Anda mungkin juga menyukai
- Projeto Prensa para Tijolos EcologicosDokumen27 halamanProjeto Prensa para Tijolos Ecologicosevandoferreiramatias74% (39)
- Maquina Cinva RamDokumen38 halamanMaquina Cinva Ramchivie18100% (1)
- Cinva Ram 2dDokumen1 halamanCinva Ram 2dAndres Caceres80% (5)
- Manual de Montaje Prensa de Ladrillos Modulares PDFDokumen207 halamanManual de Montaje Prensa de Ladrillos Modulares PDFhoracio daniel79% (19)
- V033.CETA-RAM Máquina para Fabricar Bloques Huecos - GuatemalaDokumen2 halamanV033.CETA-RAM Máquina para Fabricar Bloques Huecos - Guatemalaocydeama2011100% (7)
- Manual para La Construcción de La Ceta-Ram (1981)Dokumen43 halamanManual para La Construcción de La Ceta-Ram (1981)iderashn81% (16)
- Planos CETA RAM prensa manual construcción vivienda interés socialDokumen5 halamanPlanos CETA RAM prensa manual construcción vivienda interés socialsise2011_404100% (1)
- Planos de Maquinas para AdobeDokumen7 halamanPlanos de Maquinas para AdobeCedrick Reyes63% (8)
- La Bloquera Ceta-RamDokumen52 halamanLa Bloquera Ceta-RamTHETITO1181100% (2)
- Planos Ceta RamDokumen52 halamanPlanos Ceta Ram1.Belum ada peringkat
- Manual de Montaje Triturador PDFDokumen43 halamanManual de Montaje Triturador PDFN C100% (1)
- V038.CINVA-RAM Máquina para Fabricar Bloques de Suelo Cemento - Colombia.BoliviaDokumen2 halamanV038.CINVA-RAM Máquina para Fabricar Bloques de Suelo Cemento - Colombia.BoliviaEstrategias Eco-Empresariasles Ac Octavio León100% (2)
- Cinva Ram - LadrillosDokumen13 halamanCinva Ram - Ladrillosqhapaq100% (2)
- Vista Previa Prensa de Ladrillos ModularesDokumen0 halamanVista Previa Prensa de Ladrillos ModularesGonzalo Diaz75% (4)
- Bloquera SocialistaDokumen28 halamanBloquera SocialistaJulio MedinaBelum ada peringkat
- Cimva RamDokumen37 halamanCimva RamSilmar Gutierrez Vilca100% (1)
- Diseño de Maquina para Fabricar Bloques de Arcilla.Dokumen14 halamanDiseño de Maquina para Fabricar Bloques de Arcilla.ROGER J, MEDINA O100% (1)
- Proyecto Bloquera ManualDokumen19 halamanProyecto Bloquera Manualjpieruzzini100% (2)
- Tutorial de Ladrillos Ecológicos A Partir de Su NegocioDokumen17 halamanTutorial de Ladrillos Ecológicos A Partir de Su NegocioPedro Villalobos ArriagaBelum ada peringkat
- V085 Fabricación Manual de Bloques de Suelo-Cemento-Dosificación - VenezuelaDokumen2 halamanV085 Fabricación Manual de Bloques de Suelo-Cemento-Dosificación - Venezuelaingcivil80100% (1)
- 01 Manual BTCDokumen64 halaman01 Manual BTChuesos231288% (8)
- Fabricacion Bloques de CementoDokumen67 halamanFabricacion Bloques de CementoAlberto Aburto Jarquin81% (36)
- Manual Bloquera Bh-3000Dokumen43 halamanManual Bloquera Bh-3000Juan Mayorga0% (1)
- Maquina Prensa Manual Ladrillo Modular Ecológico LegoDokumen2 halamanMaquina Prensa Manual Ladrillo Modular Ecológico LegoAndre Quintana AylasBelum ada peringkat
- Construcción del Horno de Tiro Invertido (HOTIDokumen42 halamanConstrucción del Horno de Tiro Invertido (HOTIJorge Antonio Ferrufino Barboza80% (5)
- Maquina Ponedora (2) 2Dokumen14 halamanMaquina Ponedora (2) 2GERSON ANDRES POZO VERA0% (1)
- Metodo Construcion Ceta RamDokumen13 halamanMetodo Construcion Ceta RamGuillermo ClaraBelum ada peringkat
- Carro de Herramientas Trabajo EscritoDokumen16 halamanCarro de Herramientas Trabajo EscritoJuanOcampoBelum ada peringkat
- Halliburton - Pozo MultilateralDokumen69 halamanHalliburton - Pozo MultilateralPercy HornickelBelum ada peringkat
- Co PactadorrDokumen11 halamanCo PactadorrarroyoBelum ada peringkat
- Troquel para Tapa de RodilloDokumen9 halamanTroquel para Tapa de RodilloWilliam UrregoBelum ada peringkat
- Memoria DescriptivaDokumen24 halamanMemoria DescriptivaGiuseppe Alfaro MattosBelum ada peringkat
- Rastra de discos manualDokumen37 halamanRastra de discos manualJuan Daniel Gómez HerreraBelum ada peringkat
- Proteus Labvier ArduinoDokumen7 halamanProteus Labvier ArduinoSteven Mauricio ParedesBelum ada peringkat
- Maquina de MoldeoDokumen10 halamanMaquina de MoldeoJose VargasBelum ada peringkat
- Máquina Compactadora de AdobeDokumen4 halamanMáquina Compactadora de AdobeMiguel Ramos100% (1)
- Embrague de Carda de ImplementoDokumen46 halamanEmbrague de Carda de ImplementoNemer OjedaBelum ada peringkat
- Cortamaleza MontanaDokumen48 halamanCortamaleza MontanaJairo ValenciaBelum ada peringkat
- MonografiaDokumen44 halamanMonografiaGelasio VegaBelum ada peringkat
- Máquina para Fabricar Ladrillos y Bloques AutomáticaDokumen4 halamanMáquina para Fabricar Ladrillos y Bloques AutomáticaAlan A. Gonzalez ZunigaBelum ada peringkat
- PrensasDokumen34 halamanPrensasLuis Gabriel GallucciBelum ada peringkat
- Curvomac Grupo SymacDokumen32 halamanCurvomac Grupo Symacerwyn pachecoBelum ada peringkat
- Ucsm Dibujo Asistido 4Dokumen21 halamanUcsm Dibujo Asistido 4Pauca LuisBelum ada peringkat
- Trabajo - de - Practicas (Manual Uso Sheet Metal y Sketch Tracer)Dokumen65 halamanTrabajo - de - Practicas (Manual Uso Sheet Metal y Sketch Tracer)fakldfjklBelum ada peringkat
- P.3.0135.01 Cimbras para ConcretoDokumen10 halamanP.3.0135.01 Cimbras para Concretojorge1952Belum ada peringkat
- Diseño de Una Maquina Transfer para La Soldadura de Dos TurcasDokumen102 halamanDiseño de Una Maquina Transfer para La Soldadura de Dos TurcasJacques Lopez OrtegaBelum ada peringkat
- Catalogo de PiezasDokumen33 halamanCatalogo de PiezasNarciso MamaniBelum ada peringkat
- Rediseño del sistema de desplazamiento de una abocardadora de tubos de PVC en la Universidad Politécnica SalesianaDokumen187 halamanRediseño del sistema de desplazamiento de una abocardadora de tubos de PVC en la Universidad Politécnica SalesianaJ GarciaBelum ada peringkat
- MotoDokumen6 halamanMotorussoliBelum ada peringkat
- Construcción de una dobladora de estribos semiautomáticaDokumen33 halamanConstrucción de una dobladora de estribos semiautomáticanicki0% (1)
- Matriceria ProgresivaDokumen8 halamanMatriceria ProgresivaJosue Mamani AquinoBelum ada peringkat
- Mixer Pract, 10Dokumen40 halamanMixer Pract, 10jimena arroyo pascual100% (2)
- Diseño Matriz ProgresivaDokumen164 halamanDiseño Matriz ProgresivaRafael FernandezBelum ada peringkat
- Procedimiento Hincado de Pilotes PDFDokumen66 halamanProcedimiento Hincado de Pilotes PDFERNESTO OCHOABelum ada peringkat
- Tecno Matrices CORREGIDO Final JhossssDokumen160 halamanTecno Matrices CORREGIDO Final JhossssAlguien Tambien MasBelum ada peringkat
- Desarrollo y Manufactura de Un Herramental para CorteDokumen64 halamanDesarrollo y Manufactura de Un Herramental para CorteArmando SánchezBelum ada peringkat
- DISEÑO DE JALADORA DE BANDA PARA LÍNEA DE EXTRUSIÓN No. 7Dokumen82 halamanDISEÑO DE JALADORA DE BANDA PARA LÍNEA DE EXTRUSIÓN No. 7Jymbo A Cruz H100% (2)
- Prensa Hidrauliuca de 60 TNDokumen43 halamanPrensa Hidrauliuca de 60 TNJuan Galarza AiteBelum ada peringkat
- Maquinas y HerramientasDokumen13 halamanMaquinas y HerramientasAlonso Cardenas RojasBelum ada peringkat
- Arado de Cincel VibratorioDokumen34 halamanArado de Cincel VibratorioFranklynMartinez100% (1)
- AcademiasCiencias Econ24-25Dokumen525 halamanAcademiasCiencias Econ24-25andresantiagoBelum ada peringkat
- Lecciones para Venezuela PLAN REAL BLASILEIRO 1Dokumen17 halamanLecciones para Venezuela PLAN REAL BLASILEIRO 1andresantiagoBelum ada peringkat
- Index Ar 2022Dokumen17 halamanIndex Ar 2022andresantiagoBelum ada peringkat
- Libro Indexar Salario Tony BozaDokumen21 halamanLibro Indexar Salario Tony BozaAlejandro Araujo100% (1)
- Historia de IttDokumen11 halamanHistoria de IttandresantiagoBelum ada peringkat
- Hablar en Publico 101Dokumen9 halamanHablar en Publico 101andresantiagoBelum ada peringkat
- La Espiral Del Silencio y El Instinto GregarioDokumen1 halamanLa Espiral Del Silencio y El Instinto GregarioandresantiagoBelum ada peringkat
- Chavismo Salvaje - Iturriza - 14-07 Pliegos PDFDokumen222 halamanChavismo Salvaje - Iturriza - 14-07 Pliegos PDFErick RamirezBelum ada peringkat
- Indexar Salarios-Tony BozaDokumen48 halamanIndexar Salarios-Tony BozamarcoBelum ada peringkat
- Precios y Ley Económica en - Salario, Precio y GananciaDokumen5 halamanPrecios y Ley Económica en - Salario, Precio y GananciaandresantiagoBelum ada peringkat
- Precios y Ley Económica en "Salario, Precio y Ganancia"Dokumen6 halamanPrecios y Ley Económica en "Salario, Precio y Ganancia"andresantiagoBelum ada peringkat
- PasqualinaDokumen7 halamanPasqualinaandresantiagoBelum ada peringkat
- Piketty y CoronavirusDokumen15 halamanPiketty y CoronavirusandresantiagoBelum ada peringkat
- La Produccion y Los TrabajadoresDokumen1 halamanLa Produccion y Los TrabajadoresandresantiagoBelum ada peringkat
- Historia de IttDokumen11 halamanHistoria de IttandresantiagoBelum ada peringkat
- Ponencia Cuba 2015 Ampliada 2Dokumen22 halamanPonencia Cuba 2015 Ampliada 2andresantiagoBelum ada peringkat
- CUEST. Enlace y S.PDokumen2 halamanCUEST. Enlace y S.PandresantiagoBelum ada peringkat
- Expo PetroDokumen3 halamanExpo PetroandresantiagoBelum ada peringkat
- El Trabajo de La Dirección en El SocialismoDokumen16 halamanEl Trabajo de La Dirección en El SocialismoandresantiagoBelum ada peringkat
- PasqualinaDokumen7 halamanPasqualinaandresantiagoBelum ada peringkat
- MITOSDokumen1 halamanMITOSandresantiagoBelum ada peringkat
- El Supra Poder 2Dokumen4 halamanEl Supra Poder 2andresantiagoBelum ada peringkat
- Modulo07 SeguridadAlimentariaDuranteUnaPandemia PDFDokumen8 halamanModulo07 SeguridadAlimentariaDuranteUnaPandemia PDFFernando ZaniboniBelum ada peringkat
- Juan NoyolaDokumen5 halamanJuan NoyolaandresantiagoBelum ada peringkat
- Aplicaciones DerivadaDokumen92 halamanAplicaciones DerivadaFELIX MEJIA REGALADOBelum ada peringkat
- Coste Y Cantidad Producida: Presentación Del Artículo de Piero Sraffa, Sobre Las Relaciones EntreDokumen8 halamanCoste Y Cantidad Producida: Presentación Del Artículo de Piero Sraffa, Sobre Las Relaciones EntreRodrigo JuicaBelum ada peringkat
- El Coronavirus SismoDokumen5 halamanEl Coronavirus SismoandresantiagoBelum ada peringkat
- 1 PBDokumen10 halaman1 PBandresantiagoBelum ada peringkat
- 20 Clavesparaganarla Guerra Contrael PuebloDokumen6 halaman20 Clavesparaganarla Guerra Contrael PuebloandresantiagoBelum ada peringkat
- Imperialismo ActualDokumen51 halamanImperialismo ActualandresantiagoBelum ada peringkat
- Arequipa HistoriaDokumen4 halamanArequipa Historiamily125100% (1)
- DIA 2 Indagamos Cómo La Ciencia y La TecnologíaDokumen3 halamanDIA 2 Indagamos Cómo La Ciencia y La TecnologíaJuan Felix Cespedes Cortes100% (1)
- Trascripción Conversatorio "El Oficio Docente y La Escuela Por VenirDokumen18 halamanTrascripción Conversatorio "El Oficio Docente y La Escuela Por VenirJurisPazzzBelum ada peringkat
- Sistemas de lubricación a bombasDokumen43 halamanSistemas de lubricación a bombasEdwin Casadiego Avila100% (1)
- Document TuentiDokumen1 halamanDocument TuentiLoljoBelum ada peringkat
- Ejercicios de Karel 1Dokumen3 halamanEjercicios de Karel 1march ArdilaBelum ada peringkat
- Datos Climáticos y Meteorológicos Históricos Simulados para 16.86°N 99.82°O - MeteoblueDokumen1 halamanDatos Climáticos y Meteorológicos Históricos Simulados para 16.86°N 99.82°O - MeteoblueXimena RoqueBelum ada peringkat
- ANTONY TUDOR A Diferencia de Sus ContemporáneosDokumen2 halamanANTONY TUDOR A Diferencia de Sus ContemporáneosVarinia BarrantesBelum ada peringkat
- Diapositivas. Instrumentos Políticos y Legales PDFDokumen64 halamanDiapositivas. Instrumentos Políticos y Legales PDFJohana Vasquez QuinteroBelum ada peringkat
- Leyva Antonio Xochiquetzal 115-26 PDFDokumen5 halamanLeyva Antonio Xochiquetzal 115-26 PDFAvy AlyBelum ada peringkat
- Mineralogia PDFDokumen112 halamanMineralogia PDFJuan Carlos Castro Toledo0% (1)
- Liquidación de servicios públicosDokumen2 halamanLiquidación de servicios públicosExe ZalazBelum ada peringkat
- Formato Fichas TecnicasDokumen12 halamanFormato Fichas TecnicasSebastian Delgado RodríguezBelum ada peringkat
- LCA + Plastia ExtraarticularDokumen22 halamanLCA + Plastia Extraarticulartelok61980Belum ada peringkat
- MAREA-corazón de MimbreDokumen3 halamanMAREA-corazón de MimbreubaldoBelum ada peringkat
- Sistemas Multiples de Grados de Libertad 27 NOV 2018 Analisis Estructural 2Dokumen24 halamanSistemas Multiples de Grados de Libertad 27 NOV 2018 Analisis Estructural 2Leinad ScBelum ada peringkat
- HambrientoDokumen17 halamanHambrientofilifords0% (3)
- 4 Especificaciones Tecnicas PavimentoDokumen4 halaman4 Especificaciones Tecnicas PavimentoRonald AsigBelum ada peringkat
- Cto Prestacion de ServicioDokumen7 halamanCto Prestacion de ServicioMunay KiBelum ada peringkat
- Análisis de la terminología principal del cursoDokumen11 halamanAnálisis de la terminología principal del cursoingrid arevaloBelum ada peringkat
- Ejercicios CompensatoriosDokumen34 halamanEjercicios CompensatoriosPrevencion CarahueBelum ada peringkat
- Ficha de Sesion de TutoriaDokumen1 halamanFicha de Sesion de Tutoriacarlos enrique barzola palominoBelum ada peringkat
- Proyecto Atacocha..Dokumen43 halamanProyecto Atacocha..Jose Luis Tomas Avila LopezBelum ada peringkat
- Hotel Spa Monalisa Corregido2Dokumen38 halamanHotel Spa Monalisa Corregido2Flor TunBelum ada peringkat
- Raiter Lenguaje en UsoDokumen14 halamanRaiter Lenguaje en UsoPara DiseBelum ada peringkat
- Capitulo 4Dokumen66 halamanCapitulo 4Jackelin Mamani CcapaBelum ada peringkat
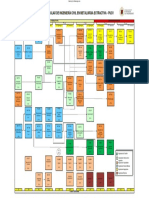
- Malla IMDokumen1 halamanMalla IMAshley JacksonBelum ada peringkat
- Restaurante GriegoDokumen203 halamanRestaurante Griegomaguirre121Belum ada peringkat
- Servicios Móviles: CÓDIGO INTERNO: 1.46180307Dokumen5 halamanServicios Móviles: CÓDIGO INTERNO: 1.46180307Angie RodriguezBelum ada peringkat
- 1..drem ..Informe Primer EntregableDokumen12 halaman1..drem ..Informe Primer EntregableMaziel KatherineBelum ada peringkat