Anda mungkin juga menyukai
- Yakima HighLite InstructionsDokumen15 halamanYakima HighLite InstructionsrackwarehouseBelum ada peringkat
- Da Vinci, Da Vinci S, Da Vinci Si Quick Reference Guide (Harmonic Ace Curved Shears) (550999-02) PDFDokumen2 halamanDa Vinci, Da Vinci S, Da Vinci Si Quick Reference Guide (Harmonic Ace Curved Shears) (550999-02) PDFJuan RamirezBelum ada peringkat
- Master CatalogDokumen26 halamanMaster CatalogJose Luis BarbaranBelum ada peringkat
- Operating Instructions: Manufacturing YEARDokumen13 halamanOperating Instructions: Manufacturing YEARwalk666Belum ada peringkat
- CENTER 337 Light Meter Instruction ManualDokumen2 halamanCENTER 337 Light Meter Instruction Manualอรรฆรัตน์ ธราพรBelum ada peringkat
- Redback Operations ManualDokumen11 halamanRedback Operations ManualDon BraithwaiteBelum ada peringkat
- ms-dp1-2_eDokumen2 halamanms-dp1-2_eAjay MayalBelum ada peringkat
- Steeda Tri-Ax Shifter: Installation Instructions For T-56 TransmissionsDokumen1 halamanSteeda Tri-Ax Shifter: Installation Instructions For T-56 TransmissionsTianjian ZhaoBelum ada peringkat
- Gerlinger LC30 Torque-Hub Final Drive ServiceDokumen16 halamanGerlinger LC30 Torque-Hub Final Drive ServiceRubenBelum ada peringkat
- The Highest Level of Reloading PrecisionDokumen3 halamanThe Highest Level of Reloading PrecisionToxophilus TheLuckyBelum ada peringkat
- VZH-1820 CatalogDokumen5 halamanVZH-1820 CatalogVinhBelum ada peringkat
- Sandvik DTH Rock Drilling Tools.: This Way!Dokumen12 halamanSandvik DTH Rock Drilling Tools.: This Way!jorgeBelum ada peringkat
- 012 - Work EquipmentDokumen12 halaman012 - Work EquipmentАнатолийBelum ada peringkat
- Hand Free Tool CatalogueDokumen14 halamanHand Free Tool Catalogueangel acuñaBelum ada peringkat
- ST09222i Floor PolisherDokumen2 halamanST09222i Floor PolisherSirbcdBelum ada peringkat
- Aluminum, Low Profile: Shown From Left To Right: HXD-60 With CC-680, HXD-30 With CC-360Dokumen4 halamanAluminum, Low Profile: Shown From Left To Right: HXD-60 With CC-680, HXD-30 With CC-360Darshan MakwanaBelum ada peringkat
- Overload Clutches For Index Drives (Type D-Sa, Adjustable) : Operating PrincipleDokumen4 halamanOverload Clutches For Index Drives (Type D-Sa, Adjustable) : Operating PrincipleSuhas KODREBelum ada peringkat
- 3phase SwitchDokumen28 halaman3phase SwitchOk PalaceBelum ada peringkat
- NT Handrail Handling Installation Guide English Rev1.00Dokumen2 halamanNT Handrail Handling Installation Guide English Rev1.00Ton marquesBelum ada peringkat
- Specifications and safety instructions for Makita cordless drillDokumen16 halamanSpecifications and safety instructions for Makita cordless drillHartono SamBelum ada peringkat
- As dc08 003 - 1Dokumen5 halamanAs dc08 003 - 1Putra SeptiadyBelum ada peringkat
- RA-03-Using Disc Cutters and Abrasive WheelsDokumen5 halamanRA-03-Using Disc Cutters and Abrasive Wheelsamritha n krishnaBelum ada peringkat
- Clutch and BrakeDokumen32 halamanClutch and BrakeAbel TayeBelum ada peringkat
- RM2-500 SXDokumen42 halamanRM2-500 SXMarcelo Brito MicoBelum ada peringkat
- LSDDokumen14 halamanLSDJohn RyanBelum ada peringkat
- SEA 2019 Jet Pump SPARK Shop Supp. 219100959-021Dokumen16 halamanSEA 2019 Jet Pump SPARK Shop Supp. 219100959-021Coke Ker JetspeedBelum ada peringkat
- Bolt Tightening SolutionDokumen64 halamanBolt Tightening SolutiondiahBelum ada peringkat
- Replacement: - Front Brake PadDokumen2 halamanReplacement: - Front Brake PadMiguel AngelBelum ada peringkat
- Ponchadora PDFDokumen2 halamanPonchadora PDFmarco antoniomegreteBelum ada peringkat
- User Manual: Cartridge MachineDokumen16 halamanUser Manual: Cartridge Machinemkt lauropaoliniBelum ada peringkat
- Tool Bodies (Jigs & Fixtures)Dokumen8 halamanTool Bodies (Jigs & Fixtures)nilam0% (1)
- Vario Installation ManualDokumen6 halamanVario Installation ManualQuintinBelum ada peringkat
- WheelHorse Bagger Manual For B Series and LT Series Tractors 810307R1Dokumen8 halamanWheelHorse Bagger Manual For B Series and LT Series Tractors 810307R1Kevins Small Engine and Tractor ServiceBelum ada peringkat
- Subaru Wheel Bearing Installation Guide1Dokumen20 halamanSubaru Wheel Bearing Installation Guide1Christopher HudginsBelum ada peringkat
- Tools Required:: Embody Disassembly For RecyclingDokumen14 halamanTools Required:: Embody Disassembly For RecyclingShaoyuan XuBelum ada peringkat
- Manguito de FijaciónDokumen39 halamanManguito de FijaciónIndustrial Estrumec Ltda.Belum ada peringkat
- SKI Chaincase - 4-Stroke (Line-Up) - Supplement mmr2017-119Dokumen12 halamanSKI Chaincase - 4-Stroke (Line-Up) - Supplement mmr2017-119Erne Lange OlsenBelum ada peringkat
- Techlok PocketguideDokumen1 halamanTechlok PocketguideJacobus CalvelageBelum ada peringkat
- Medidor Humedad Kobold HND-FDokumen7 halamanMedidor Humedad Kobold HND-FBase SistemasBelum ada peringkat
- Terex Digger Derrick Operators Manual 6Dokumen20 halamanTerex Digger Derrick Operators Manual 6Israel SotoBelum ada peringkat
- ProductOverview 2023 EN-85Dokumen1 halamanProductOverview 2023 EN-85Ismail AliBelum ada peringkat
- ch11 1Dokumen96 halamanch11 1abdallah ghannamBelum ada peringkat
- Fei Tem Tecnai Sop June 2014Dokumen17 halamanFei Tem Tecnai Sop June 2014IISER MOHALIBelum ada peringkat
- Manual de Reparacion Motor Jac 4da1 Parte 4Dokumen100 halamanManual de Reparacion Motor Jac 4da1 Parte 4Anonymous iBenl3mNBelum ada peringkat
- MVB 140 16530-CDokumen62 halamanMVB 140 16530-CKevin Milla100% (2)
- Psi Max2000 MudgunsDokumen12 halamanPsi Max2000 MudgunsBernardo PadillaBelum ada peringkat
- Design of Single Plate Clutch System: T T M, E E T, P P MDokumen4 halamanDesign of Single Plate Clutch System: T T M, E E T, P P MYudha SitumorangBelum ada peringkat
- 37 1 606Dokumen26 halaman37 1 606khalafBelum ada peringkat
- RTL Sleevoil Instruction Manual 499970Dokumen11 halamanRTL Sleevoil Instruction Manual 499970गुंजन सिन्हाBelum ada peringkat
- Install Roof Drip Side Moulding LHDokumen1 halamanInstall Roof Drip Side Moulding LHjeremih alhegnBelum ada peringkat
- HYTORC Nut Mechanical Tensioning AccuracyDokumen2 halamanHYTORC Nut Mechanical Tensioning AccuracyGabriel Torres BenturaBelum ada peringkat
- Repeladora-Bettcher-620 SERIE IIDokumen16 halamanRepeladora-Bettcher-620 SERIE IILGEND LGENDBelum ada peringkat
- Dynamicarm: Casting and Lamination Instructions For 12K100NDokumen44 halamanDynamicarm: Casting and Lamination Instructions For 12K100Nkh9d676k6jBelum ada peringkat
- 8D100 10 PDFDokumen5 halaman8D100 10 PDFChristian BedoyaBelum ada peringkat
- Positive Clutches Square - Jaw Clutch Spiral-Jaw Clutch Friction ClutchesDokumen6 halamanPositive Clutches Square - Jaw Clutch Spiral-Jaw Clutch Friction ClutchesBurak KoyuncuogluBelum ada peringkat
- 100027D-CRTi Running Procedure PDFDokumen9 halaman100027D-CRTi Running Procedure PDFAhmed Eid FarhBelum ada peringkat
- Treadmill Operating ManualDokumen2 halamanTreadmill Operating ManualjtbushbergBelum ada peringkat
- BR3 007 ManualDokumen5 halamanBR3 007 ManualRodrigo Jechéla BarriosBelum ada peringkat
- Stretching and Core StrengthDokumen20 halamanStretching and Core StrengthjgkothavadeBelum ada peringkat
- Us 12e pr1263Dokumen1 halamanUs 12e pr1263Janaka MangalaBelum ada peringkat
- Printer Installation PDFDokumen1 halamanPrinter Installation PDFjgkothavadeBelum ada peringkat
- Ganapati Atharvashirsha meaning and benefitsDokumen5 halamanGanapati Atharvashirsha meaning and benefitsAnupam Patil100% (1)
- Basic Keyboarding Part 1Dokumen19 halamanBasic Keyboarding Part 1Cade Allen VillanuevaBelum ada peringkat
- BSNL STV 04 May 2013Dokumen1 halamanBSNL STV 04 May 2013jgkothavadeBelum ada peringkat
- NEW Reliance Capital PresentationDokumen24 halamanNEW Reliance Capital PresentationjgkothavadeBelum ada peringkat
- Stretching PosterDokumen1 halamanStretching PosterjgkothavadeBelum ada peringkat
- BSNL STV 04 May 2013Dokumen1 halamanBSNL STV 04 May 2013jgkothavadeBelum ada peringkat
- CERATIZIT HSC milling insert clamping guideDokumen2 halamanCERATIZIT HSC milling insert clamping guidejgkothavadeBelum ada peringkat
- Locking Insert - VMCDokumen1 halamanLocking Insert - VMCjgkothavadeBelum ada peringkat
- X263 User ManualDokumen26 halamanX263 User ManualjgkothavadeBelum ada peringkat
- If Power GoesDokumen1 halamanIf Power GoesjgkothavadeBelum ada peringkat
- (b1264b950ce44583bab73d6b965f7616)Dokumen72 halaman(b1264b950ce44583bab73d6b965f7616)jgkothavadeBelum ada peringkat
- GD KT Pro-0337-0907 Sen Abs V1Dokumen16 halamanGD KT Pro-0337-0907 Sen Abs V1jgkothavadeBelum ada peringkat
- GD KT Pro-0509-1209 Sen Abs V1Dokumen1 halamanGD KT Pro-0509-1209 Sen Abs V1jgkothavadeBelum ada peringkat
- CTC5235, CTC5240: Milling of High-Tech Materials Made Easy!Dokumen4 halamanCTC5235, CTC5240: Milling of High-Tech Materials Made Easy!jgkothavadeBelum ada peringkat
- Cutter Prise ListDokumen3 halamanCutter Prise ListjgkothavadeBelum ada peringkat
- Hard metal solutions for tooling and die applicationsDokumen20 halamanHard metal solutions for tooling and die applicationsjgkothavadeBelum ada peringkat
- STATIONERY-For Schools OnlyDokumen46 halamanSTATIONERY-For Schools OnlyAjas AjuBelum ada peringkat
- Whirlpool Gi0fsaxvy Owner S ManualDokumen52 halamanWhirlpool Gi0fsaxvy Owner S ManualDrose BackBelum ada peringkat
- Deluge Valve Operation - Deluge System Theory - Instrumentation ToolsDokumen14 halamanDeluge Valve Operation - Deluge System Theory - Instrumentation Toolsahmed messallamBelum ada peringkat
- Manual de Instrucciones Manual de Instruções Instruction ManualDokumen15 halamanManual de Instrucciones Manual de Instruções Instruction ManualKaren Morales de LeonBelum ada peringkat
- EOS01204Dokumen1 halamanEOS01204Lesley-Anne RowandBelum ada peringkat
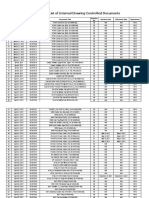
- Master List of Internal DrawingDokumen26 halamanMaster List of Internal DrawingMaria Katherine Cruz PantojaBelum ada peringkat
- Owner'S Manual: Evaporative CoolerDokumen12 halamanOwner'S Manual: Evaporative Coolerluisg v12Belum ada peringkat
- MyfordDokumen1 halamanMyfordPeanut d. DestroyerBelum ada peringkat
- Maintenance Manual: CX201 & CN201 Suction SweeperDokumen114 halamanMaintenance Manual: CX201 & CN201 Suction SweeperAlexBelum ada peringkat
- Ruger: New Model Single-Six, Single-Ten, Single-Nine & HunterDokumen40 halamanRuger: New Model Single-Six, Single-Ten, Single-Nine & HunterC VelBelum ada peringkat
- hc158 Workshop ManualDokumen72 halamanhc158 Workshop ManualJorge David Martínez100% (2)
- STRAUSAK U-Grind 5 Axis CNC Tool GrinderDokumen7 halamanSTRAUSAK U-Grind 5 Axis CNC Tool GrinderJayakrishnaBelum ada peringkat
- API Revisi Bevel May 2011 Spec 7-2 and Ds-1Dokumen120 halamanAPI Revisi Bevel May 2011 Spec 7-2 and Ds-1Nicolas Roldan100% (1)
- Technical Drafting - G7 - 8 - Week 2 Compress LASDokumen13 halamanTechnical Drafting - G7 - 8 - Week 2 Compress LASNorman PolilinBelum ada peringkat
- 18Dokumen3 halaman18Adrian MandoleseBelum ada peringkat
- Claval PRV (UL)Dokumen2 halamanClaval PRV (UL)engineering projectBelum ada peringkat
- Standards ListDokumen14 halamanStandards Listsunnyjack100% (1)
- Bianchi Vending Group Spare Parts CatalogDokumen7 halamanBianchi Vending Group Spare Parts Catalogt1m0shinBelum ada peringkat
- Heavy Duty Impact Wrenches: Powerful, Compact Tools For Demanding ApplicationsDokumen4 halamanHeavy Duty Impact Wrenches: Powerful, Compact Tools For Demanding Applicationsjoker63000Belum ada peringkat
- PPK-PPK/S Pistol: Safety & Instruction ManualDokumen36 halamanPPK-PPK/S Pistol: Safety & Instruction ManualmohamadazareshBelum ada peringkat
- Automatic Hydro Pneumatic Jack: AbstractDokumen3 halamanAutomatic Hydro Pneumatic Jack: AbstractRushikesh BadgujarBelum ada peringkat
- Industrial InstrumentationDokumen3 halamanIndustrial InstrumentationSaurav Singh50% (2)
- Analogue Refrigerant Gas Detectors (GS-220.BC.V.ZETA) : DescriptionDokumen2 halamanAnalogue Refrigerant Gas Detectors (GS-220.BC.V.ZETA) : DescriptionmotaBelum ada peringkat
- KSHU Mechanical BOQDokumen137 halamanKSHU Mechanical BOQDilshad AhemadBelum ada peringkat
- Alarmas Chiller Serie CHDokumen13 halamanAlarmas Chiller Serie CHEliezer GonzalezBelum ada peringkat
- Iso Cartridges - Sigma Toolings, Fine Boring Tools, Cutting Tools ManufacturerDokumen9 halamanIso Cartridges - Sigma Toolings, Fine Boring Tools, Cutting Tools ManufacturerSigma ToolingsBelum ada peringkat
- FXMQ PBVDokumen60 halamanFXMQ PBVRan NBelum ada peringkat
- TLE Cookery q3 Mod4 v1Dokumen10 halamanTLE Cookery q3 Mod4 v1armand resquir jrBelum ada peringkat
- Escort bts12 bts410 Manual enDokumen24 halamanEscort bts12 bts410 Manual enJose Luis RodriguezBelum ada peringkat
- 8209-Models D, DA, DAB and DB Retainer Production Packers FoDokumen12 halaman8209-Models D, DA, DAB and DB Retainer Production Packers Fodanonnino0% (1)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesDari EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesPenilaian: 4.5 dari 5 bintang4.5/5 (21)
- Introduction to Power System ProtectionDari EverandIntroduction to Power System ProtectionPenilaian: 5 dari 5 bintang5/5 (1)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successDari EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentDari EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentPenilaian: 4.5 dari 5 bintang4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialDari EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialBelum ada peringkat
- Nuclear Energy in the 21st Century: World Nuclear University PressDari EverandNuclear Energy in the 21st Century: World Nuclear University PressPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresDari EverandAsset Integrity Management for Offshore and Onshore StructuresBelum ada peringkat
- Shorting the Grid: The Hidden Fragility of Our Electric GridDari EverandShorting the Grid: The Hidden Fragility of Our Electric GridPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyDari EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyBelum ada peringkat
- Implementing an Integrated Management System (IMS): The strategic approachDari EverandImplementing an Integrated Management System (IMS): The strategic approachPenilaian: 5 dari 5 bintang5/5 (2)
- Renewable Energy: A Very Short IntroductionDari EverandRenewable Energy: A Very Short IntroductionPenilaian: 4.5 dari 5 bintang4.5/5 (12)
- The Grid: The Fraying Wires Between Americans and Our Energy FutureDari EverandThe Grid: The Fraying Wires Between Americans and Our Energy FuturePenilaian: 3.5 dari 5 bintang3.5/5 (48)
- Handbook on Battery Energy Storage SystemDari EverandHandbook on Battery Energy Storage SystemPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Build Your Own Electric Vehicle, Third EditionDari EverandBuild Your Own Electric Vehicle, Third EditionPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeDari EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopePenilaian: 4 dari 5 bintang4/5 (130)
- The Rare Metals War: the dark side of clean energy and digital technologiesDari EverandThe Rare Metals War: the dark side of clean energy and digital technologiesPenilaian: 5 dari 5 bintang5/5 (2)
- Produced Water Treatment Field ManualDari EverandProduced Water Treatment Field ManualPenilaian: 4.5 dari 5 bintang4.5/5 (5)
- Industrial Piping and Equipment Estimating ManualDari EverandIndustrial Piping and Equipment Estimating ManualPenilaian: 5 dari 5 bintang5/5 (7)
- Solar Electricity Basics: Powering Your Home or Office with Solar EnergyDari EverandSolar Electricity Basics: Powering Your Home or Office with Solar EnergyPenilaian: 5 dari 5 bintang5/5 (3)