Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Engineering EthicDokumen154 halamanEngineering Ethicsatheek100% (4)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Product Sheet Load CellsDokumen2 halamanProduct Sheet Load CellssakarisoBelum ada peringkat
- Iec62271-111 (Ed1 0) en PDFDokumen8 halamanIec62271-111 (Ed1 0) en PDFAle0% (1)
- Geoplast Slabs Solution English BrochureDokumen52 halamanGeoplast Slabs Solution English BrochureMohamedBelum ada peringkat
- Ee-103 Cep PDFDokumen7 halamanEe-103 Cep PDFsajjadBelum ada peringkat
- Method Statement For Erection WorksDokumen7 halamanMethod Statement For Erection WorksCobbinah Mark0% (1)
- Ait 225Dokumen2 halamanAit 225Oscar I. ValenzuelaBelum ada peringkat
- Guide 1 enDokumen47 halamanGuide 1 enrrcardoso230Belum ada peringkat
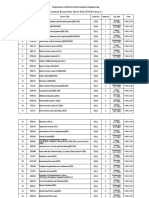
- Terminal Exams Date Sheet-Fall 2020 (Version-1) : Department of Electrical and Computer EngineeringDokumen6 halamanTerminal Exams Date Sheet-Fall 2020 (Version-1) : Department of Electrical and Computer EngineeringMuhammad Zaeem AkmalBelum ada peringkat
- Cqi 12V2 PDFDokumen47 halamanCqi 12V2 PDFProductionBelum ada peringkat
- Hyundai Air Circuit BreakerDokumen2 halamanHyundai Air Circuit BreakerRoberto Alejandro Richards ValverdeBelum ada peringkat
- (W. H. Mosley, R. Hulse, J. H. Bungey (Auth.) ) Rei (B-Ok - Xyz) PDFDokumen441 halaman(W. H. Mosley, R. Hulse, J. H. Bungey (Auth.) ) Rei (B-Ok - Xyz) PDFHamidullah Afghan100% (1)
- Hydraulic Bearing PullerDokumen28 halamanHydraulic Bearing PullerBoopathi KalaiBelum ada peringkat
- Roving WASH CoordinatorDokumen6 halamanRoving WASH CoordinatorHaftamu TekleBelum ada peringkat
- Belgaon Volume 2 RevisedDokumen247 halamanBelgaon Volume 2 RevisedSeshu kvBelum ada peringkat
- Beda Antara Verifikasi & ValidasiDokumen18 halamanBeda Antara Verifikasi & ValidasiAgustine SetiawanBelum ada peringkat
- Jig Frame: Mechanical Engineering Design - CADDokumen1 halamanJig Frame: Mechanical Engineering Design - CADraka afriantoBelum ada peringkat
- BSI Little Book of BIM 2018 UK enDokumen32 halamanBSI Little Book of BIM 2018 UK enjasminetso100% (1)
- VLSI - T&T - ECT624 - Course File - MNIT - 06082019 PDFDokumen8 halamanVLSI - T&T - ECT624 - Course File - MNIT - 06082019 PDFHARSHIT GARGBelum ada peringkat
- Piping EngineerDokumen4 halamanPiping EngineerdennykvgBelum ada peringkat
- Engagement of Project Staff Under Sponsored ProjectsDokumen5 halamanEngagement of Project Staff Under Sponsored ProjectsMuSiCit LiFeBelum ada peringkat
- UCC2023-1st Annoucement Brochure 110722 44215Dokumen5 halamanUCC2023-1st Annoucement Brochure 110722 44215Kingshuk MukherjeeBelum ada peringkat
- Design and Fabrication of Horizontal Sieving Machine: August 2016Dokumen5 halamanDesign and Fabrication of Horizontal Sieving Machine: August 2016Rex IbehBelum ada peringkat
- Fire Pumps ArmstrongDokumen14 halamanFire Pumps ArmstrongSvetla KolevaBelum ada peringkat
- Technical Specification Combustiom Modifications Lot 1 For TenderDokumen184 halamanTechnical Specification Combustiom Modifications Lot 1 For TendervrajtilakBelum ada peringkat
- Capstone Project GuidelinesDokumen21 halamanCapstone Project Guidelineskero01289992383Belum ada peringkat
- BVAA Valve User Issue 20Dokumen92 halamanBVAA Valve User Issue 20Daniel MikicBelum ada peringkat
- 0-KNS4442 Integrated Design Project 1 - CP-EE - 220217Dokumen4 halaman0-KNS4442 Integrated Design Project 1 - CP-EE - 220217Darren ÐavençBelum ada peringkat
- MS - Borewell Removal (Rev.0) NDS30Dokumen17 halamanMS - Borewell Removal (Rev.0) NDS30Suvajit BisaiBelum ada peringkat
- Sia262 ManualDokumen54 halamanSia262 ManualAlexandraPpopBelum ada peringkat