KlairHarleen KlairBelum ada peringkat
- Zaroulas Mies Fullpaper 2020 05 21Dokumen9 halamanZaroulas Mies Fullpaper 2020 05 21sidgonzoBelum ada peringkat
- Aeroshell Fluid 41 PdsDokumen2 halamanAeroshell Fluid 41 Pdsja.moreno930Belum ada peringkat
- 25252525Dokumen38 halaman25252525Ivan GonzalezBelum ada peringkat
- Methods of Tube Expansion in Tube To TubDokumen19 halamanMethods of Tube Expansion in Tube To Tubkurcek100% (1)
- Sluice Gates ExportDokumen20 halamanSluice Gates ExportsaishankarlBelum ada peringkat