Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Quality Manual Template ExampleDokumen11 halamanQuality Manual Template ExampleChirag Patel81% (32)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- HP Agilent 8590 Series Service ManualDokumen674 halamanHP Agilent 8590 Series Service Manualnsc201100% (2)
- 6th Central Pay Commission Salary CalculatorDokumen15 halaman6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- E2374Dokumen5 halamanE2374Morales100% (1)
- What ISO 9001, 9002, 9003,9004Dokumen6 halamanWhat ISO 9001, 9002, 9003,9004Sreedhar Patnaik.M67% (3)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Introduction To Software Product ManagementDokumen11 halamanIntroduction To Software Product ManagementMehmet DemirezBelum ada peringkat
- Guidelines For Temperature Mapping Study and Qualification of Cold Rooms, Ware Houses, Refrigerators, VansDokumen18 halamanGuidelines For Temperature Mapping Study and Qualification of Cold Rooms, Ware Houses, Refrigerators, VansVacker Group UAE50% (2)
- 12B OilAnalysisDokumen2 halaman12B OilAnalysisMuhamad BadarBelum ada peringkat
- Class Annual Survey ChecklistDokumen20 halamanClass Annual Survey ChecklistMayank Handa100% (1)
- ISO26262 Product Development System LevelDokumen14 halamanISO26262 Product Development System LevelMartin BoianiBelum ada peringkat
- Dynamic BalancingDokumen11 halamanDynamic Balancingsantoshlad100% (1)
- Iso 27002 Audit Sample7Dokumen9 halamanIso 27002 Audit Sample7vbnarwadeBelum ada peringkat
- Guide For Capacitor Recharging in Delta AC Motor DrivesDokumen3 halamanGuide For Capacitor Recharging in Delta AC Motor DrivesMuhamad BadarBelum ada peringkat
- VFD-B-PID Set-UpDokumen6 halamanVFD-B-PID Set-UpMuhamad BadarBelum ada peringkat
- Vfdlesson2 DanfossDokumen21 halamanVfdlesson2 DanfossMalcolm GarciaBelum ada peringkat
- VFD-B NewsletterDokumen1 halamanVFD-B NewsletterMuhamad BadarBelum ada peringkat
- 74HC HCT164Dokumen20 halaman74HC HCT164Milo LatinoBelum ada peringkat
- XL - How To Create A Bell Curve GAUSSIAN ChartDokumen6 halamanXL - How To Create A Bell Curve GAUSSIAN ChartMuhamad BadarBelum ada peringkat
- Speedac ParameterDokumen42 halamanSpeedac ParameterMuhamad BadarBelum ada peringkat
- Mobil Polyrex emDokumen2 halamanMobil Polyrex emMuhamad BadarBelum ada peringkat
- High Tensile Female Lifting Eye BoltsDokumen1 halamanHigh Tensile Female Lifting Eye BoltsMuhamad BadarBelum ada peringkat
- Learn Basic Ladder Logic Programming <40Dokumen4 halamanLearn Basic Ladder Logic Programming <40dimasBelum ada peringkat
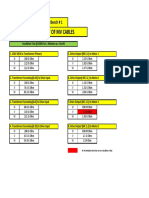
- MV Cable Insulation TestDokumen1 halamanMV Cable Insulation TestMuhamad BadarBelum ada peringkat
- Factors Influencing Wheat Flour Yield: A Study of Two Commercial MillsDokumen37 halamanFactors Influencing Wheat Flour Yield: A Study of Two Commercial MillsMuhamad BadarBelum ada peringkat
- Makita Nyyhy CableDokumen2 halamanMakita Nyyhy CableMuhamad BadarBelum ada peringkat
- Altivar71 Selection GuideDokumen1 halamanAltivar71 Selection GuideMuhamad BadarBelum ada peringkat
- LOAD CELL ACCURACY AND CONDITIONS OF USEDokumen8 halamanLOAD CELL ACCURACY AND CONDITIONS OF USEMuhamad BadarBelum ada peringkat
- Uncertainty ScalesDokumen7 halamanUncertainty ScalesEmilio HipolaBelum ada peringkat
- Toledo 8142proDokumen32 halamanToledo 8142proMuhamad BadarBelum ada peringkat
- Lecture Embedded Kalomiros 3Dokumen33 halamanLecture Embedded Kalomiros 3I.k. NeenaBelum ada peringkat
- DENVER TP - Series Service ManualDokumen13 halamanDENVER TP - Series Service ManualMuhamad BadarBelum ada peringkat
- Toledo 8142proDokumen32 halamanToledo 8142proMuhamad BadarBelum ada peringkat
- Product Training2 BalancesDokumen14 halamanProduct Training2 BalancesMuhamad BadarBelum ada peringkat
- Off Center Load Test Various MethodDokumen12 halamanOff Center Load Test Various MethodMuhamad BadarBelum ada peringkat
- Product Training1 BalancesDokumen34 halamanProduct Training1 BalancesMuhamad BadarBelum ada peringkat
- 3 UaDokumen13 halaman3 Uakamran_aramiBelum ada peringkat
- Esewa Manual English PDFDokumen6 halamanEsewa Manual English PDFUmesh Baruwal BBABelum ada peringkat
- CpriTest Reports 1Dokumen12 halamanCpriTest Reports 1Srihari PrasadBelum ada peringkat
- Document For Audit ComplianceDokumen1 halamanDocument For Audit ComplianceDoli SinghBelum ada peringkat
- ASSURx-G7 Raman Analyzer US - 500xxxx RevA - WEB PDFDokumen4 halamanASSURx-G7 Raman Analyzer US - 500xxxx RevA - WEB PDFRossie' Kumoro AldianBelum ada peringkat
- Software Quality Engineering: Iram HinaDokumen24 halamanSoftware Quality Engineering: Iram Hinauzma nisarBelum ada peringkat
- MDOT QAQCProcessGuide 120511 7Dokumen21 halamanMDOT QAQCProcessGuide 120511 7Dan CosacBelum ada peringkat
- Iso 9001 - 2015Dokumen16 halamanIso 9001 - 2015QBMontgomeryBelum ada peringkat
- Urs PLMDokumen17 halamanUrs PLMMohammadIsmailBelum ada peringkat
- Nato Supplementary Software Quality Assurance Requirements To Aqap 211Dokumen28 halamanNato Supplementary Software Quality Assurance Requirements To Aqap 211gkhnBelum ada peringkat
- Iso Ts16949 - P JangraDokumen25 halamanIso Ts16949 - P JangraIndus AcademyBelum ada peringkat
- PCS FactoryAuditNotice 9099Dokumen2 halamanPCS FactoryAuditNotice 9099Idrus IsmailBelum ada peringkat
- What Is IQ OQ P-WPS OfficeDokumen3 halamanWhat Is IQ OQ P-WPS OfficeBegjo Mesti BedjoBelum ada peringkat
- AIS Module 9 1Dokumen3 halamanAIS Module 9 1Kim Maxene GarciaBelum ada peringkat
- 8100 Performance Verification Manual 2023.3.2Dokumen22 halaman8100 Performance Verification Manual 2023.3.2wang MrBelum ada peringkat
- Systems Engineering Standards A Summary PDFDokumen9 halamanSystems Engineering Standards A Summary PDFpirotteBelum ada peringkat
- Verification of Subsea Facilities: Offshore Service Specification DNV-OSS-306Dokumen48 halamanVerification of Subsea Facilities: Offshore Service Specification DNV-OSS-306learsipi061Belum ada peringkat
- 2016 Non Policy Opinion DetailsDokumen112 halaman2016 Non Policy Opinion DetailsMarivic SorianoBelum ada peringkat
- Advanced Test Equipment Rentals: Established 1981Dokumen673 halamanAdvanced Test Equipment Rentals: Established 1981contateste123Belum ada peringkat
- AT-940 Flight Inspection SystemDokumen75 halamanAT-940 Flight Inspection SystemFilip SkultetyBelum ada peringkat
- 1720E Low Range Turbidimeter: DOC023.52.03221.May07Dokumen48 halaman1720E Low Range Turbidimeter: DOC023.52.03221.May07Eduard RamosBelum ada peringkat
- RTI Second Appeal Kachiguda Police StationDokumen6 halamanRTI Second Appeal Kachiguda Police StationYASH CHHIKARA100% (1)