Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Values Formation & Spiritual TransformationDokumen16 halamanValues Formation & Spiritual TransformationLawrence KennyBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Deed of Absolute SaleDokumen2 halamanDeed of Absolute SaleLawrence KennyBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Annex ADokumen1 halamanAnnex ALawrence KennyBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Land Rights Mortgaged for Php70K LoanDokumen1 halamanLand Rights Mortgaged for Php70K LoanLawrence KennyBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Affidavit of ExplanationDokumen1 halamanAffidavit of ExplanationLawrence KennyBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Arts of Malaysia: Colourful Crafts and TraditionsDokumen2 halamanArts of Malaysia: Colourful Crafts and TraditionsLawrence KennyBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Beef CutsDokumen2 halamanBeef CutsLawrence KennyBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Applicant Statement About Need To Return and Life in The PhilippinesDokumen4 halamanApplicant Statement About Need To Return and Life in The PhilippinesLawrence KennyBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Affidavit of Non TenancyDokumen1 halamanAffidavit of Non TenancyLawrence KennyBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- Land Rights Mortgaged for Php70K LoanDokumen1 halamanLand Rights Mortgaged for Php70K LoanLawrence KennyBelum ada peringkat
- Affidavit of Non TenancyDokumen1 halamanAffidavit of Non TenancyLawrence KennyBelum ada peringkat
- Affidavit of Non TenancyDokumen1 halamanAffidavit of Non TenancyLawrence KennyBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Land Rights Mortgaged for Php70K LoanDokumen1 halamanLand Rights Mortgaged for Php70K LoanLawrence KennyBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- By My Bidding and Mine AloneDokumen1 halamanBy My Bidding and Mine AloneLawrence KennyBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- La Union Hymn Composer Primitivo AcostaDokumen1 halamanLa Union Hymn Composer Primitivo AcostaLawrence Kenny50% (2)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Usana Letter 4Dokumen3 halamanUsana Letter 4Lawrence KennyBelum ada peringkat
- Sir/Madam:: Novio, Rowena MDokumen1 halamanSir/Madam:: Novio, Rowena MLawrence KennyBelum ada peringkat
- LiquidDokumen26 halamanLiquidLawrence KennyBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Rhea CuelloDokumen2 halamanRhea CuelloLawrence KennyBelum ada peringkat
- Laser Chemical Vapor Deposition Applications and Rapid PrototypingDokumen4 halamanLaser Chemical Vapor Deposition Applications and Rapid PrototypingijsretBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Resonator NotesDokumen12 halamanResonator NotesOshani pereraBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Cyscan Operator PDFDokumen45 halamanCyscan Operator PDFNayo Sanchez CrespoBelum ada peringkat
- Lab Report On Robotic WeldingDokumen8 halamanLab Report On Robotic WeldingSanatan ChoudhuryBelum ada peringkat
- Lumenis One Operators ManualDokumen389 halamanLumenis One Operators ManualShaif Zahrah0% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- 3D PRINTER USER GUIDE - A Complete Step by Step User Manual For Understanding The Fundamentals of 3D Printing, How To Maintain and Troubleshoot Common DifficultiesDokumen49 halaman3D PRINTER USER GUIDE - A Complete Step by Step User Manual For Understanding The Fundamentals of 3D Printing, How To Maintain and Troubleshoot Common DifficultiesSzeghalmi Attila80% (5)
- SA-BT230P SA-BT230PC SA-BT330P SA-BT330PC: Blu-Ray Disc Home Theater Sound SystemDokumen146 halamanSA-BT230P SA-BT230PC SA-BT330P SA-BT330PC: Blu-Ray Disc Home Theater Sound SystemToshio HirahataBelum ada peringkat
- 3D Printing GuideDokumen77 halaman3D Printing GuideKhoa Vũ100% (5)
- A Presentation On "3D Printing Technology"Dokumen22 halamanA Presentation On "3D Printing Technology"YOUNES KABBAJ0% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- List of Common Use Supplies and EquipmentDokumen13 halamanList of Common Use Supplies and EquipmentMigz OrtiagaBelum ada peringkat
- ICP Avio 550 and 560 Max Perkin ElmerDokumen3 halamanICP Avio 550 and 560 Max Perkin Elmermojtama.sadrapzhBelum ada peringkat
- BIE291 Lecture 19Dokumen19 halamanBIE291 Lecture 19Josh ArnadeBelum ada peringkat
- Fritzmann Katalog 2019 20 en PDFDokumen240 halamanFritzmann Katalog 2019 20 en PDFGoran ŽurićBelum ada peringkat
- Sales Sheet Solar GloDokumen1 halamanSales Sheet Solar GloJonathan YañezBelum ada peringkat
- VJTI A SuriDokumen40 halamanVJTI A SuriDIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Denver and Hong Kong baggage system failuresDokumen18 halamanDenver and Hong Kong baggage system failuresKunal ChopraBelum ada peringkat
- Radiation Quantities and Units - Joe Berresford - 13th MayDokumen41 halamanRadiation Quantities and Units - Joe Berresford - 13th MayAmr MuhammedBelum ada peringkat
- XtAuWR1mS96QLlkdZgve Topic 3Dokumen4 halamanXtAuWR1mS96QLlkdZgve Topic 3Sandip PatelBelum ada peringkat
- Signl 2pptDokumen137 halamanSignl 2pptRavikant Sharma100% (1)
- Antenna TheoryDokumen0 halamanAntenna TheoryElvin EndozoBelum ada peringkat
- SA253MA DetailDokumen16 halamanSA253MA Detailksquare2001100% (1)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- 3D Laser Scanning ProposalDokumen3 halaman3D Laser Scanning ProposalcitramuaraBelum ada peringkat
- Surveying Part 2Dokumen88 halamanSurveying Part 2Eber MathewBelum ada peringkat
- Flyer-Laser Cladding EN6Dokumen2 halamanFlyer-Laser Cladding EN6Jeff SimpsonBelum ada peringkat
- Impact PrintersDokumen25 halamanImpact PrintersreghunathevBelum ada peringkat
- Outokumpu Product Range WallchartDokumen4 halamanOutokumpu Product Range WallchartKevin YewBelum ada peringkat
- Laser Tag M249 MinimiDokumen37 halamanLaser Tag M249 Minimisergey62Belum ada peringkat
- Din en Iso 3834 5Dokumen17 halamanDin en Iso 3834 5Eduardo Elí Garcia Jimenez100% (2)
- Refraction of LightDokumen17 halamanRefraction of Lightdona merinBelum ada peringkat
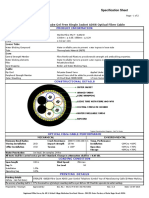
- Specification For ADSS CableDokumen2 halamanSpecification For ADSS Cablepalani.djpBelum ada peringkat
- Transformed: Moving to the Product Operating ModelDari EverandTransformed: Moving to the Product Operating ModelPenilaian: 4 dari 5 bintang4/5 (1)
- Design for How People Think: Using Brain Science to Build Better ProductsDari EverandDesign for How People Think: Using Brain Science to Build Better ProductsPenilaian: 4 dari 5 bintang4/5 (8)
- Understanding Automotive Electronics: An Engineering PerspectiveDari EverandUnderstanding Automotive Electronics: An Engineering PerspectivePenilaian: 3.5 dari 5 bintang3.5/5 (16)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsDari EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsBelum ada peringkat