Anda mungkin juga menyukai
- RKM DetailsDokumen7 halamanRKM DetailsDurairaj.N90% (10)
- Yarn Faults and ClearingDokumen8 halamanYarn Faults and Clearingsitu_tex8594100% (7)
- Impact of Cotton Parameters On Yarn QualityDokumen4 halamanImpact of Cotton Parameters On Yarn Qualityغلام جیلانی100% (6)
- Cotton Process ParametersDokumen54 halamanCotton Process ParametersBhaskar Mitra100% (9)
- TPMDokumen2 halamanTPMVijay Shirole83% (6)
- Auto Levelling in SpinningDokumen81 halamanAuto Levelling in SpinningArihara Sudhan73% (11)
- Process Parameters in SimplexDokumen3 halamanProcess Parameters in SimplexTanvir Alam100% (5)
- HVI Measurement Principles - by - AbuBakkar MarwatDokumen33 halamanHVI Measurement Principles - by - AbuBakkar MarwatAbu Bakkar100% (6)
- Classification of Yarn Faults and Possible SourceDokumen4 halamanClassification of Yarn Faults and Possible SourceNagarajan Sivathanu Pillai50% (2)
- IPI Stands For Imperfection Index of YarnsDokumen1 halamanIPI Stands For Imperfection Index of YarnsShoreless Shaikat100% (5)
- Yarn SpecificationsDokumen6 halamanYarn SpecificationsManoj Balasooriya86% (7)
- Spin PLanDokumen3 halamanSpin PLanntunewspoint100% (4)
- Spin Plan For A Cotton MillDokumen10 halamanSpin Plan For A Cotton MillRobotrix84% (19)
- Yarn WindingDokumen22 halamanYarn WindingPRAKASH B. MALAKANE0% (1)
- Clearer Cuts Summary ReportDokumen34 halamanClearer Cuts Summary ReportTowfic Aziz Kanon100% (1)
- Calculation of Draft ConstantDokumen10 halamanCalculation of Draft ConstantVinay Kumar Tripathi100% (4)
- Blow RoomDokumen27 halamanBlow Roomapi-377494789% (19)
- Auto Cone ComparisonDokumen8 halamanAuto Cone ComparisonMuhammad Talha100% (1)
- Calculation of Draft and Twist in Ring SpinningDokumen3 halamanCalculation of Draft and Twist in Ring Spinningbmsali100% (2)
- Classimat Yarn Fault AnalysisDokumen4 halamanClassimat Yarn Fault AnalysisMitu Chowdhury75% (4)
- Uster StandardsDokumen3 halamanUster Standardsselvapdm86% (7)
- Assessment and Control of Hard Waste in Spinning Mill'Dokumen44 halamanAssessment and Control of Hard Waste in Spinning Mill'chavanhrishi1488% (8)
- Investigative Study of Periodic Yarn Faults and Its Removal by Using Gearing AnalysisDokumen59 halamanInvestigative Study of Periodic Yarn Faults and Its Removal by Using Gearing AnalysisJuan Cubas100% (1)
- Modern Knitting Machine Yarn Quality RequirementsDokumen68 halamanModern Knitting Machine Yarn Quality Requirementsselvakumar100% (2)
- Automation in Ring Spinning Machines-KTTMDokumen24 halamanAutomation in Ring Spinning Machines-KTTMkathirvelus94080% (1)
- Yarn Clearing SystemsDokumen11 halamanYarn Clearing SystemsLohit MohapatraBelum ada peringkat
- CV CalculationDokumen7 halamanCV CalculationNirbhay Sharma71% (7)
- Spinning CalculationDokumen5 halamanSpinning CalculationKarthik Manic100% (1)
- Conversion Factors for Calculating Standardized Cotton Yarn ProductionDokumen17 halamanConversion Factors for Calculating Standardized Cotton Yarn ProductionNitin Chaudhary100% (6)
- Voltas Power Study in Spinning MillDokumen30 halamanVoltas Power Study in Spinning MillGobu SKBelum ada peringkat
- Study on Two-For-One Twisting (TFO) Process and ParametersDokumen10 halamanStudy on Two-For-One Twisting (TFO) Process and ParametersVivek RaiyaniBelum ada peringkat
- Simplex FrameDokumen38 halamanSimplex Framedrskathirrvelu0% (1)
- Twist MultiplierDokumen1 halamanTwist MultiplierAniket Mahajan100% (5)
- Cone Density Formula On Different DegreesDokumen15 halamanCone Density Formula On Different Degreesgymadni50% (2)
- Calculation of Woven FabricDokumen3 halamanCalculation of Woven FabricTridip Tepantor100% (1)
- Fiber RuptureDokumen16 halamanFiber RuptureNessre Zeine100% (1)
- Thick, Thin PlacesDokumen56 halamanThick, Thin PlacesAmir Shahzad100% (5)
- Spectrogram Analysis for Yarn QualityDokumen48 halamanSpectrogram Analysis for Yarn QualityPrakash Chavali100% (6)
- Yarn Evenness CVDokumen10 halamanYarn Evenness CVRanganatham Ummadisetty100% (1)
- Yarn RealisationDokumen7 halamanYarn RealisationPulak Debnath100% (1)
- Warping CalculationsDokumen5 halamanWarping CalculationsNasir Sarwar100% (4)
- USTERDokumen5 halamanUSTERchiragBelum ada peringkat
- Common Spinning FormulasDokumen38 halamanCommon Spinning FormulasDeanna ChapmanBelum ada peringkat
- Uster Tester 5Dokumen11 halamanUster Tester 5Ashique100% (3)
- Cotton Yarn - Quality Depends On Mixing Strategy - Spinning & Weaving - Features - The ITJDokumen12 halamanCotton Yarn - Quality Depends On Mixing Strategy - Spinning & Weaving - Features - The ITJsureshBelum ada peringkat
- 100% Cotton Yarn SpecsDokumen2 halaman100% Cotton Yarn SpecsVivek Raiyani100% (1)
- How To Assess Mill's Productivity ?Dokumen44 halamanHow To Assess Mill's Productivity ?cottontrade91% (34)
- Hairiness in YarnDokumen8 halamanHairiness in YarnRajesh Dwivedi100% (1)
- Standard Parameters of Cotton Yarns of Different TypesDokumen3 halamanStandard Parameters of Cotton Yarns of Different TypesRezaul Karim Tutul80% (5)
- How To Improve Yarn Realization and Control WastesDokumen6 halamanHow To Improve Yarn Realization and Control Wastesms.anitha1980100% (2)
- Control Startup BreakageDokumen4 halamanControl Startup BreakageAnish ak100% (5)
- Textile Processing and Properties: Preparation, Dyeing, Finishing and PerformanceDari EverandTextile Processing and Properties: Preparation, Dyeing, Finishing and PerformancePenilaian: 5 dari 5 bintang5/5 (5)
- Yarn Quality Requirements For High-Speed MachinesDokumen11 halamanYarn Quality Requirements For High-Speed MachinesGnana PrakashBelum ada peringkat
- Ganesha Ecosphere - Pet Recycle ProductsDokumen17 halamanGanesha Ecosphere - Pet Recycle ProductsSanjay Kumar ShahiBelum ada peringkat
- Quality ManagementDokumen8 halamanQuality ManagementMukarram Ali KhanBelum ada peringkat
- The Ultimate Softness and StrengthDokumen25 halamanThe Ultimate Softness and Strengthsva factoryBelum ada peringkat
- Fiber To Yarn Spinning Process of Polyester FiberDokumen12 halamanFiber To Yarn Spinning Process of Polyester FiberVinod Kumar100% (1)
- Efficiency Analysis in Rapier LoomDokumen7 halamanEfficiency Analysis in Rapier LoomMasudur RahmanBelum ada peringkat
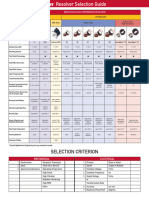
- Harowe Resolver Brochure 10-08Dokumen2 halamanHarowe Resolver Brochure 10-08Bryan ReyesBelum ada peringkat
- Pharmacy Bill Format in ExcelDokumen1 halamanPharmacy Bill Format in ExcelselvapdmBelum ada peringkat
- 5000 Words With Brief Definitions-A Handy DictionaryDokumen36 halaman5000 Words With Brief Definitions-A Handy Dictionarysivasamy29Belum ada peringkat
- Eco-Fibres and Eco-Friendly Textiles: R.B.ChavanDokumen76 halamanEco-Fibres and Eco-Friendly Textiles: R.B.ChavanselvapdmBelum ada peringkat
- Tetilecalculations 140802091855 Phpapp02Dokumen86 halamanTetilecalculations 140802091855 Phpapp02Sobia Waseem100% (3)
- Uster StandardsDokumen3 halamanUster Standardsselvapdm86% (7)
- TEXTILE Testing InstrumentsDokumen236 halamanTEXTILE Testing Instrumentsselvapdm100% (2)
- Uster StandardsDokumen31 halamanUster Standardsselvapdm67% (3)
- Uster Standards in ExcelDokumen31 halamanUster Standards in Excelselvapdm88% (8)
- Uster Statistics-50s CBD Compact ConeDokumen6 halamanUster Statistics-50s CBD Compact Coneselvapdm100% (1)
- Fabric DefectsDokumen33 halamanFabric DefectsAzeem Akbar92% (13)
- Uster Statistics-50s CBD Compact ConeDokumen6 halamanUster Statistics-50s CBD Compact Coneselvapdm100% (1)
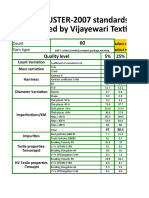
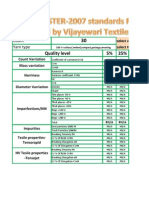
- USTER-2007 Standards Ready Reckenor Compiled by Vijayewari Textiles-India Technical TeamDokumen4 halamanUSTER-2007 Standards Ready Reckenor Compiled by Vijayewari Textiles-India Technical Teamselvapdm67% (6)
- Air Change Per HourDokumen1 halamanAir Change Per HourMahesh Sadasivan NairBelum ada peringkat
- Textile Calculations ComDokumen171 halamanTextile Calculations ComMahmoud El-basionyBelum ada peringkat
- Uster StandardsDokumen3 halamanUster StandardsselvapdmBelum ada peringkat
- Weaving StandardsDokumen4 halamanWeaving Standardsselvapdm100% (2)
- Cover FactorDokumen5 halamanCover Factorselvapdm50% (2)
- Airjet Loom Toyotaa Jat710 Trouble ShootingDokumen18 halamanAirjet Loom Toyotaa Jat710 Trouble Shootingselvapdm100% (24)
- Fabric CoverfactorDokumen1 halamanFabric CoverfactorselvapdmBelum ada peringkat
- Cone DensityDokumen7 halamanCone Densityselvapdm100% (2)
- 47 ProjectDokumen3 halaman47 ProjectMd Nafis HossainBelum ada peringkat
- Twisted Peppermint: Finished Size: Gauge: MaterialsDokumen6 halamanTwisted Peppermint: Finished Size: Gauge: MaterialsCrochet Free100% (2)
- Pfaff Creative 2144 Sewing Machine Instruction ManualDokumen180 halamanPfaff Creative 2144 Sewing Machine Instruction ManualiliiexpugnansBelum ada peringkat
- Free Peasant Dress Pattern For 18" DollDokumen7 halamanFree Peasant Dress Pattern For 18" Dollchepe meme meza castellanosBelum ada peringkat
- Manos Del Uruguay 2012C ChopinDokumen2 halamanManos Del Uruguay 2012C ChopinÉrika BatistaBelum ada peringkat
- 006 Double Waterlily 2 ShawlDokumen3 halaman006 Double Waterlily 2 Shawlrobinmcko100% (1)
- DSN mojitoENDokumen2 halamanDSN mojitoENLoretto Elizz100% (1)
- Beadwork 2013 06Dokumen100 halamanBeadwork 2013 06laurentina5295% (38)
- TLE - HEHN9 10 w1Dokumen7 halamanTLE - HEHN9 10 w1Erlyn AlcantaraBelum ada peringkat
- Bed of Roses Afghan Pattern - 2015-01-13Dokumen5 halamanBed of Roses Afghan Pattern - 2015-01-13murky100% (1)
- The Cathedral Window Croche...Dokumen10 halamanThe Cathedral Window Croche...Dany Mel0% (3)
- Enchanted Woodland AmigurumiDokumen145 halamanEnchanted Woodland AmigurumiDaniela Magalhães100% (3)
- Charmed by Ewe Wrapped With Love Crochet Hat Pattern All SizesDokumen5 halamanCharmed by Ewe Wrapped With Love Crochet Hat Pattern All SizesJejen LenovoBelum ada peringkat
- Pre-Production Meeting ReportDokumen3 halamanPre-Production Meeting ReportBaharul Islam Bahar100% (1)
- Maintenance PolicyDokumen2 halamanMaintenance PolicyManisha KhadavBelum ada peringkat
- Finished Size: Page 1 of 7 @yevheniia RomanchukDokumen7 halamanFinished Size: Page 1 of 7 @yevheniia RomanchukPanda H. HamBelum ada peringkat
- Salish Weaving Poster - YvetteDokumen1 halamanSalish Weaving Poster - Yvetteapi-205580765Belum ada peringkat
- CT MMB 198Dokumen2 halamanCT MMB 198Rosana BarakatBelum ada peringkat
- Modern Cable Hat in Paintbox Yarns Downloadable PDF 2Dokumen4 halamanModern Cable Hat in Paintbox Yarns Downloadable PDF 2Viktor del campoBelum ada peringkat
- Jack in LoveDokumen18 halamanJack in LoveJacqueline LopezBelum ada peringkat
- Good Knitting Cardigans - Google SearchDokumen1 halamanGood Knitting Cardigans - Google SearchbsbsbshBelum ada peringkat
- ElastenDokumen2 halamanElastenRohit KumarBelum ada peringkat
- Embroidery: Chain Stitch and Crewel FurnishingsDokumen1 halamanEmbroidery: Chain Stitch and Crewel FurnishingsmansiagrawalBelum ada peringkat
- Green Bag Lady Shopping Bag PatternDokumen1 halamanGreen Bag Lady Shopping Bag PatternDiana DuțuBelum ada peringkat
- Beautiful Handwoven ThrowsDokumen13 halamanBeautiful Handwoven ThrowsJK100% (2)
- Lilac Bicolor Cat1Dokumen8 halamanLilac Bicolor Cat1Santi YuanitaBelum ada peringkat
- Customer Master TemplateDokumen136 halamanCustomer Master TemplateJolly GillBelum ada peringkat
- A4 Design Brief Sustainable Design Sewciety Laura Hoefnagels 1Dokumen4 halamanA4 Design Brief Sustainable Design Sewciety Laura Hoefnagels 1api-512197109Belum ada peringkat
- Crochet Timmy the Tiny LionDokumen7 halamanCrochet Timmy the Tiny Lionfiliz8888Belum ada peringkat
- The History of Sewing MachinesDokumen5 halamanThe History of Sewing Machinesizza_joen143100% (2)