Anda mungkin juga menyukai
- 6th Central Pay Commission Salary CalculatorDokumen15 halaman6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 2.one Compartment Open ModelDokumen90 halaman2.one Compartment Open ModelBLESSY SARA KURIANBelum ada peringkat
- Parentrals: Advantages of ParentralDokumen40 halamanParentrals: Advantages of Parentraltipu94100% (1)
- A WHO GuideDokumen100 halamanA WHO Guidej.k.kumar92% (13)
- Lyophilization DetailsDokumen33 halamanLyophilization Detailsj.k.kumar100% (4)
- College of Nursing Prelim Examination Pharmacology 1 Semester, SY 2019-2020 September 7, 2019 General DirectionDokumen12 halamanCollege of Nursing Prelim Examination Pharmacology 1 Semester, SY 2019-2020 September 7, 2019 General DirectionMark Jheran Alvarez100% (1)
- HvacDokumen14 halamanHvacj.k.kumar78% (9)
- S02 Dispensing CalculationDokumen15 halamanS02 Dispensing CalculationJoe BlackBelum ada peringkat
- Good Manufacturing Practices Guidelines, 2002 Edition, Version 2 - Health Products and Food Branch InspectorateDokumen107 halamanGood Manufacturing Practices Guidelines, 2002 Edition, Version 2 - Health Products and Food Branch Inspectoratej.k.kumar100% (9)
- Steam SterilizerDokumen24 halamanSteam Sterilizerj.k.kumar83% (6)
- VMPDokumen29 halamanVMPj.k.kumar100% (2)
- TabletsDokumen14 halamanTabletsMuhammad WaleedBelum ada peringkat
- GMP Training Sterile FacilityDokumen48 halamanGMP Training Sterile Facilityj.k.kumar100% (12)
- Sost - Funda - Medication AdministrationDokumen8 halamanSost - Funda - Medication AdministrationKYLE SABAYBelum ada peringkat
- Bio Pharmaceutical An IntroductionDokumen4 halamanBio Pharmaceutical An IntroductionNarendrakumarBelum ada peringkat
- General PharmacologyDokumen101 halamanGeneral PharmacologyAditya RathoreBelum ada peringkat
- Oral Controlled Release Drug Delivery SystemDokumen59 halamanOral Controlled Release Drug Delivery SystemYanulia HandayaniBelum ada peringkat
- Mathematical Fundamental in PharmacokineticDokumen21 halamanMathematical Fundamental in PharmacokineticErna PratiwiBelum ada peringkat
- Monophasic Dosage FormsDokumen82 halamanMonophasic Dosage FormsJeeva RaviBelum ada peringkat
- Module 4 - Nursing Process and Administration-PharmaDokumen13 halamanModule 4 - Nursing Process and Administration-PharmaKelsey MacaraigBelum ada peringkat
- Microbiological Assay: An Introduction to quantitative principles and EvaluationDari EverandMicrobiological Assay: An Introduction to quantitative principles and EvaluationBelum ada peringkat
- Proper Body Mechanics and Patient PositioningDokumen25 halamanProper Body Mechanics and Patient PositioningAngelika VeluzBelum ada peringkat
- Nonlinear Pharmacokinetics 1Dokumen11 halamanNonlinear Pharmacokinetics 1Mubashar ShahidBelum ada peringkat
- Pharmacokinetics: Dr. Jahid MBBS, M.phil (Pharmacology) Head of Pharmacology (MD-AUCMS)Dokumen52 halamanPharmacokinetics: Dr. Jahid MBBS, M.phil (Pharmacology) Head of Pharmacology (MD-AUCMS)vivianBelum ada peringkat
- Techniques of SolubilizationDokumen33 halamanTechniques of SolubilizationSreekanth NamaBelum ada peringkat
- Drug Dosage CalculationsDokumen8 halamanDrug Dosage CalculationsWenn Joyrenz ManeclangBelum ada peringkat
- SteamsterilisationDokumen8 halamanSteamsterilisationj.k.kumar100% (2)
- Aseptic Processing OperationDokumen44 halamanAseptic Processing OperationSin Poul100% (1)
- Unit-V Principles of Teaching and Learning ProcessDokumen72 halamanUnit-V Principles of Teaching and Learning Processnidhisha pillaiBelum ada peringkat
- MicroencapsultionDokumen20 halamanMicroencapsultionRaghuveer BheemshettyBelum ada peringkat
- Dosage Forms ExplainedDokumen6 halamanDosage Forms ExplainedAmaila Ch100% (1)
- Drugs Used in Pediatrics: Criteria For Dose CalculationDokumen21 halamanDrugs Used in Pediatrics: Criteria For Dose CalculationSanthosh.S.U100% (4)
- Industrial PharmacyDokumen40 halamanIndustrial PharmacydchingukuBelum ada peringkat
- M. Pharmacy Part-II (Semester III & IV)Dokumen4 halamanM. Pharmacy Part-II (Semester III & IV)Uma MaheswariBelum ada peringkat
- Teach ManualDokumen78 halamanTeach ManualShouvik DebnathBelum ada peringkat
- SterilizationDokumen126 halamanSterilizationj.k.kumar100% (7)
- Individual Prescription Order SystemDokumen2 halamanIndividual Prescription Order SystemMeem Abdullah Azeem 1813455049Belum ada peringkat
- Pharmacokinetics of IV InfusionDokumen49 halamanPharmacokinetics of IV InfusionsamanBelum ada peringkat
- OintmentDokumen12 halamanOintmentErfaneh FNBelum ada peringkat
- Dispensing Solutions and MixturesDokumen72 halamanDispensing Solutions and MixturesSania SyedBelum ada peringkat
- Types of Parenteral Products ExplainedDokumen7 halamanTypes of Parenteral Products ExplainedJoginder KumarBelum ada peringkat
- GPAT Dispensing and Hospital Pharmacy SyllabusDokumen2 halamanGPAT Dispensing and Hospital Pharmacy Syllabuskumar HarshBelum ada peringkat
- Excretion of Drugs: Dr. G.SAILAJA, M.Pharm - PH.D., Assoc. Professor, Dept. of PharmaceuticsDokumen43 halamanExcretion of Drugs: Dr. G.SAILAJA, M.Pharm - PH.D., Assoc. Professor, Dept. of PharmaceuticsSailaja Reddy GunnamBelum ada peringkat
- OriginalDokumen32 halamanOriginalAlexandra MilenkovicBelum ada peringkat
- Types of Dosage Forms Lecture2,2Dokumen34 halamanTypes of Dosage Forms Lecture2,2Bhuvana TejaBelum ada peringkat
- CapsulesDokumen50 halamanCapsulesneha_dand1591Belum ada peringkat
- List APOTIKDokumen17 halamanList APOTIKAtuq MudhaBelum ada peringkat
- Pharmacy Orientation PPP211: Introduction To The Pharmacy Profession and The Future of The PharmacistDokumen27 halamanPharmacy Orientation PPP211: Introduction To The Pharmacy Profession and The Future of The PharmacistJape GarridoBelum ada peringkat
- Hepatic ClearanceDokumen3 halamanHepatic ClearanceMiami Arif100% (1)
- 6 Pharmaceutical AerosolsDokumen26 halaman6 Pharmaceutical Aerosolsdereje_kebebe100% (1)
- Microbiological Assay of Antibiotics: Roll: 06, Semester:7thDokumen17 halamanMicrobiological Assay of Antibiotics: Roll: 06, Semester:7thBilal AbbasBelum ada peringkat
- Drug Extraction RatioDokumen8 halamanDrug Extraction RatioHeru Fajar SyaputraBelum ada peringkat
- NDDSDokumen20 halamanNDDSAnonymous u5ICt3gLqLBelum ada peringkat
- Tablets Quality ControlDokumen18 halamanTablets Quality ControlThangabalan Than100% (2)
- Novel Drug Delivery SystemDokumen23 halamanNovel Drug Delivery SystemSureshCoolBelum ada peringkat
- Transdermal Drug Delivery System A ReviewDokumen6 halamanTransdermal Drug Delivery System A ReviewEditor IJTSRDBelum ada peringkat
- Unit OintmentDokumen39 halamanUnit OintmentEE KMBelum ada peringkat
- EMULSIONS: Understanding Types, Applications, Stabilization and FormulationDokumen85 halamanEMULSIONS: Understanding Types, Applications, Stabilization and FormulationNadia RodasBelum ada peringkat
- C-4 Dosage Form DesignDokumen80 halamanC-4 Dosage Form DesignJhef ebuengaBelum ada peringkat
- Multiple Dose Regimen by AKTDokumen37 halamanMultiple Dose Regimen by AKTAjay Kumar Tiwari100% (1)
- Innovation in Capsule Dosage FormDokumen69 halamanInnovation in Capsule Dosage FormAshish Gajera100% (1)
- AssignmentDokumen12 halamanAssignmentAbdul Wahid OrakzaiBelum ada peringkat
- المستندDokumen5 halamanالمستندWaleed100% (1)
- Solid Dosage Form Part 2Dokumen44 halamanSolid Dosage Form Part 2Claire Marie AlvaranBelum ada peringkat
- Solubility and Distribution PhenomenaDokumen28 halamanSolubility and Distribution PhenomenaArchie Cabachete100% (1)
- Maslow theory motivation quizDokumen2 halamanMaslow theory motivation quizEderlie Diaz100% (1)
- Central Sterile RoomDokumen12 halamanCentral Sterile Roomripss09100% (1)
- Pharamcokinetics: Course In-Charge: Nimra Waheed Course Name: Biopharmaceutics and Pharmacokinetics Course Code: 613-TDokumen21 halamanPharamcokinetics: Course In-Charge: Nimra Waheed Course Name: Biopharmaceutics and Pharmacokinetics Course Code: 613-TNeha GulfamBelum ada peringkat
- Pre FormulationDokumen13 halamanPre FormulationCm MouliBelum ada peringkat
- Statement of Principle Self-Care Including Self-Medication - The Professional Role of The PharmacistDokumen5 halamanStatement of Principle Self-Care Including Self-Medication - The Professional Role of The PharmacistAprilia R. Permatasari0% (1)
- Practical Aspects of Good Pharmacy PracticeDokumen26 halamanPractical Aspects of Good Pharmacy PracticeNur AjiBelum ada peringkat
- Pharmacists Role Clinical Pharmacokinetic MonitoringDokumen2 halamanPharmacists Role Clinical Pharmacokinetic MonitoringauliaBelum ada peringkat
- Sustained Release Formulation Design and ComponentsDokumen46 halamanSustained Release Formulation Design and ComponentsMehak LubanaBelum ada peringkat
- Mechanisms of Drug Toxicity: Proceedings of the Third International Pharmacological MeetingDari EverandMechanisms of Drug Toxicity: Proceedings of the Third International Pharmacological MeetingH. RaškováBelum ada peringkat
- SterileprocessvalidationDokumen43 halamanSterileprocessvalidationRajat SharmaBelum ada peringkat
- Lethality TrendsDokumen12 halamanLethality Trendsj.k.kumarBelum ada peringkat
- WHO GMP - Chapter Three BioDokumen9 halamanWHO GMP - Chapter Three Bioj.k.kumar100% (3)
- Effect of Formulation On LyophilizationDokumen5 halamanEffect of Formulation On Lyophilizationj.k.kumar100% (2)
- 2003 Seid LyoCycleDevelopmentDokumen30 halaman2003 Seid LyoCycleDevelopmentj.k.kumar100% (1)
- Fo ValueDokumen1 halamanFo Valuej.k.kumar100% (12)
- Auto WorldDokumen36 halamanAuto Worldj.k.kumar100% (3)
- Lyophilization BasicsDokumen7 halamanLyophilization Basicsj.k.kumar100% (2)
- Induction On Central UtilityDokumen54 halamanInduction On Central Utilityj.k.kumar100% (1)
- Cross Contamination8Dokumen13 halamanCross Contamination8j.k.kumar100% (2)
- GMP 2Dokumen18 halamanGMP 2j.k.kumar100% (3)
- EndotoxinDokumen2 halamanEndotoxinj.k.kumar100% (1)
- 13 ProductevaluationDokumen21 halaman13 Productevaluationj.k.kumarBelum ada peringkat
- DefinitionDokumen3 halamanDefinitionj.k.kumarBelum ada peringkat
- Moist Heat SterilizerDokumen2 halamanMoist Heat Sterilizerj.k.kumar100% (1)
- 2 QSRDokumen9 halaman2 QSRj.k.kumarBelum ada peringkat
- Intramuscular InjectionDokumen2 halamanIntramuscular InjectionBARANGAY ANIBAN 2100% (1)
- Cara PenyuntikanDokumen2 halamanCara Penyuntikankhaira_nBelum ada peringkat
- Routes of Drug Administration Parentral 6-3-21Dokumen68 halamanRoutes of Drug Administration Parentral 6-3-21Dr. SaniaBelum ada peringkat
- Skill Evaluation Sheets: Nancy Caroline's Emergency Care in The Streets, Seventh Edition AaosDokumen86 halamanSkill Evaluation Sheets: Nancy Caroline's Emergency Care in The Streets, Seventh Edition AaosJames NgachaBelum ada peringkat
- Benzylpenicillin Sodium 600mg and 1200mg Powder For InjectionDokumen2 halamanBenzylpenicillin Sodium 600mg and 1200mg Powder For InjectionZACHARIAH MANKIRBelum ada peringkat
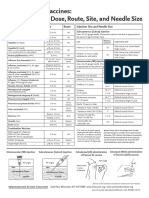
- Administering Vaccines: Dose, Route, Site and Needle Size GuideDokumen1 halamanAdministering Vaccines: Dose, Route, Site and Needle Size GuideKate Lucernas MayugaBelum ada peringkat
- Hewan Lab - Injection TechniqueDokumen17 halamanHewan Lab - Injection TechniqueMariaNeniBelum ada peringkat
- Modern Approaches To Parenteral Administration of DrugsDokumen43 halamanModern Approaches To Parenteral Administration of DrugskVitkaBelum ada peringkat
- Phenobarbitone InjectionDokumen13 halamanPhenobarbitone InjectionBrian HarrisBelum ada peringkat
- The EPI Routine Schedule of Immunization in The PhillippinesDokumen21 halamanThe EPI Routine Schedule of Immunization in The PhillippinesJesse Martin100% (1)
- MPS HY Principles-Of-Injection-technique IM enDokumen23 halamanMPS HY Principles-Of-Injection-technique IM enArturo Prat100% (1)
- Chapter 64 - Administration of Injectable MedicationsDokumen11 halamanChapter 64 - Administration of Injectable Medicationskristie donaldBelum ada peringkat
- A Review: Parentral Depot Drug Delivery SystemDokumen10 halamanA Review: Parentral Depot Drug Delivery SystemEarthjournal PublisherBelum ada peringkat
- Medication Administration GuideDokumen204 halamanMedication Administration GuidesaheedvkBelum ada peringkat
- Procedure Checklist Chapter 23: Administering Intramuscular InjectionsDokumen3 halamanProcedure Checklist Chapter 23: Administering Intramuscular InjectionsLiezel CauilanBelum ada peringkat
- ImmunityDokumen46 halamanImmunityLalyn Balasbas100% (2)
- Funda Medication AdminDokumen7 halamanFunda Medication AdminregisterednurseBelum ada peringkat
- Rodent Dosing RevisionDokumen52 halamanRodent Dosing RevisionMehboob AlamBelum ada peringkat
- FIT UK Recommendations For Injection TechniqueDokumen48 halamanFIT UK Recommendations For Injection TechniqueMadeleine OchianuBelum ada peringkat
- Radiographic Special Procedures: Kenneth M. Luciano, RRTDokumen36 halamanRadiographic Special Procedures: Kenneth M. Luciano, RRTKaye A. JardinicoBelum ada peringkat
- 03.1 - LEC DOH Programs Related To Family HealthDokumen8 halaman03.1 - LEC DOH Programs Related To Family HealthJAN CAMILLE LENONBelum ada peringkat
- Insulin AdministrationDokumen8 halamanInsulin AdministrationalkhaloidzBelum ada peringkat
- Nursing quiz questions and answersDokumen17 halamanNursing quiz questions and answerskassahunBelum ada peringkat