Chock Fasting Technology Book
Diunggah oleh
Mridul SharmaDeskripsi Asli:
Judul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Chock Fasting Technology Book
Diunggah oleh
Mridul SharmaHak Cipta:
Format Tersedia
Contents Previous view Exit
KAROL GRUDZIŃSKI, WIESŁAW JAROSZEWICZ
SEATING OF MACHINES AND DEVICES
ON FOUNDATION CHOCKS CAST OF EPY RESIN
COMPOUND
SZCZECIN 2004
Contents Previous view Exit
Contents Previous view Exit
Karol Grudziński, Wiesław Jaroszewicz
Seating of machines and devices on foundation chocks cast of EPY resin compound
This book presents a modern method for the seating of marine and land-based machines and devices on
chocks cast of EPY resin compound specially developed for this purpose.
General requirements referring to the seating of machinery on foundations (especially those used in shipbuilding)
are listed, together with relevant evaluation criteria.
The properties of resin compounds used for foundation chocks, the background of chocking arrangement
design and the techniques used for casting the chocks in place are also outlined.
Many examples of so installed machines and devices are described, illustrating various possibile applications of
EPY compound to the seating of new machinery and the repairs of existing one. The results and descriptions of
research aimed at finding solutions for many practical problems in this field, constituting a scientific basis of the
methods developed for the seating of machines on their foundations, are also given.
The book is addressed to designers and shipbuilding technology specialists as well as the engineers and
technicians dealing with the design, modernisation and execution of various heavy machinery installations on
land. It may also be of use for the scientific workers and students at higher technical schools in the faculties
engaged in the fields of shipbuilding and offshore technology, machinery design and maintenance, industrial
constructions and the building of roads and bridges.
Translation into English:
Przemysław Abramowski, Magdalena Abramowska
Verified by Przemysław Wierzchowski
Linguistic editing: Katarzyna Mitan
Cover design: Arkadiusz Wancerz
Pictures in figures: 2.1, 2.2a, 5.12a, 5.25, 5.27 and pages 10 and 54 have been taken by Marek Czasnojć
© Copyright by Marine Service Jaroszewicz, Szczecin 2004
ISBN 83-89260-67-0
Publisher: ZAPOL Spółka Jawna, al. Piastów 42, 71-062 Szczecin,
tel./fax (091) 4341021.
Edition I. Impression 200+30 copies.
Typesetting and print: Printing house “Drukarnia ZAPOL Spółka Jawna”
Contents Previous view Exit
Contents Previous view Exit
CONTENTS
Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
1. Characteristics and types of chocking arrangements used for ship machinery . . . . . . . 11
1.1. Basic tasks and requirements related to chocking of ship machinery . . . . . . . . . 11
1.2. Chocking the machinery on metal chocks . . . . . . . . . . . . . . . . . . . . . . . . . . 12
1.3. Chocking the machinery on flexible chocks . . . . . . . . . . . . . . . . . . . . . . . . . 13
1.4. Chocking the machinery on cast resin compound chocks . . . . . . . . . . . . . . . . 14
1.5. Characteristics of seating arrangements based on metal chocks and cast resin
compound chocks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
2. The resin compounds used for ship machinery foundation chocks . . . . . . . . . . . . . . . 19
2.1. General requirements referring to resin compounds used for foundation
chocks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
2.2. Development of Polish chocking compounds and the machinery seating
technology used for machinery installations . . . . . . . . . . . . . . . . . . . . . . . . . 22
3. Design of machinery chocking arrangements with EPY compound chocks . . . . . . . . . 33
3.1. Documentation of a seating arrangement . . . . . . . . . . . . . . . . . . . . . . . . . . 33
3.2. General guidelines for the design of seating arrangements . . . . . . . . . . . . . . . 33
3.3. Design calculations of installations with EPY compound chocks . . . . . . . . . . . . 35
3.3.1. Calculations of a minimum required area of chock load-bearing surface . . . 36
3.3.2. Calculations of an axial force in the tensioned holding down bolt . . . . . . 36
3.3.3. Calculations of a tightening torque on nuts of holding down bolts . . . . . 37
3.3.4. Calculations of a pressure in the hydraulic bolt stretcher device . . . . . . . 37
3.3.5. Calculations of a bolt elongation caused by pre-tension setting . . . . . . . 37
3.3.6. Calculations of reduced stress or equivalent tensile stress related to the
minimum cross-section area of holding down bolt, accounting for
pre-tension setting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
3.3.7. Calculations of tensile stress related to the holding bolt thread root
cross-section area, accounting for pre-tension . . . . . . . . . . . . . . . . . . . 38
3.4. Exemplary design calculations of chocking arrangements . . . . . . . . . . . . . . . 38
4. The technology of machinery seating on EPY compound chocks . . . . . . . . . . . . . . . 45
5. Applications of EPY compound chocks for the seating of machinery
— practical examples . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
5.1. General remarks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
5.2. Statistical data on the use of Polish resin compounds in practice . . . . . . . . . . . 55
5.3. Examples of the seating of shipboard machinery . . . . . . . . . . . . . . . . . . . . . . 57
5.3.1. Main propulsion engines and gears . . . . . . . . . . . . . . . . . . . . . . . . . . 57
5.3.2. Stern tubes, liners of shaft line bearings and rudder arrangment liners . . . . 61
5.3.3. Deck machinery . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Contents Previous view Exit
Contents Previous view Exit
4 Contents
5.4. Examples of the seating of land-based machinery . . . . . . . . . . . . . . . . . . . . . 68
5.4.1. Application of EPY chocking compound for the seating of GMVH-12
engine-powered compressors and the repair of their foundations . . . . . 68
5.4.2. Application of EPY compound for the seating of mining machinery . . . . . . 71
5.4.3. Application of EPY compound for the seating of large-size roller bearings
in excavators and dumping conveyors . . . . . . . . . . . . . . . . . . . . . . . . 74
5.4.4. Application of EPY compound for the seating of power industry machinery,
rails and bridge span bearings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
6. Research on resin compounds used for foundation chocks . . . . . . . . . . . . . . . . . . . . 83
6.1. General requirements regarding resin compounds used for machinery
foundation chocks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
6.2. General remarks about research on chocking compounds . . . . . . . . . . . . . . . . 84
6.3. Research on influence of various substances and temperature on EPY compound
compression strength . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
6.4. Research on EPY compound fatigue strength under compression loads . . . . . . . 88
6.5. Research on creep process and heat deflection temperature of EPY compound . . . 89
6.6. Research on the dynamic properties of EPY compound . . . . . . . . . . . . . . . . . . 92
6.6.1. Determination of logarithmic vibration damping decrement and dynamic
shear modulus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93
6.6.2. Determination of the energy loss factor and dynamic elasticity modulus
under compression . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
6.6.3. Determination of acoustic impedance . . . . . . . . . . . . . . . . . . . . . . . . 100
6.7. Comparative research on static and dynamic properties of three various resin
compounds used for foundation chocks of machines and devices . . . . . . . . . . . 102
6.8. Research on flat butt joints of direct contact and with a thin layer of EPY
compound . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107
6.8.1. Butt joints under normal force . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107
6.8.2. Butt joints under constant normal force and variable tangential force . . . . 112
6.9. Research on models of holding down bolts fit in the compound . . . . . . . . . . . . . 112
6.10. Research on optimum application of EPY compound for the seating of deck
machinery . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 118
6.10.1. Theoretical analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 118
6.10.2. Tests on a windlass foundation chock model . . . . . . . . . . . . . . . . . . . . 120
6.10.3. Research findings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120
6.11. Research on influence of paint coatings on the settling of shipboard machinery
seated on cast resin compound chocks . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120
6.11.1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120
6.11.2. Tested specimens and test bed . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121
6.11.3. Research program, its execution and example results . . . . . . . . . . . . . . 122
6.11.4. Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 126
6.12. Analysis of construction and model tests of stern tubes installed with the use
of chocking compound . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127
Contents Previous view Exit
Contents Previous view Exit
Contents 5
6.12.1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127
6.12.2. Aims of resarch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127
6.12.3. Analysis of thermal insulation properties of a construction containing an
EPY compound layer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127
6.12.4. Analysis of thermal deformations . . . . . . . . . . . . . . . . . . . . . . . . . . . 129
6.12.5. Model tests of the assembling of a propeller shaft stern tube . . . . . . . . . 131
6.12.6. Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 136
6.12.7. Epilogue . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 137
6.13. Research on possible use of the microwaves for additional curing of EPY
compound and foundation chocks cast of this compound . . . . . . . . . . . . . . . . 137
6.13.1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 137
6.13.2. Tests on EPY compound specimens . . . . . . . . . . . . . . . . . . . . . . . . . . 138
6.13.3. Tests on models of foundation chocks . . . . . . . . . . . . . . . . . . . . . . . . 140
6.13.4. Some more important conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . 143
6.14. Strength tests on holding down bolts anchored in concrete with the use of EPY
compound . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144
6.15. Research on the influence of constant humid heat on dielectric properties of EPY
compound . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 147
6.16. Research on the influence of liquid nitrogen cooling on EPY compound
compression and impact strength . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 147
6.17. Determination of the states of stress and strain in bolt joints with chocks made
of EPY compound and steel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 150
6.17.1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 150
6.17.2. Model of a foundation bolt joint . . . . . . . . . . . . . . . . . . . . . . . . . . . . 151
6.17.3. Determination of the assembling — induced states of stress and strain . . . . 153
6.17.4. Determination of the holding — down bolt service states of stress and
strain and its service load characteristics . . . . . . . . . . . . . . . . . . . . . . 155
6.17.5. IInfluence of temperature changes on the assembling — induced state
of stress and strain in a bolt joint with resin compound chock . . . . . . . . . 160
6.17.6. Summary and conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161
Bibliography . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 165
The chronological list of research reports concerning Polish resin compounds used for
foundation chocks, and their practical application for the seating of machinery . . . . . . . . 171
Contents Previous view Exit
Contents Previous view Exit
Contents Previous view Exit
Contents Previous view Exit
INTRODUCTION
This book outlines a modern method for the seating of various shipboard and land-based
machinery, with the use of chemically curing chocking resin compounds specially developed
for this purpose. It also presents the history of such compounds’ development in Poland,
and the modern machinery seating technology based on these compounds. The results of
thirty — year research and development work in this field are included as well.
Polish chocking resin compounds and the machinery seating technology based
on these compounds are a result of scientific research which have been conducted
systematically since the early 1970s.
The research was carried out first by the Technical Mechanics Section, and then, since
1982, by the Chair of Mechanics and Machine Elements of the Technical University of
Szczecin, in close co-operation with the domestic shipbuilding industry and industrial
research centres in Gdańsk — CTO (Centrum Techniki Okrętowej, Ship Design And Research
Centre) and CTW PROMOR (Centrum Techniki Wytwarzania, Manufacturing Research
Centre), and also with service teams of various companies, specialised in machinery
seating. Licence agreements concluded with the Technical University of Szczecin were
the basis for this co-operation.
In 1990 the Machinery Installation Service Team, earlier (since 1982) operating as a part
of Foreign Enterprise KITI in Warsaw, was transformed into an independent company
Marine Service Jaroszewicz (MSJ, sited in Szczecin), which produces the resin compounds
and conducts the seating of machinery, based on their use. The company maintains and
further develops its co-operation with the Chair of Mechanics and Machine Elements of the
Technical University of Szczecin, actively participating in the research process.
The resin compound named EPY (shortly called: “EPY compound”) and produced by
MSJ company is an improved version developed from preceding compounds, which is
able to match any competing product in the world in any respect. It has obtained the
certificates of all worldwide classification societies supervising the building and repairs
of seagoing vessels, and the certificates of the manufacturers of main engines as well as
auxiliary machinery installed onboard ships.
MSJ company is also granted the ISO 9002 Quality Certificate (issued by Germanischer
Lloyd in 1994), confirming a high level of quality in technical and organisational solutions
used by the company. It is also certainly worth mentioning that only three such products
in the world possess all the certificates required for the seating of main engines and
gears onboard ships: Chockfast Orange (USA), Epocast 36 (Germany), and the compound
EPY made in Poland.
Contents Previous view Exit
Contents Previous view Exit
8 Introduction
Thanks to many technical and economic benefits brought by this new machine seating
technology to shipbuilding industry and stretching across all service life of the machines,
this technology is also used more and more often for the seating of various crutial,
heavy machinery installed on land. The EPY compound and the technology of its use for
the seating of machinery have also won approval certificates from the following Polish
institutions: Building Research Institute (Instytut Techniki Budowlanej), Road and Bridge
Research Institute (Instytut Badawczy Dróg i Mostów) and the President of the State
Mining Authority (Wyższy Urząd Górniczy).
This book results from many years of close co-operation between the Chair of Mechanics
and Machine Elements and the Marine Service Jaroszewicz company. The need to write
it stemmed from the authors’ feeling that it is their duty to bring together in a structured
form the results of their thirty-year research work and its effects — both scientific and
practical.
The detailed list of scientific research projects realised by the Technical University of
Szczecin (published and not published), which were focused on the resin compound and
its use for machinery seating, is included at the end of the book.
Since the first installation of machinery with the use of Polish chocking compounds
took place in 1974 aboard a seagoing vessel, the total number of installations reached 7199
by the end of 2001, which included 1500 ship main engines and 1083 various land-based
machines, such as turbines, engine-powered compressors, hoisting machines used in
mining, fans, large bearings of brown coal excavators, bridge span bearings and other
types of machinery.
Thanks to the results of professional research in this field many original, innovative,
first-in-the-world solutions have been introduced and successfully tested in practice,
winning broad recognition and yielding significant technical and economic benefits which
extend throughout the service life of machines.
The ever-increasing needs of designers, engineers and technology specialists in
shipbuilding and offshore engineering were another important motivation for the writing
of this book, as the cast-compound chocking technology became a standard for main
propulsion engines as well as various auxiliary equipment.
This motivation was also supported by the fact that the new machinery chocking
technology began to draw a proliferating interest from engineers of other industry
branches, who want to learn about the possibilities for its practical use in various particular
cases and situations.
Therefore, the book is addressed not only to designers and engineers of the shipbuilding
industry, but also to a broad group of other prospective readers dealing with design,
installation and operation of various machines.
This is due to the fact that the technique used for any installation has a significant
impact on the time and cost of this operation, achieved final quality and the durability
Contents Previous view Exit
Contents Previous view Exit
Introduction 9
of installed machines (including the machines mechanically coupled with them), as well
as the parameters of vibration isolation and damping, which are all important issues in
many branches of engineering.
Taking into account the broad range of readers (including scientific workers and
students of technical universities), the layout of the book has been arranged in a way
facilitating easy finding of a searched topic, or a solution for a particular seating problem.
The book also outlines the general requirements for effective machinery seating
and the relevant evaluation criteria. Kinds and characteristics of traditional seating
methods using steel chocks are given as well, and a comparative analysis is carried out,
confronting the traditional technology and the modern one based on chocks made of
resin compounds cast in place.
The properties of resin compounds used for machinery seating are discussed as well,
together with the background of chocking system design, and the methods for chock
casting in place. Numerous examples included in the book illustrate various possible
applications of chocking compounds to the seating of new machinery as well as the repairs
and modernisations of existing one.
The descriptions and results of numerical calculations and experimental research
(aimed at solving many practical issues) provide a deeper insight into various problems
involved in the seating of machinery and the application of resin compounds as a possible
solution to these problems in many fields of engineering.
They also constitute an important scientific basis and a source of data, which can be
used for new applications and further research on the improvement of the properties of
resin compounds, as well as the methods of their use for the seatring of machinery.
The authors of this book would like to thank all the employees of the Chair of Mechanics
and Machine Elements and the Marine Service Jaroszewicz company who actively
participated in the research work and the implementation of the new technology, as well
as the authors of other materials used for the writing of the book.
Deep thanks are also given to many workers of Polish shipyards and other industries
and research&development centres and installation teams, associated with them, who
contributed immensely by their inspiration and help in the process of implementation
of the new technology, providing many invaluable hints during long, fruitful discussions
stimulating a successful development of cast resin compounds and their use for the
machinery seating in Poland.
The authors of the book are aware that it is imperfect and that various glitches may
be found in it. They will certainly be gracious to the readers who convey their remarks
concerning its content and layout. They are also ready to discuss, advise and help in any
matters related to the subject of the book.
Contents Previous view Exit
Contents Previous view Exit
Contents Previous view Exit
Contents Previous view Exit
1. CHARACTERISTICS AND TYPES OF CHOCKING ARRANGEMENTS
USED FOR SHIP MACHINERY
1.1. Basic tasks and requirements related to chocking of ship machinery
The seating of a machine consists in obtaining its precise alignment in a specified position,
and then fixing it securely to foundation in such a way that it is able to fulfil its functions within
the assumed service period. This operation must be carried out in accordance with the rules
of classification institutions [1] and the requirements of machine manufacturers.
Ship machinery is not installed directly on the supporting surfaces of foundations,
but on appropriate intermediate elements, i.e. foundation chocks (Fig. 1.1). This is due to
the fact that large supporting surfaces of foundations and machine bodies are difficult
to match in contact exactly, but also to the often arising need to have the connected
machines aligned with high precision.
Introduction of foundation chocks leads to a replacement of a continuous support surface
with a “discrete” support at a finite number of support points. In case the number of points
is larger than three, the whole arrangement becomes statically indeterminate. It becomes
difficult then to determine the forces acting between the machine and its foundation in
the support points. For shipboard machinery the minimum number of foundation chocks
is usually four, but it often may be over a dozen, with main engines having as many as
a few dozens of support points.
Comprehensive evaluation of a seating technology for ship machinery requires that both
technical and economic factors are taken into account. The fundamental task is to correctly
place the machines in space in relation to co-operating objects, while providing reliable fixing
which should guarantee their safe operation. It is assumed that the unreliability of the seating
cannot lead to additional overhauls of any machine throughout its service life onboard.
The evaluation of technical and economic aspects of a seating arrangement should
include:
— Difficulty of the installation and uninstallation procedure,
— Labour costs and costs of materials,
— Time of operation and the quality of chock fitting,
— Stress state present after the installation.
The following factors are important in service:
— reliability and durability of a seating arrangement,
— number and type of required maintenance operations
— good isolation of mechanical vibration and structural sound.
Contents Previous view Exit
Contents Previous view Exit
12 1. Characteristics and types of chocking arrangements used for ship machinery
Fig. 1.1. The layout of a main engine seating arrangement
1.2. Chocking the machinery on metal chocks
Metal chocks made of steel or cast iron, with their characteristic high rigidity, have been
traditionally used in shipbuilding (Fig. 1.2a), and the seating arrangements using them
are called rigid. The load should be evenly distributed among all chocks (Fig. 1.1), which is
obtained by their appropriate placing and fitting.
Resulting from high rigidity of metal chocks, little inaccuracies in their fitting may
lead to a highly uneven loading of foundations, holding down bolts and the bodies of
machines. As this phenomenon in highly detrimental, demanding requirements have
been introduced with regard to the precise fitting of the chocks during the installation
of ship machinery [2].
It is especially true in case of main propulsion engines, gears and shaftline bearings.
Fitting the chocks in a way fulfilling the requirements is a difficult, labour-consuming and
expensive task which includes the need for machining the supporting surfaces of the
foundation on board, machining the chocks themselves, and laborious, individual hand-
fitting them during installation. Moreover, metal chocks are conducive to transmission
of vibration and structural sound.
Special designs of compensation chocks/shims [3] (Fig. 1.2b, c, d) have been developed
for foundation installations as a result of a search for new, more effective solutions which
would simplify the procedure and improve the seating precision.
Contents Previous view Exit
Contents Previous view Exit
1.2. Chocking the machinery on metal chocks 13
a) b) c) d)
Fig. 1.2. Examples of ship machinery rigid mounting: a) with a uniform metal chock; b — d) with adjustable
metal chocks
Using them shortens the time of machinery installation on board, but only at the cost of
a longer manufacturing time lost on chocks/shims of a complicated form.
Some of them (Fig. 1.2, b, d) provide an easy adjustment of height for the installed
machinery, other (Fig. 1.2, c, d) ensure a uniform distribution of pressure on the supporting
surfaces of chocks, thanks to a feature of self-alignment in the direction of the load.
All the adjustable metal chocks yield a rigid mounting of a machine and do not introduce
any significant changes into the statics and dynamics of a machine-chock-foundation
system in comparison to traditional, uniform metal chocks. Another disadvantage is also
an increase of the number of contact surfaces, which is going to be discussed in more
detail in p. 1.4 below.
1.3. Chocking the machinery on flexible chocks
The problem of noise and vibration has been steadily growing in importance since the
beginning of mechanical propulsion of ships, and in the 1930s [4] a new field of machinery
foundation engineering was born when it was discovered that a way of joining the
machines and their foundations plays an important role in the propagation of vibration
and noise through the ship [5 — 6]. The so called flexible seating of machinery have
been introduced as a consequence, made of rubber chocks instead of traditional steel, or
employing special design solutions (Fig. 1.3) [7].
The flexible seating of ship machinery yields:
— more uniform distribution of load between chocks,
— high degree of isolation for mechanical vibration and structural sound generated
by the machines (up to abt. 90%) [5,8],
— high degree of machine isolation from kinematic excitations and foundation deforma-
tions,
— freedom of thermal deformations of the machinery housing,
— possibility to apply lighter foundations.
Contents Previous view Exit
Contents Previous view Exit
14 1. Characteristics and types of chocking arrangements used for ship machinery
a) b) c) d)
Fig. 1.3. Examples of flexible mountings of shipboard machinery
The flexible seating of ship machinery is a complex issue - theoretically, technologically,
and from the operational point of view [9 — 15].
Solutions are found through a process of selection of such chocks and installation
designs which would fulfill assumed vibration/noise isolation characteristics, and ensure
that the machinery is reliably and durably mounted.
The problems posed by flexible installation concept have not been fully solved up so
far. Practical implementation of flexible chocks requires relying on both computational
and experimental methods which generally cannot guarantee that an optimum solution
is arrived at [16 — 18].
The development of flexible seating arrangements for machinery strives for better
calculation methods, manufacturing of materials with precisely defined elastic and
damping properties and designing such chocks and their arrangements which would
optimally fulfil the task of isolating and damping mechanical vibration and structural
sound [19 — 24].
Usage of special flexible chocks with complicated designs raises the cost of an
installation considerably. There is an obvious tendency to keep the costs as low as possible
in the process of maximising the quality indices of machinery operation and the comfort of
the crew and passengers. Due to serious technical difficulties and high costs, applications
of flexible chocks for heavy shipboard machinery are still far from widespread.
1.4. Chocking the machinery on cast resin compound chocks
The progress of chemistry and materials engineering, which took place in the last 40
years, provided many opportunities for developing special construction materials and
technologies which are able to provide technical, economic, and practical benefits
- all at the same time. One example of such materials are special chemically curing
Contents Previous view Exit
Contents Previous view Exit
1.4. Chocking the machinery on cast resin compound chocks 15
compositions based on epoxy resins, which were developed for foundation chocks of ship
machinery but may also be used for various land machinery requiring precise alignment
and reliable mounting.
Chemically curing compounds with precisely defined properties continually improved
in time proved to be an almost ideal material for machinery foundation chocks. Their
introduction to industrial use was decided by the following advantages:
— easy on-site casting of ready-made chocks with any dimensions and shapes,
— good strength characteristics and easy maintenance of the hardened compound,
— significant reduction of machinery installation time and cost.
Compound foundation chocks are cast directly under correctly positioned and aligned
machine (Fig. 1.4), filling the entire space delimited for them between the foundation top
and the machine bedplate, and ensuring excellent fit with both contact surfaces.
Fig. 1.4. Casting of compound foundation chocks: 1 — machine bedplate, 2 — foundation, 3 — front plate,
4 — holding down bolt, 5 — chock, 6 — mould barrier (foam)
Significant technical and economical benefits obtained by using new technology of
chock installation with its modern materials have been proved in practice and established
as a new standard for the seating of ship machinery [25 - 30]. Its use is now worldwide,
including Polish shipbuilding and ship repair yards. Thanks to its numerous advantages
this technology is also gaining in popularity for the seating of many crucial land-based
objects.
Contents Previous view Exit
Contents Previous view Exit
16 1. Characteristics and types of chocking arrangements used for ship machinery
1.5. Characteristics of seating arrangements based on metal chocks and
cast resin compound chocks
In order to shed some light on the problems involved in the seating process, and the progress
in this field as far as used materials and methods are concerned, basic characteristics of
a traditional seating technique (using metal chocks) will be outlined below in comparison
to the modern technology based on cast resin compounds.
The traditional way of seating heavy machinery on its foundations with the use of
metal chocks has a few important disadvantages, including:
— the necessity for precise machining of machine foundation load-bearing surfaces,
— necessity to pre-machine metal chocks and the difficult, laborious, individual fitting
of chocks to the surfaces of foundation and machine bedplate,
— high rigidity of metal chocks,
— small effective contact area between the chocks and foundation / machine
bedplate,
— poor isolation of mechanical and acoustic vibration.
As a result of high rigidity (high value of the modulus of elasticity E) any small inaccuracies
in fitting of metal chocks may result in appearance of high stresses and deformations
in the bodies of machines as well as in foundations — already in the installation phase.
Such stresses and deformations have a detrimental effect on the durability of machines
and the quality of their operation.
Apart from the difficulty to obtain adequate fitting and high rigidity, another substantial
disadvantage of metal chocks is also their very low effective contact area between the
faces of machine bedplate and the foundation. Even with accurate fitting of foundation
chocks according to relevant criteria used in this case [2], any unevenness of surface
remaining after machining (roughness, undulation, shape errors) is bound to cause
a rather spotty, random contact area (Fig. 1.5a), and the total effective contact area is only
a small percent of that nominal [31].
As a result of appearance of dynamic loads when the machine is running, micro-spots
on effective contact surface suffer serious resin deformations, which result in so-called
settling of connected elements [32], loosening of bolts, and “hammering” of the all
the load-bearing surfaces of the foundation, chocks, and the machine bedplate. Final
consequences may be cracks in the foundation and the machine body, ruptures of holding
down bolts, unstable running of the machine, and failures [29].
Use of chemically curing compound chocks cast in moulds which are prepared between
the foundation and the machine positioned in its service position (Fig. 1.4) eliminates many
operations, simplifies the seating process and shortens it considerably.
Apart from a rough mechanical cleaning and degreasing of foundation surface, no
other special preparation is required for it. Existence of roughness, corrosion pits and
non-parallelity of surfaces, which make the usage of traditional metal chocks much
Contents Previous view Exit
Contents Previous view Exit
1.5. Characteristics of seating arrangements based on metal chocks and cast resin compound chocks 17
more difficult or prevent it at all, is of no importance if cast resin compound chocks
are used.
Chocks cast under the machine according to a correct technology adhere tightly to
the load-bearing surfaces of the machine and its foundation [25, 26, 33]. They fill all the
micro-cavities on the contact surfaces (Fig. 1.5b). It is a specific case of a joint where
effective contact area is larger than that nominal.
a) b)
Fig. 1.5. Drawings of a foundation bolt joint: a) with a metal chock; b) with a cast plastic compound chock
This ensures a favourable distribution of normal effective pressure over the contact
area, and a high effective friction coefficient (close to one or even higher), which have
a beneficial effect on the transfer of forces tangential to the supporting surface (see
pos. 6.8.2).
Resin compound chocks dampen vibration better and are a substantial barrier for
the transmission of structural sound [34 — 37]. Neither any fretting (friction-induced
corrosion) occurs on the chock contact surfaces (both with the machine bedplate and the
foundation), nor the effects of “hammering” or other forms of wear.
Contents Previous view Exit
Contents Previous view Exit
Contents Previous view Exit
Contents Previous view Exit
2. THE RESIN COMPOUNDS USED FOR SHIP MACHINERY
FOUNDATION CHOCKS
2.1. General requirements referring to resin compounds used for
foundation chocks
Attempts to rationalise the installation work, to improve the quality and shorten the time
of ship machinery seating operations by using various self-adjusting or flexible chocks
(described in Chap. 1) did not enter the shipyard practice on a larger scale, especially
with regard to main engines.
The traditional method of seating based on metal (steel or cast iron) chocks began to
fade away only when special chemically curing compounds were developed in the early
1960s, together with the cast-in-place technology, which allowed foundation chocks to
be made directly under already aligned machines.
The first compound, named “Chockfast”, was developed by the Philadelphia Resins Corp.
(USA), and its name directly implies a “fast foundation chock”. The first main propulsion engine
was seated on “Chockfast” foundation chocks in USA in 1963, as a part of a repair job.
This new method of seating the machinery with the use of cast resin compound
chocks quickly obtained recognition due to its numerous advantages, and began entering
shipyard practice not only in ship repair, but also on new ships. Chockfast compound is
now manufactured in a number of kinds, and the one which became especially popular
for the seating of ship machinery is Chockfast Orange.
The requirements for the resin compounds used for foundation chocks are numerous,
varied and difficult to meet, especially in case of main engines, gears, shaftline bearings
and other machinery requiring accurate alignment. The fact that currently only three such
compounds have widespread recognition of worldwide classification societies and engine
manufacturers is the best illustration of the above.
Apart from the American compound “Chockfast Orange” and the German compound
Epocast 36, The recognition of ship classification societies (supervising the construction
and repairs of ships) and ship engine manufacturers has been granted to the Polish
compound named EPY and produced by Marine Service Jaroszewicz company by using
only domestic raw materials.
Development of a resin compound to be used for foundation chocks required finding
solutions to many complex problems concerning the composition of a compound, the
design of the chocks and the method for casting them, as well as the issues related to
machine installation and service.
Contents Previous view Exit
Contents Previous view Exit
20 2. The resin compounds used for ship machinery foundation chocks
Furthermore, many psychological and formal barriers put up by classification societies,
engine manufacturers, shipowners, ship designers and shipyards had to be overcome,
as it was a common view that the material with greater strength is a better construction
material. Such a reasoning may be correct, but not always, and there are cases when
it is downright mistaken.
In case of foundation chocks, epoxy compounds proved to be a much better construc-
tion material than steel or iron, despite their much lower compression strength. Basic
requirements concerning the compounds used for foundation chocks are laid down in the
relevant rules of classification societies [38 — 40].
The compounds should have no air content and good running quality in liquid state,
together with little shrinkage during curing. When cured, they should have low creep and
high static and fatigue strength in compression.
A characteristic feature of chock compounds (very important for practical issues) is
their reactivity [39], influencing the shape of chock curing temperature curve and its
maximum. However, the curve also depends on the temperature of compound when
cast into the mould, ambient temperature, mass and shape of the chock and local heat
dissipation conditions.
High curing temperature yields better cross-linking in compound and the resulting chocks
have better mechanical properties: higher strength, hardness and better resistance to creep.
Compounds with higher reactivity can have lower minimum temperature during casting.
Compounds with low reactivity cannot ensure good cross-linking in chocks, especially in
circumstances of high heat capacity and good thermal conductivity displayed by the machine
and its foundation. On the other hand, too high reactivity may result in appearance of high
casting stresses in the chock and high shrinkage in the process of curing.
Total shrinkage is an effect of volume changes stemming from the chemical curing
reaction, and a heat shrink induced by a drop of the temperature of compound from the
maximum value on the exothermal curve to the ambient temperature.
Knowledge of the exothermal properties of a given compound is thus necessary for
the determination of important parameters of seating technique, such as minimum and
maximum temperatures during casting, desired temperature of compound when cast
into the mould, minimum and maximum thickness of chocks, and the relation between
curing time and ambient temperature.
Foundation chocks stay in constant contact with humid air, greases, fuel and water, so they
must be resistant to ageing in the presence of these media, also at heightened temperature.
How the foundation chock behaves during service is first and foremost dependent on
the operational temperature and the pressure exerted on it.
Temperature of the chocks under ship main engines may in some circumstances reach
80°C, so the chock must have adequate resistance to creeping in this temperature, which
is in turn a limiting factor on maximum admissible pressure.
Contents Previous view Exit
Contents Previous view Exit
2.1. General requirements referring to resin compounds used for foundation chocks 21
The unavoidable process of compound creeping should be limited to a possibly low
drop in chock height, which should almost stop after a relatively short time. These are the
reasons why admissible pressures acting on foundation chocks are set at only 5 MPa, while
their immediate compression strength may be up to 150 MPa.
Use of compounds for ship machinery foundation chocks requires acceptance from the
side of shipowner, machinery manufacturer, and the classification societies supervising
the construction of the ship.
Obtaining the classification societies’ approval certificates is based on the results of
appropriate laboratory and service tests. It is further required due to specific features of such
tests that they are carried out in a recognised laboratory under the supervision of classification
surveyors, or in the own laboratory of a given classification society.
The requirements of various classification societies differ with regard to the types of
tests and the way they should be carried out. Also the criteria for successful completion
of tests are numerous and varied [38 — 40]. For example, Germanischer Lloyd [40]
requires that the following parameters of a compound under investigation must be
determined:
a) longitudinal modulus of elasticity (in compression) according to ASTM D695
and ISO R 604,
b) surface hardness in Barcol degrees (°B) acc.to ASTM 2583 and DIN EN 59,
c) tensile strength acc.to ASTM D638 and ISO R 527,
d) compression strength acc.to ASTM D695 and ISO R 604,
e) shear strength acc.to ASTM D732,
f) bending strength acc.to ASTM D790 (method I, procedure A) and ISO R 178,
g) impact strength (Izod method) acc.to ASTM D256 (method A) and ISO R 180,
h) shrinkage acc.to ASTM D2566,
i) flame propagation velocity acc.to ASTM D635 and ISO R 1210,
j) settling under load acc.to ASTM D521, while accounting for:
— time, h: 24,
— test temperature, °C: –30/+23/+50/+70/+100,
— sample loading, N/mm2: 3,5/7/14/28,
k) the coefficient of thermal expansion [1/K] acc.to ASTM D696 and DIN 52 328, in
temperatures from –50 to +150 °C,
l) friction coefficient against steel for a cast and machined sample, with the use
a release agent and without it,
m) curing time in a range of temperatures,
n) resistance to oils, petrol, and cold cleaning agents,
o) thermal resistance acc. to ASTM D696 and ISO R 75.
Moreover, classification societies often require many additional tests to be carried out,
and such tests are outlined in Chapter 5 below.
Contents Previous view Exit
Contents Previous view Exit
22 2. The resin compounds used for ship machinery foundation chocks
2.2. Development of Polish chocking compounds and the machinery
seating technology
Polish shipbuilding industry, striving for freeing itself from the costly import of compounds
and seating services from Western countries, approached the Technical University of
Szczecin in 1969 with the initiative to commence research on development of own
(domestically made) chemically curing compounds for foundation chocks, and the
technology for installation of ship machinery based on such compounds.
As a result of this, the resin compounds: EP-551, EP-571 oraz EP-578 were developed
and tested by the Technical Mechanics Section of Technical Univeristy of Szczecin. Soon
after that they obtained the approval of the Polish Register of Shipping (PRS), and were
introduced as a practical seating method in Polish shipbuilding industry.
The authors of these developments were: J. Lorkiewicz (DEng), K. Grudziński (DEng), and
W. Jaroszewicz (MScEng). The first shipboard seating operations were carried out by the
Technical University of Szczecin in 1974, and the object was the training/cargo motor ship
“Kapitan Ledóchowski” (Fig. 2.1). The scope of the work comprised mounting an electric
generating set and three pumps in engine room on chocks of EP-551 compound.
The new compound and its seating technology passed the real-life exam with flying
colours, and began to be introduced to installation practice in Polish shipbuilding and
ship repair yards.
The first operation of seating of a main propulsion engine (HCP-Sulzer 6AL25/30) on
foundation chocks made of EP-551 compound took place in Szczecin Shipyard aboard
“Karsibor I” ferry (Fig. 2.2a) in November 1976. The engine was mounted in a common
frame together with the generator powered by it, and the whole assembly was then
installed on its foundation by using cast compound chocks (Fig. 2.2b, c)
More detailed information about carried out research, properties of developed
compounds and the machinery seating technology based on these compounds, as well
as the number and types of machines installed until 1984, can be found in publications
[25 — 26].
Starting from 1978, seating operations have been carried out by specialised teams
authorised by the Technical University of Szczecin, which operated within:
— Morska Stocznia Remontowa (Repair Yard for Seagoing Ships) in Świnoujście (the
director of the yard was Mr P. Soyka (MScEng) and the head of an installation team
was Mr S. Kownacki (MScEng),
— Przedsiębiorstwo Robót Malarskich i Izolacyjnych (Painting and Insulation Works
Company) “Malmor” in Gdańsk (the director of the company was Mr W. Symoni (Eng),
and the head of an installation team was Mr A. Adamkiewicz (MScEng)),
— Przedsiębiorstwo Zagraniczne (Foreign Company) “KITI” in Poland, sited in Warsaw
(the director of the company was Mr A. Łuba (MScEng), and the head of an installation
team was Mr W. Jaroszewicz (DEng).
Contents Previous view Exit
Contents Previous view Exit
2.2. Development of Polish chocking compounds and the machinery seating technology 23
Fig.2.1. Training/cargo motor ship “Kapitan Ledóchowski” — the first auxiliary machinery installation on the resin
compound foundation chocks developed by the Technical University of Szczecin
Research and development projects on the improvement of the properties of compounds
were carried out by the Technical University of Szczecin in parallel with the industrial
implementation work, including also the research on the seating technology as well as the
design, modelling and calculation of holding down bolt joints.
These undertakings were carried out within the framework of the so-called “crucial
problems”, in close co-operation with Szczecin Shipyard, CTO (Centrum Techniki Okrętowej —
Ship Research Centre) and CTW PROMOR (Centrum Techniki Wytwarzania — Manufacturing
Research Centre) in Gdańsk, as well as the Institute of Fundamental Problems of Technology of
Polish Academy of Sciences (Instytut Podstawowych Problemów Techniki Polskiej Akademii
Nauk, IPPT PAN) and the above mentioned companies conducting seating operations.
An especially important role in the initiation and execution of many research projects
was played by a Machinery Installation Service Team (Serwis Posadawiania Maszyn),
operating within PZ KITI. The team was directed by Mr W. Jaroszewicz (DEng), a former
scientific worker of the Technical University of Szczecin (starting from 1972), who was
involved in this field since the beginning of his career in science.
His work was awarded in 1980 with a Doctor in Engineering degree, after a defense
of the thesis titled “Foundation chocks made of chemically curing compounds for the
seating of ship main engines and auxiliary machinery”. The promotor of this work was
Mr K. Grudziński (DEng), and the reviewers were Mr E. Skrzymowski (DEng) (Technical
University of Szczecin) and Prof. T. Gerlach (Gdańsk University of Technology).
Having been in charge of the Machinery Installation Service Team within PZ KITI since
1982, Mr W. Jaroszewicz has not only conducted a broad range of services for the shipbuilding
industry, but also participated actively in the scientific research projects carried out by the
Chair of Mechanics and Machine Elements of the Technical University of Szczecin.
Contents Previous view Exit
Contents Previous view Exit
24 2. The resin compounds used for ship machinery foundation chocks
a)
b)
c)
Fig. 2.2. The first main propulsion engine installed on foundation chocks made of Polish compound aboard
“Karsibór I” ferry: a) picture of the ferry; b) layout of the installed machine; c) picture of cast compound chocks
Contents Previous view Exit
Contents Previous view Exit
2.2. Development of Polish chocking compounds and the technology used for machinery installations 25
The research projects in this area have been carried out by a team including Mr
J. Lorkiewicz (DEng), Mr W. Jaroszewicz (DEng), Mr L. Łabuć (DEng), Mr R. Kawiak (DEng)
and Mr L. Tuczyński (Eng), under the supervision of Mr K. Grudziński (DEng).
The doctorate thesis of Mr R. Kawiak (concerning problems of modelling and calculation
of foundation bolt joints), the patents [42 — 44] and a new, improved type of Polish
chocking compound called EPAX were among the results of these projects.
This new compound and the technology of ship machinery installation based on
its use have again been granted approvals from classification societies and marine
engine manufacturers.
Seating operations by using this compound have been carried out on many ships,
built or repaired in Polish yards for many overseas shipowners under the supervision
of various classification societies, including Polish Register of Shipping (PRS), Lloyd’s
Register (LR), Germanischer Lloyd (GL), Bureau Veritas (BV), Det Norske Veritas (DNV) and
Maritime Register of Shipping (MRS).
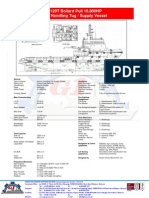
In July 1986 in Gdynia Shipyard four 16ZV40/48 Zgoda-Sulzer engines each rated at
10 000 KM, were installed aboard the motor ferry “Stena Germanica” (Fig. 2.3) by using
foundation chocks of EPAX chocking compound.
As far as Gdańsk Shipyard is concerned, the first main propulsion engine (6L40/48
Zgoda-Sulzer engine of 4500 KM rated power) was installed on EPAX compound chocks
in October 1986 (m/t “Dalmor”). Szczecin Shipyard installed its first large main engine
on EPAX chocks in June 1990 (6L50MCE HCP-MAN/B&W engine of 5181 KM rated power),
aboard m/s “Kopalnia Halemba”.
Fig. 2.3. Passenger/car ferry “Stena Germanica” with main engines installed on EPAX compound chocks
Contents Previous view Exit
Contents Previous view Exit
26 2. The resin compounds used for ship machinery foundation chocks
In 1990 Mr W. Jaroszewicz took over the Machinery Installation Service Team from PZ
KITI and started his own commercial company “Marine Service Jaroszewicz”, rendering
seating services from its site in Szczecin
A new chocking compound version named EPY was then introduced to installation
work. Its chemical content ensures fast and effective curing at a very low shrinkage,
without emission of any byproducts.
The properties of this compound stand equal in any respect to the properties of
other modern resin compounds, offered by the specialised companies from Western
countries. This applies in particular to an American compound Chockfast Orange and
a German compound Epocast 36.
On the basis of contracts entered with H. A. Springer marine + industrie service GmbH
(August 1995), and ITW Philadelphia Resins (July 2001), MSJ company is now an exclusive
distributor of Epocast and Chockfast compounds, and an authorised executor of machinery
seating operations carried out with the use of these chocking compounds in Poland,
Lithuania, Latvia, Estonia, and Russian Baltic yards “Vyborg” and “Jantar”.
Table 2.1 lists some more important properties of the Polish compound EPY against
the comparative values for the above mentioned foreign compounds. The values listed
for EPY compound have been confirmed by testing carried out by the Lloyd’s Register of
Shipping laboratory in London [45].
Contents Previous view Exit
Contents Previous view Exit
2.2. Development of Polish chocking compounds and the technology used for machinery installations 27
Table 2.1. Basic properties of compounds used for machinery foundation chocks
The EPY compound has the same approvals of worldwide ship engine manufacturers
and classification societies as the Chockfast Orange and Epocast 36 compounds offered
by Western companies, which are currently incorporated in Illinois Tools Works (ITW),
an American concern.
It also has the approval certificates of relevant domestic institutions, which allow for its
use in the construction of roads and bridges, as well as for the seating of machinery used
in mining. The list of institutions and engine manufacturers who issued their certificates
for EPY compound is given in table 2.2.
The production of EPY compound and the machinery seating services are compliant
with the procedures of DIN EN ISO 9002 quality management system, which is confirmed
by the certificate no.QS-244 HH issued by Germanischer Lloyd Certification GmbH
(obtained by MSJ in 1994), and the certificate of a Russian Maritime Register of Shipping
No 00.017.258 obtained in 2000.
In order to keep on the cutting edge of state-of-the-art, Marine Service Jaroszewicz
company co-operates closely with the Chair of Mechanics and Machine Elements of the
Technical University of Szczecin over the further improvement of its compound and the
machinery seating technology. This also includes the projects on finding solutions for
numerous problems associated with broadening of the above mentioned technology
scope of application for the seating of various land-based machinery, such as heavy
Contents Previous view Exit
Contents Previous view Exit
28 2. The resin compounds used for ship machinery foundation chocks
Table 2.2. List of institutions and ship engine manufacturers, who issued their approval certificates for EPY
compound
Contents Previous view Exit
Contents Previous view Exit
2.2. Development of Polish chocking compounds and the technology used for machinery installations 29
Contents Previous view Exit
Contents Previous view Exit
30 2. The resin compounds used for ship machinery foundation chocks
Contents Previous view Exit
Contents Previous view Exit
2.2. Development of Polish chocking compounds and the technology used for machinery installations 31
Contents Previous view Exit
Contents Previous view Exit
32 2. The resin compounds used for ship machinery foundation chocks
machine tools, presses, compressors, bridge spans, mining machinery etc., used by other
technology branches and industries.
The following persons are included in the research on new compounds, carried out by
the Technical University of Szczecin: Mr K. Konowalski (DEng), Mr D. Ratajczak (MScEng),
Mr J. Ratajczak (MScEng), Mr P. Grudziński (DEng) and Mr M. Urbaniak (MScEng), and the
following persons participate in the industrial implementation carried out by MSJ company:
Mr Z. Kempkiewicz (MScEng), Mr A. Skierkowski (MScEng) and Mr S. Kłoczko (Eng).
Since the mid 1990s, intensive research projects have been carried out on the following
issues: vibration isolation and damping provided by the compounds used for foundation
chocks [34 - 37], fatigue strength of the compound, and a fully original method of
compound curing based on usage of microwave energy [46 — 48]. The conducted tests
of vibration isolation and damping have showed [49 — 50] that the Polish EPY compound
rates equal to foreign compounds in this field.
Contents Previous view Exit
Contents Previous view Exit
3. DESIGN OF MACHINERY CHOCKING ARRANGEMENTS WITH EPY
COMPOUND CHOCKS
3.1. Documentation of an installation
Seating arrangements of ship machinery on foundations must be approved by the
classification society supervising the construction or repair of the ship. According to
the rules of Germanischer Lloyd [51, 52], the documentation required for an approval of
installation design must contain:
1. General information about the ship, installed machine, classification society
supervising the construction / repair, and the shipyard conducting the work.
2. The drawing of a seating arrangement (Fig. 3.1a), containing the following information:
— arrangement, number and dimensions of all the chocks,
— arrangement, number and dimensions of all the damming (front and side),
— arrangement, number and dimensions of all the holding down bolts (regular and
fitted) and tubes (if present),
— name of the compound used for chocks, and the materials of holding down bolts,
nuts, dams and tubes.
3. Sectional drawings of foundation bolt joints (Fig. 3.1b).
4. Information concerning:
— chock load-bearing surface,
— pressures on the chocks exerted by machine weight and holding down bolts
pre-tension settings, and the total pressure value,
— axial force and stress in the holding down bolts and their elongation during
pre-tensioning,
— nut tightening torque for holding down bolts, or the pressure in a hydraulic
bolt stretcher,
3.2. General guidelines for the design of seating arrangements
1. Foundation chock heights:
— minimum 10 mm,
— recommended 20 — 35 mm,
— maximum 50 mm (in one layer).
In case there is a need to have the chocks cast with height values exceeding the above
stated limits, MSJ company should be contacted in advance.
Contents Previous view Exit
Contents Previous view Exit
34 3. Design of machinery chocking arrangements with EPY compound chocks
a)
b)
Fig. 3.1. EPY compound chocks arrangement plan (a), and the cross-sections of foundation bolt joints in main
shaft bearing, main gear and main engine (b)
2. Casting moulds are made of foamed resins (polypropylene, polyurethane, micro
porous rubber, styrofoam) and steel plate of 1 — 2 mm thickness.
3. The width of a mould pouring space used to cast the foundation chocks should
be 15 — 30 mm, and the height of a frontal dam wall should allow for the overpour
height of 15 — 30 mm.
4. Amount of compound needed to make all the chocks is calculated by using the formula:
mt = α ρ tAeH (3.1)
where:
mt — mass of compound, kg
α — coefficient accounting for pour-in, overpour and wastage volume, equal to
1,05 — 1,20,
ρ t — EPY compound density, equal 1,59 × 10 -6 kg/mm3,
Ae — effective (total) load-bearing surface area of chocks, mm2,
H — nominal height of chocks, mm.
Contents Previous view Exit
Contents Previous view Exit
3.3. Design calculations of seating arrangements with EPY compound chocks 35
3.3. Design calculations of seating arrangements with EPY compound
chocks
The following symbols, units and naming listed in Table 3.1 have been adopted for
installation design calculations (acc. to GL design guidelines [52]):
Table 3.1.
Contents Previous view Exit
Contents Previous view Exit
36 3. Design of machinery chocking arrangements with EPY compound chocks
3.3.1. Calculations of a minimum required load-bearing surface area of chocks
(3.2)
where:
W — machine weight, N,
pw — Pressure exerted on chocks by machine weight, N/mm2.
Constraints:
— pw ≤ 0,7 N/mm2,
— Am ≤ Ae,
where:
Ae — total effective load-bearing surface area of the chocks.
3.3.2. Calculations of an axial force in the tensioned holding down bolt
(3.3)
where:
pt — summary pressure on the chocks, exerted by machine weight and the axial
force in tensioned holding down bolts, N/mm2,
n — number of holding down bolts.
Constraints:
— pt ≤ pa,
— Fp > Fo
where:
Fo — Axial force inside a bolt exerted by external load, N,
pa — Admissible pressure for used compound, N/mm2,
pa = 5 N/mm2 (MPa) at T ≤ 80°C — for the seating of main engines, gears etc. (acc. to
PRS, ABS, GL, LRS, MRS, BV, DNV),
pa = 15 N/mm2 (MPa) — for the seating of machines where axial alignment is not
required (acc. to PRS),
pa = 30 N/mm2 (MPa) — for the seating of anchor windlasses and mooring winches,
accounting for pull forces, pa ≤ 60 N/mm2 at momentary loads (acc. to PRS).
Contents Previous view Exit
Contents Previous view Exit
3.3. Design calculations of seating arrangements with EPY compound chocks 37
3.3.3. Calculations of a tightening torque on nuts of holding down bolts
(3.4)
where:
T — Holding down bolt nut tightening torque, Nm,
Do — External diameter of a holding down bolt thread, mm,
Fp — Axial force in tensioned bolt, N.
Constraint: calculations are valid for steel holding down bolts with a regular thread, when
regular oils are used for lubrication of nut friction surfaces (without special additives
such as MoS2).
3.3.4. Calculations of pressure in the hydraulic bolt stretcher device
(3.5)
where:
Fp — Axial force in tensioned bolt, N,
Ap — Effective surface of hydraulic bolt stretcher piston, mm2,
k — Hydraulic coefficient accounting for settling (in bolt joint).
Constraints:
— k = 0,85,
In case other value of coefficient k is assumed, the classification society (GL) must
be advised about measurement results of an actual axial force in the tensioned holding
down bolt.
3.3.5. Calculations of bolt elongation caused by pre-tension setting
(3.6)
where:
Fp — Axial force in the tensioned bolt, N,
L1 — Li — Lengths of successive holding down bolt shank parts, complying with
diameters Ds1 — Dsi, mm,
Ds1 — Dsi — Successive diameters of a holding down bolt shank, complying with
lengths L1 — Li, mm.
Constraints:
— ∆L ≥ ∆Lm, mm,
— ∆Lm = 0,12 for pt < 3,5 N/mm2.
Contents Previous view Exit
Contents Previous view Exit
38 3. Design of machinery chocking arrangements with EPY compound chocks
3.3.6. Calculations of reduced stress or equivalent tensile stress related to
the minimum cross-section area of holding down bolt, accounting for
pre-tension setting
1. Spanner-tightened bolts:
a) bolts with a shank having a fixed diameter (Dm = Dr)
(3.7)
where:
Fp — Axial force in tensioned bolt, N,
Dm — Minimum diameter of a holding down bolt shank, mm,
Dr — Minor diameter of a holding down bolt thread, mm.
b) bolts with a shank having a variable diameter (0,8 ∆r ≤ Dm < 1,0Dr):
(3.8)
where:
P — Holding down bolt thread pitch, mm.
Constraint: σe ≤ 0,9 ReH (where ReH — Minimum yield point of bolt material, N/mm2).
2. Hydraulically tensioned bolts:
(3.9)
Constraint: σe ≤ 0,8 ReH for k = 0,85.
3.3.7. Calculations of tensile stress related to the holding bolt thread root
cross-section area, accounting for pre-tension
(3.10)
In order to protect the nut against self-loosening, the condition σ t < 150 N/mm2
must be met (where: σt — tensile stress in a holding down bolt). For low-speed engines
σt < 100 N/mm2 applies instead.
3.4. Exemplary design calculations of chocking arrangements
The input data and design calculation results of 6MU453C MaK engine and G1VY Flender
gear can be found below (both were installed on EPY compound chocks). The design
specifications, the results of calculations and the drawings are presented in the same form
as the actual applications submitted for approval to the classification society.
Contents Previous view Exit
Contents Previous view Exit
3.4. Exemplary design calculations of chocking arrangements 39
Table 3.2. An example of a design documentation of a main engine seating arrangement with foundation
chocks made of EPY compound (Fig. 3.2)
MARINE SERVICE JAROSZEWICZ Szczecin, 14.04.2001
ul. Bielańska 23, 70-703 Szczecin
tel. 48 91 4606624, fax 48 91 4313075
Contents Previous view Exit
Contents Previous view Exit
40 3. Design of machinery chocking arrangements with EPY compound chocks
Table 3.2 (cont.)
Contents Previous view Exit
Contents Previous view Exit
3.4. Exemplary design calculations of chocking arrangements 41
a)
b)
Fig. 3.2. EPY compound chocks arrangement plan (a) and the cross-sections of foundation bolt joints in
6MU453 MaK main engine (b)
Contents Previous view Exit
Contents Previous view Exit
42 3. Design of machinery chocking arrangements with EPY compound chocks
Table 3.3. An example of a design documentation of a main gear seating arrangement with foundation chocks
made of EPY compound (Fig. 3.3)
MARINE SERVICE JAROSZEWICZ Szczecin, 14.04.2001
ul. Bielańska 23, 70-703 Szczecin
tel. 48 91 4606624, fax 48 91 4313075
Contents Previous view Exit
Contents Previous view Exit
3.4. Exemplary design calculations of chocking arrangements 43
Table 3.3 (cont.)
Contents Previous view Exit
Contents Previous view Exit
44 3. Design of machinery chocking arrangements with EPY compound chocks
a)
b)
Fig. 3.3. EPY compound chocks arrangement plan (a) and the cross-sections of foundation bolt joints in main
gear Flender type G1VY (b)
Contents Previous view Exit
Contents Previous view Exit
4. THE TECHNOLOGY OF THE MACHINERY SEATING ON EPY
COMPOUND CHOCKS
Machinery seating technology by using cast EPY compound chocks will be outlined for
a case of a main ship propulsion engine. The requirements regarding main engines are
especially strict, and the technology of their seating is laid down in the appropriate detail
procedures used by the yard building the ship (e.g. Szczecin Shipyard S.A. [53]), and also
the procedures of MSJ company, the executor of seating operations [54].
The basis for commencement of seating operations is the documentation of a main
engine seating arrangement, accepted by its manufacturer, ship owner and the shipyard,
and approved by the classification society supervising the construction of the ship. Seating
operations based on the use of of EPY compound may be carried out only by MSJ company
employees, or other workers properly trained and authorised by MSJ company.
The execution of seating process of a main engine starts from positioning it on the
foundation, then obtaining its adequate alignment by means of adjusting screws or
wedges, according to the rules and procedures used by the yard. The engine should be
positioned higher than its normal service position by 0,001 — 0,002 part of the chock’s
height, to compensate for chock shrinkage in curing, and the deformations caused by the
weight of the engine and pre-tensioning of holding down bolts.
After the main engine is positioned on the foundation, holes for holding down
bolts are drilled in the foundation plate; in case fitted bolts are used, the holes have
to be expanded. All these operations are carried out by yard employees following the
adopted procedure.
Load-bearing surfaces of the engine bedplate and foundation need not be specially
machined; it is enough to have them cleaned of dirt and grease. Some classification
societies allow for a thin, good quality paint coat to be present on load-bearing surfaces.
In places where chocks are foreseen, moulds are built by providing dams of polyurethane
or polypropylene foam, whose thickness may range from 20 to 30 mm (Fig. 4.1). Internal
dimensions of the mould (L and B — Fig. 4.1b) are the intended chock dimensions listed
in the documentation of an installation. Frontal dam is made of steel plate 1 — 2 mm
thick (Fig. 4.1a, b), which is fixed to the foundation by spot welding. The gap between the
frontal dam plate and the foundation is sealed with putty.
Casting moulds must reach out some 15 — 30 mm over the actual chock area, in order
to provide a pouring space used for filling them with liquid resin mixture (Fig. 4.1). Pouring
space must be arranged in such a way that the air cannot be trapped inside the mould,
which would prevent filling it full. Moreover, mould dams over the pouring space must
Contents Previous view Exit
Contents Previous view Exit
46 4. The technology of the machinery seating on epy compound chocks
Fig. 4.1. The preparation of the casting mould for the foundation chock: a — b) with holes sealed by tubes of soft
rubber or foam; c) with the pre-inserted holding down bolt ; d) mould filled with compound
be higher by 20 — 30 mm (Fig. 4.1c), in order to ensure some extra volume of compound,
called an overpour. The overpour is necessary due to shrinkage and in order to ensure
proper filling of the mould. In practice the pouring space of 15 — 30 mm width is usually
made over the entire length L of the chock (Fig. 4.1b)
To facilitate dismounting, the surfaces contacting the compound should be covered
with a release agent — silicone oil in spray (e.g. Silikone Spray Lubricant, Release Agent
PR-225 or WD-40), before the mould is closed with a frontal dam.
Soft rubber or foam tubes are pushed into the holes made for holding down bolts
(Fig. 4.1a, b), fitting tightly and extending across the chock. Alternatively holding down
bolts may be inserted (Fig. 4.1c), with lightly tightened nuts. The surfaces on the bolts
which will come into contact with compound should be covered with the release agent
(solid grease). After the moulds for all the chocks are installed and sealed, main engine’s
alignment is checked again (acc. to the installation procedure [53]).
EPY compound has two components. It is supplied in containers (buckets) of varying
sizes, which may contain 1, 3, 6 or 12 kg of resin already pre-mixed with filler. Needed
quantities of hardener are supplied in separate containers.
Everything must be properly prepared in advance before careful mixing of these
two components, because after mixing the composition will take only 10 — 20 minutes
to start gelation.
Mixing takes 4 — 6 minutes and is performed manually (by using a driller fitted with
a special mixing blade supplied by MSJ company), at a speed of 600 — 800 rpm (Fig. 4.2a),
Contents Previous view Exit
Contents Previous view Exit
4. The technology of the machinery seating on epy compound chocks 47
or in a mechanized way (Fig. 4.2b). The temperature of mixed components should be
15 — 25°C, and the minimum ambient temperature in the area of the chocks is 10°C.
During long storage of liquid resin mixture fillers show a tendency for settling, especially
in heightened temperatures, so it is recommended that the liquid containing resin with filler
is pre-mixed before adding the hardener. After the hardener is added and properly mixed
with resin, it is recommended that liquid composition is left undisturbed for 5 — 10 minutes
(depending on the ambient temperature), so that any remaining air may escape from it.
a) b)
Fig. 4.2. Composition mixing: a) manual, by using a driller; b) in a mechanized way
Moulds should be filled slowly, with a continuous flow (Fig. 4.3), avoiding any uncontrolled
flow interruptions, so that any remaining air may be removed from the composition while
preventing introduction of new air. Filling should be carried out in a continuous way until
mould is filled up together with its overpour (to at least 15 mm above the highest point
of the chock — Fig. 4.3a).
a) b)
Fig. 4.3. Mould filling with liquid composition: a) drawing; b) on board
Contents Previous view Exit
Contents Previous view Exit
48 4. The technology of the machinery seating on epy compound chocks
The overpour (15 — 30 mm) creates the necessary pressure and provides a reserve
of compound for a whole chock; it also guarantees good contact between the chock
and the bedplate load-bearing surface. It is assumed that the overpour should have at
least 1% of the volume of a whole casting. In cases where overpour does not stretch
across the whole length of cast chock (e.g. in stern bearings), higher overpours should
be used to ensure that the 1% volume margin is maintained, otherwise casting process
has to be divided into layers.
Figure 4.4 shows various types of foundation chocks cast from EPY compound. Figure
4.4a shows a standard main engine (ME) holding down bolt joint with the EPY compound
foundation chock; its characteristic features are a loosely inserted bolt (no fitting to
bedplate, foundation plate or chock) and the fact that the entire chock with its overpour
is cast in the mould.
Fig. 4.4. Examples of foundation chocks: a) with a regular holding down bolt; b) with a prefabricated EPY
compound insert; c) with a perforated element; d) with a bolt fitted to metal and compound elements;
e) with a bolt fitted to EPY compound; 1 — foundation plate, 2 — machine bedplate, 3 — mould foam dam,
4 — EPY chock, 5 — holding down bolt, 6 — flat bar, 7 — EPY compound tubing, 8 — perforated element,
9 — prefabricated EPY compound element
One of the ways to avoid serious technical difficulties in casting of high chocks (H > 50 mm)
and shortening the time of the onboard casting operation is casting the chocks with
prefabricated elements (part 9 in Fig. 4.4b; Patent description P-274878) [44]. The
prefabricated elements are cast from EPY compound, curing in optimum workshop
conditions and then inserted into the moulds in such a way that they are fully enclosed
in liquid compound after it is poured into the mould. The compound cast on-site should
constitute 30 — 40% of the entire chock.
Contents Previous view Exit
Contents Previous view Exit
4. The technology of the machinery seating on epy compound chocks 49
For many foundation bolt joints (especially for MEs with side stoppers) there is a need
to remove the overpours which only have a subserving role in the casting process and do
not bear any load in service. Remova of overpours is arduous, but it may be simplified a lot
if perforated elements (element no. 8) are inserted into the moulds as shown in Fig. 4.4c
(Patent no. 158551 [55]). The elements can be removed together with their overpours after
the gelation of cast chocks (Fig. 4.5).
Fig. 4.5. Removal of an overpour together with a front plate and a perforated element
Some number of fitted bolts are usually used in ME foundation joints (Fig. 4.4d, e) in
order to fix it in an exact position against the foundation. Fitting the bolts the traditional
way (Fig. 4.4d) which consists in bolt shank grinding and hole expanding, is laborious,
costly and difficult to do onboard.
The same task can be fulfilled by bolts fitted in EPY compound (Fig. 4.4e; Patent description
P-141627 [43]). Fitting of the bolts in compound is achieved by inserting them with some
clearance into the holes in ME bedplate and foundation plate, and filling the mould with
EPY compound up to the level of the bedplate upper surface.
The time of chock curing depends on ambient temperature, equalling:
— 72 hrs at 10°C,
— 48 hrs at 15°C,
— 24 hrs at 20°C.
The rules applying to ME alignment procedure should also be obeyed during chock
curing period: no ballasting operations are allowed, no work in engine room, no heavy
weight handling on the ship etc.
The chemical processes taking place in the composition curing are very complex, and
their course depends on temperature. Cross-linking of the composition requires some
time, and the achieved proportions of links depend on the composition’s temperature
Contents Previous view Exit
Contents Previous view Exit
50 4. The technology of the machinery seating on epy compound chocks
in curing. As the curing reaction is exothermal, the temperature rises until it reaches
a maximum, and then falls. Recording of the composition’s temperature values in time
results in plotting a curve, which is called an exothermal curve (Fig. 4.6).
Fig. 4.6. An example of a temperature — time curve for foundation chock curing
It has been adopted in practice to treat the maximum temperature value recorded in
curing as the exothermal temperature.
With a high amount of compound and high ambient temperatures, the temperature
inside the compound may rise too high causing a destruction of the chock. If, on the other
hand, the temperature of the compound in curing is too low, it only cures partially and
cannot achieve its full required hardness and strength.
It is then required to additionally heat the curing chocks from outside. The process of
casting and curing should be carried out in such a way that the maximum temperature of the
composition falls in the range of 80 — 90°C.
Therefore, it is very important to ensure appropriate curing conditions by taking into
account many factors, especially the height of the chocks and the temperature of the
foundation. Proper dosing of hardener should be adapted for these conditions, as shown
in Fig. 4.7. In case ambient temperature is lower than 10°C, heating the chocks from outside
should be provided by means of hot air blowing or heat radiators.
After the chocks are cured, frontal dams should be removed from the moulds (Fig. 4.1
and 4.5), hardness of the cured compound should be measured, sharp edges on chocks
should be ground smooth, and the alignment of ME should be rechecked. Hardness of the
compound measured by using Barcol hardness tester should be at least 40°B. Fig. 4.8 shows
the comparative hardness curves, drawn by using various scales [56].
Contents Previous view Exit
Contents Previous view Exit
4. The technology of the machinery seating on epy compound chocks 51
Fig. 4.7. Amounts of hardener in relation to foundation temperature and chock height
Fig. 4.8. Hardness graphs in various scales as a function of °B (Barcol) hardness [56]
Then the adjusting screws should be unscrewed (or the alignment wedges should
be removed), the nuts on foundation bolts should be tightened in accordance with the
instruction [53], and after that the alignment of ME should be rechecked. In the end
a designation plate is fitted (Fig. 4.9), and a protocol is written.
Contents Previous view Exit
Contents Previous view Exit
52 4. The technology of the machinery seating on epy compound chocks
Fig. 4.9. Designation plate
Cast and cured chocks, together with correctly tensioned holding down bolts,
ensure a precise and durable alignment of the machine throughout many years of its
service life.
The most important factor influencing the process of machinery seating on cast
compound chocks is temperature, which applies to all stages of this operation. The
following temperature parameters are of special importance: temperature of components
before mixing, temperature of the exothermal curing process, temperature rise rate to the
service conditions, and the temperature of chocks in service.
The range of temperatures from 0 to 80°C may be considered to be the possible
ambient temperature range. In this range, the difference of 10 degrees may amount
to a difference between a success and a failure in the use of chocking compound. For
example, if the temperature of a composition is too high, it may cure so fast that the
mould will not be properly filled. Too low temperatures may lead to uncompleted curing
of compound.
Health and fire safety issues
EPY compound is based on epoxy resins which are aggressive to some extent in liquid
state and may cause rash or eczema in allergic persons. Due to this fact utmost care
should be given to avoidance of any liquid resin getting into skin and eyes contact, and
even more so for the very aggressive hardener. Protective clothing is necessary. Fumes
of liquid compound may cause irritation of respiration tracts and eyes, so ventilation
should be used in closed spaces.
In case of skin contamination it should be wiped clean with a tampon dipped in
acetone, and then washed with mild, soapy water, neutralised with acetic acid, washed
with water again and greased with protective cream.
Smoking and eating are prohibited during work with hardener. Hardeners are
flammable liquids, which may be extinguished using water, fire extinguishing powders
and carbon dioxide. Detailed information on these issues is contained in the relevant
hazardous chemical substance characteristics cards [57 — 58].
Contents Previous view Exit
Contents Previous view Exit
4. The technology of the machinery seating on epy compound chocks 53
The exothermal chemical reaction which constitutes the curing process does not
produce any volatile byproducts. Cured EPY compound is not harmful to health in any way,
which is confirmed by a “Health status attest” (Atest higieniczny) no. 164/PB/251/348/99
issued by the Institute of Maritime and Tropical Medicine in Gdynia.
Contents Previous view Exit
Contents Previous view Exit
Contents Previous view Exit
Contents Previous view Exit
5. APPLICATIONS OF EPY COMPOUND CHOCKS FOR THE SEATING
OF MACHINERY PRACTICAL EXAMPLES
5.1. General remarks
Practical use of foundation chocks made of chemically curing compounds for the seating
of ship machinery dates back to the mid 1960s, when it was initiated in the United States
with a compound named Chockfast Orange and based on epoxy resins which was specially
developed for this purpose. Polish resin compounds for foundation chocks, developed at
the Technical University of Szczecin in the years 1970 — 1973, were first used in 1974 on the
training motor ship “Kapitan Ledóchowski” built by Szczecin Shipyard.
Chemically curing compounds with precisely defined properties (improved as time
progressed) have proved to be an almost ideal material for machinery foundations chocks.
Their industrial success was decided first of all by the following factors:
1. The capability to mix the composition and easily cast the foundation chocks of any
required dimensions and shapes in place of their installation.
2. Good strength properties of curing compound.
3. Relatively low value of elasticity modulus and very good natural fitting over a wide
area of contact together with high friction coefficient; these factors ensure a durable
installation without any fretting and wear of contact surfaces.
4. Significant shortening of the time spent on the operation of machinery seating on
foundations, and lowering of the operation’s cost.
Compound chocks are convenient for use in the seating of new machinery, but also in the repair
operations carried out away from repair workshop. Apart from rough cleaning and degreasing of
foundation surface, no special surface pre-treatment is needed. Any roughness, corrosion pits and
non-parallelism of surfaces, which make use of traditional metal chocks difficult or impossible, are
of no special importance in case cast compound chocks are used instead.
Significant technical and economic benefits and also operational advantages brought by
this modern seating technology and its new materials have proved themselves in practice, and
as a result a new standard for ship machinery seating has been established. The technology is
also used more and more for the installing of various crucial land-based machinery.
5.2. Statistical data on the use of Polish resin compounds in practice
Resin compounds for foundation chocks have been first developed for the needs of
shipbuilding industry, and there they found their first use. They are now widely used
for the seating of main propulsion engines and gears, seating of stern tubes, rudder
Contents Previous view Exit
Contents Previous view Exit
56 5. Applications of EPY compound chocks for the seating of machinery — practical examples
arrangement liners, also various auxiliary engine room machinery, deck machinery, column
crane bearings etc. Due to their numerous advantages, they are also used more and more
for the seating of various heavy land-based machinery.
In the period of 30 years of the practical use of Polish chocking compounds (from
1974 to the end of 2003), the total number of seating operations completed by Technical
University of Szczecin, KITI company and MSJ company reached 7719, which includes
6605 shipboard machines and 1114 land-based machines. Quantitative statistical data for
consecutive years is shown in Fig. 5.1, and the types of machines installed in the period
1974 — 2003 are given in table 5.1 together with their respective numbers.
Fig.5.1. Completed machinery seating operations based on use of Polish resin compounds in years 1974 — 2003
Table 5.1. Types and respective numbers of machines installed on Polish resin compound chocks in years 1974 — 2003
Contents Previous view Exit
Contents Previous view Exit
5.3. Examples of the seating of shipboard machinery 57
5.3. Examples of the seating of shipboard machinery
5.3.1. Main propulsion engines and gears
Compounds for foundation chocks have been developed firstly in order to simplify and
shorten the installation of ship main propulsion engines and gears.
The traditional way of mounting these machines (by using metal chocks) had many
substantial disadvantages, including: the need to mechanically machine the foundation
and metal chocks, the need to fit the chocks manually, and many other, time-consuming
and arduous tasks. The requirements which apply to main engine installation (Fig. 5.2)
are very high, so the work on the chocks usually went on for a long period of time (2 — 3
weeks), were arduous, and the labour costs were high.
Fig. 5.2. 6RTA76 HCP-Sulzer engine used for propulsion of the ship (at test stand)
Use of compound chocks, cast in place under the properly aligned engine, simplified
installation work, shortened installation time and lowered its cost, while giving many
technical and operational benefits at the same time.
Main ship propulsion engines are the largest group of machines already installed on
compound chocks. The numbers of engines which were installed by using this method are
broken down in table. 5.2. into groups by particular engine builders.
Contents Previous view Exit
Contents Previous view Exit
58 5. Applications of EPY compound chocks for the seating of machinery — practical examples
Table 5.2. List of main engines installed on Polish resin compound chocks from 1974 to 2003
a)
b)
Fig. 5.3. 8RTA68T-B Sulzer main propulsion engine installed on EPY compound chocks: a) general view;
b) arrangement of foundation chocks; c) cross-section of a foundation bolt joint
Contents Previous view Exit
Contents Previous view Exit
5.3. Examples of the seating of shipboard machinery 59
An example of the engine installed on EPY compound chocks is shown in Fig. 5.3a. The
engine is mounted on 20 chocks whose arrangement is shown in Fig. 5.3b. Fig. 5.4 shows
the main gear of a ship, also installed on EPY compound chocks.
Holding down bolts securing the main engine or the gear may be inserted with some
clearance (Fig. 5.5a, b) or fitted in their holes (Fig. 5.5c, d, e). Fitting may be to metal (Fig. 5.5c)
or in compound (Fig. 5.5d, e). In case of loosely inserted bolts, elastic tubes made of rubber or
polyurethane foam are pushed into their holes before the chock is cast (Fig. 4.1a).
In case of bolts fitted in metal (Fig. 5.5c), the holes are drilled and expanded, then
the fitted bolts are pushed in, and the mould is filled with compound. Such a procedure
is highly time-consuming and arduous, especially with large bores (40 — 60 mm). Bolts
fitted in compound chocks (Fig. 5.5d, e) are inserted before casting, and the chocks
(including tubes) are cast around them.
Fig. 5.4. Ship propulsion gear ABB–Zamech MAV 100–10
installed on EPY compound chocks
Contents Previous view Exit
Contents Previous view Exit
60 5. Applications of EPY compound chocks for the seating of machinery — practical examples
Fig. 5.5. Exemplary cross-sections of ship machinery foundation bolt joints: a — b) with loosely inserted bolt;
c) with a traditionally fitted bolt (to foundation and bedplate); d — e) with the bolt fitted in cast compound
tubing being a part of a whole chock
Contents Previous view Exit
Contents Previous view Exit
5.3. Examples of the seating of shipboard machinery 61
Fitting of holding down bolts in compound is a original solution protected by Polish
patent no. 141 627 [43]. Compound tubing, with wall thickness in the range of 2 — 10 mm,
is cast together with a foundation chock, which eliminates the need to fit the bolts in
bedplate and foundation plate holes whose diameters are 20 — 60 mm. Time of the
operation is significantly shortened as a result, and the cost of the installation is reduced
as well. Bolts fitted in compound may safely transfer very high static and dynamic loads in
directions tangential to the supporting surface.
As EPY compound contains ceramic components, any mechanical machining (drilling
and expanding) of the holes should be avoided after the chocks are cast and cured.
5.3.2. Stern tubes, liners of shaft line bearings and rudder arrangement liners
EPY compound may be used not only for casting of foundation chocks for main engines,
main gears, diesel — electric generating sets, pumps and other auxiliary equipment,
but also for the seating of propeller shaft liners, liners of radial bearings being a part of
the shaft line, rudder arrangement liners, fixed and dismountable journals, which are all
loaded with high tangential and axial forces. The examples of such machinery installed by
using chocking compounds are shown in Fig. 5.6 — 5.8.
Fig. 5.6. Stern tube installed in liners cast from EPY compound
Contents Previous view Exit
Contents Previous view Exit
62 5. Applications of EPY compound chocks for the seating of machinery — practical examples
Fig. 5.7. Various types of packing used in stern tube installation: a) welded packing ring; b) and c) packing rings
of elastic epoxy resin; d) screwed-on flange with O-ring; 1 — stern frame, 2 — EPY compound, 3 — stern tube,
4 — welded packing ring, 5, 6 — packing rings of elastic epoxy resin, 7 — welded flange, 8 — screwed-on
flange, 9 — O-ring.
Fig. 5.8. The example of EPY compound use for the seating of shaft line elements in the main propulsion
system of a twin-propeller vessel
The assembly of a stern tube (Fig. 5.6) includes aligning it and casting the compound, and is
very accurate and fast. This technique eliminates the need for precise centring and expanding
of a high-bore hole (up to 1 m in diameter) in the stern frame, precise turning of propeller shaft
tube, and pushing it in with huge force (up to 1000 kN), which are all necessary operations in
case of traditional assembly technique (based on force fit). The holes where tubes are installed
need not be precisely machined in case cast compound technology is used.
In spite of the fact that cast compound tubes fit very well to metal surfaces in the stern
frame hole and the installed stern tube, due to differences in thermal expansion coefficients
Contents Previous view Exit
Contents Previous view Exit
5.3. Examples of the seating of shipboard machinery 63
they may not always guarantee an excellent tightness of a joint. Because of that a special
system of packing must be foreseen in the design of shaft tube installation. Fig. 5.7 shows
various types of packing used in the installation of stern tubes in seagoing ships.
Fig. 5.8 shows the example of EPY compound use for the seating of shaft line elements
in the main propulsion system of a twin propeller vessel.
Fig. 5.9 shows the elements of rudder arrangement and shaft line installed in cast
compound. Same as with the example of stern tube installation, there is no need here for
any accurate machining of surfaces and large size holes.
Fig. 5.9. The elements of rudder arrangement and shaft line installed in EPY compound: 1 — EPY compound,
2 — sealing foam, 3 — fill-in holes, 4 — overflow holes
Contents Previous view Exit
Contents Previous view Exit
64 5. Applications of EPY compound chocks for the seating of machinery — practical examples
5.3.3. Deck machinery
Foundation chocks cast from chocking compound are used not only for the seating
of machinery in closed spaces under the deck, but also for seating of various equipment
installed on the deck. EPY compound is fully long-term weather resistant, and is used
especially for mounting of various winches: anchoring, towing, mooring, and trawl
winches. Fig. 5.10 shows the excursion ship “Fantasy”, which has its 10M4725FW Pusnes
mooring winch installed on Polish EPAX compound chocks.
An example of a trawl winch installation is shown in Fig. 5.11. Numbers of chocks used
for the installing of winches may vary. They depend on the type of winch and its size, and
may range from a few chocks to a few dozens.
Fig. 5.10. Excursion ship “Fantasy” with the 10M4725FW Pusnes mooring winch installed on Polish EPAX
compound chocks in 1988
Fig. 5.12a shows a seagoing vessel with rotating cranes mounted on columns, while
Fig. 5.12b presents a simplified sketch of such a crane. The crane has been mounted on
a large-size ball bearing (D = 2500 mm).
Fig. 5.12c shows a traditional seating method for the bearings, which is by an accurate
fit of joined surfaces (ink-checked), and Fig. 5.12d — the seating of the same bearing
on a thin layer of EPY compound (1 — 3 mm thick). The method used for mounting of
the bearing is shown in Fig. 5.13.
Due to use of liquid compound for the seating (excess liquid is pressed out to the
sides), a very good fit of joined surfaces is obtained after curing, without any need for
an arduous, costly and time-consuming machining operations on the crane and column
contact surfaces. This way the installation takes less time and is cheaper, while the bearing
fitted in this fashion operates very well and is fully reliable.
Contents Previous view Exit
Contents Previous view Exit
5.4. Examples of the seating of land-based machinery 65
Fig. 5.11. An example of a trawl winch seated on EPY compound chocks: a) drawing of a winch installed on its
foundation, b) arrangement of foundation chocks
Fig. 5.14 shows the “Odyssey”, the world-first floating launch platform “Sea Launch”
designed for rocket launching of communication satellites to orbit. It was built within
a framework of an international program whose participants were: USA (Boeing), Russia
(Energya), Ukraine (Yuzhnoye) and Norway (Kvaerner). The platform, built in Vyborg yard
in Russia in 1998, has two cylindrical rocket fuel tanks of 40 m length and 80 t weight. The
tanks were installed on chocks made of cast EPY compound.
Contents Previous view Exit
Contents Previous view Exit
66 5. Applications of EPY compound chocks for the seating of machinery — practical examples
a)
b)
c) d)
Fig. 5.12. Use of EPY compound for the installation of rotating cranes on deck-mounted columns: a) B567 series
ship built by Szczecin Shipyard S.A.; b) sketch of the crane; c) the traditional way of mounting the slew bearing
(D = 2500 mm); d) installation of the bearing with the use of a thin layer of EPY compound
Contents Previous view Exit
Contents Previous view Exit
5.4. Examples of the seating of land-based machinery 67
a) b)
Fig. 5.13. A large-size rolling bearing seated with the use of EPY compound: a) cross-section showing how
a leak of compound is prevented; b) cross-section showing bearing position adjustment screws; 1 — EPY
compound layer, 2 — bearing contact surface, 3 — adjustment screw, 4 — sealing of the edge, 5 — foamed
compound plugs
Fig. 5.14. Floating rocket launch platform “Sea Launch” with rocket fuel tanks installed on EPY compound chocks
Contents Previous view Exit
Contents Previous view Exit
68 5. Applications of EPY compound chocks for the seating of machinery — practical examples
5.4. Examples of the seating of land-based machinery
Numerous advantages shown by the new machinery seating technology based on use
of chocks cast from chocking compounds made it more and more popular also for the
seating of various, heavy land-based machinery.
This applies in particular to such machines as: turbines, fans, ball mills, heavy machine
tools, engine-powered compressors, mining machinery, bridge span bearings, rails of
port cranes and rail vehicles, etc.
The quality certificate of ISO 9002 standard obtained by MSJ company for the production
of its EPY compound and the execution of installation operations is valid not only for ship
machinery, but land machinery as well.
EPY compound has also been granted the technical approvals or certificates of the following
Polish institutions: the approval of Road and Bridge Research Institute for the installing of
bridge bearings, the certificate of State Mining Authority referring to the seating of mining
machinery, and the certificate of Building Research Institute for the seating of machinery and
anchoring of foundation bolts in buildings.
The types of installed land machinery are listed in table 5.1 together with their respective
numbers. A few examples of EPY compound use for foundation repairs and the seating of
various land-based machinery are outlined below.
5.4.1. Application of EPY chocking compound for the seating of GMVH-12
engine-powered compressors and the repair of their foundations
GMVH-12 engine-powered compressors made by Creusot-Loire (France) are aggregated
units including a gas engine of 2026 kW power and a piston compressor (Fig. 5.15). Weight
of the whole unit is abt. 85 000 kg. Five such units have been installed on monolithic
reinforced concrete foundation blocks according to the design and guidelines of their
manufacturer.
The following problems have been identified (and have worsened in time) with these
machines during many years of service in KRIO Gas Denitrification Plant in Odolanów,
Poland:
— cracking of the reinforced concrete foundation block in its upper part,
— ruptures of holding down bolts anchored in the reinforced concrete block,
— rise of mechanical vibration amplitude and noise level,
— difficulties in maintaining specified clearances in the crankshaft/pistons system,
— cracks in engine blocks and heads as well as anti-vibration cylinders,
— high failure rate of the machines.
It was then established beyond doubt that the main reason for these problems were
some deficiencies in the installation of these compressor units on metal chocks. The repair
and modernisation of their foundations included:
Contents Previous view Exit
Contents Previous view Exit
5.4. Examples of the seating of land-based machinery 69
Contents Previous view Exit
Contents Previous view Exit
70 5. Applications of EPY compound chocks for the seating of machinery — practical examples
a) b)
c)
Fig. 5.15. GMVH-12 compressor unit installed on a reinforced concrete foundation: a) before modernisation
(steel chocks); b) after modernisation based on EPY compound use; c) general view of the compressor unit
after its foundation was modernised
— removing the cracked, upper layer of reinforced concrete block (some 440 mm in height)
— making of a special steel foundation frame,
— drilling 62 holes of φ62 diameter to the depth of 600 mm for M40 bolts used to
secure the metal frame to foundation,
— pouring the compound over the holding down bolts,
Contents Previous view Exit
Contents Previous view Exit
5.4. Examples of the seating of land-based machinery 71
— installing the steel frame on top of foundation block by using cast compound
chocks (Fig. 5.15b),
— tightening the nuts on the bolts securing the frame to foundation after the compound
had cured,
— positioning the compressor unit by using adjustment screws on the metal frame
in its service position,
— casting EPY compound chocks between the compressor unit bedplate and the
metal foundation frame,
— tightening the nuts on the bolts securing the compressor unit to metal frame after
the compound had cured,
All five GMVH-12 compressor units at KRIO plant have been successively reinstalled
with repairs of their foundations as described above, and the details concerning the repairs
and their executors are given in publication [29].
No signs of any compressor units foundation degradation have been found after eight
years of service. Similar repairs of foundations and modernisations of installations have
been carried out in a few other gas plants in Poland. Measurements of vibration and noise
level (carried out after the repair of foundations and the reinstallation of compressors) have
indicated a significant decline in both of these phenomena [59 — 60].
5.4.2. Applications of EPY compound for the seating of mining machinery
Chocks of EPY chocking compound were first used in this field in the installation of a
main air exchange fan in “Wieczorek” hard coal mine in 1995. The layout drawing of this fan’s
installation is shown in Fig. 5.16a, and the arrangement of foundation chocks in Fig. 5.16b.
Weight of this machine was 40 000 kg. Five other fans have been so installed in various
mines in the following years.
In 1996 EPY compound was first used for the seating of a mining hoisting machine
(Fig. 5.17a), which was a K-6000 type machine serving the “Pułaski” pit shaft (shaft way)
of “Wieczorek” hard coal mine in Katowice. During the long service life of this machine
some large shifts of its foundations occurred as a result of mining damages, with resulting
misalignment of main shaft bearings and the stators of machine motors (Fig. 5.17b).
The repair had to include a restoration of correct alignment between main shaft of the
hoisting machine and the stators of its driving motors. EPY compound foundation chocks
have been used for this purpose. The values of corrections in vertical alignment ranged
from 0 to 35 mm for particular machine elements.
The seating operation of the machine was carried out in April 1996, and it has been in
intensive service since that time. The technology of repair with the use of EPY compound
for foundation chocks has again proved to be fully practicable and advantageous. Repair
time was greatly shortened, accurate alignment of main shaft bearings and driving motor
Contents Previous view Exit
Contents Previous view Exit
72 5. Applications of EPY compound chocks for the seating of machinery — practical examples
a)
b)
Fig. 5.16. EPY compound use for the installation of a main air exchange fan in “Wieczorek” hard coal mine: a) fan
installation layout drawing; b) foundation chocks arrangement plan
stators was obtained. The machine has been running stably since the time of repair and
no objections have been raised.
Similar effects have been obtained in the seating of a 4L-4000/2400 hoisting machine
in “Zabrze-Bielszowice” hard coal mine, carried out in October 1996. In February 2001
another hoisting machine was installed on EPY compound chocks in “Rudna” copper
mine near Polkowice.
Fig. 5.18 shows an example of EPY compound use for the seating of rope pulley bearings
(φ6000) in the structure of a hoist tower (Fig. 5.18a). The work have been carried out in
“Wieczorek” hard coal mine in 1999.
The seating of mining machinery on EPY compound chocks have proved the significant
technical and economic benefits which may be achieved by introduction of this new
method into mining industry. It makes the seating operations more efficient and brings in
an improvement of final quality achieved - both in the new machinery installation and the
repairs of existing machinery, also raising the safety of its operation.
Contents Previous view Exit
Contents Previous view Exit
5.4. Examples of the seating of land-based machinery 73
a) b)
Fig. 5.17.Use of EPY compound for the seating of a K-6000 hoisting machine in “Wieczorek” hard coal mine: a) the
tower and the hoisting machine; b) hoisting machine installation drawing; c) arrangement of foundation chocks
a) b)
Fig. 5.18. Use of EPY compound for the seating of a f 6000 rope pulley in the structure of a hoist tower of
a “Roździeński” shaft in “Wieczorek” hard coal mine: a) view of a rope pulley on the hoist tower; b) layout drawing
of rope pulley bearing installation
Contents Previous view Exit
Contents Previous view Exit
74 5. Applications of EPY compound chocks for the seating of machinery — practical examples
5.4.3. Applications of EPY compound for the seating of large-size roller bearings
in excavators and dumping conveyors
One of the basic prerequisites for correct running of large-size rolling bearings is an
exact fit of their lower and upper rings (constituting the bearing race) to the load-bearing
surfaces over the entire circumference of the supporting structure and the structure
rotated on top of the bearing.
The traditional method used for mounting of these bearings requires very precise
machining (also manual) of contact surfaces on elements belonging to the supporting
structure and the rotating structure. Introduction of a thin layer of EPY compound eliminates
a costly procedure of surface machining, ensures a durable and stable installation of the
bearing, and an exact fit of its load-bearing surfaces to the elements of the supporting
structure and the rotating structure.
This way the time taken by the installation of large-size bearings is significantly shortened
and the cost of the installation is reduced. Such solutions are used not only in cranes installed
on ship columns (Fig. 5.11 — 5.12), but also in excavators, dredgers, radar antennas etc.
Fig. 5.19 shows a SRs-1200 brown coal excavator in “Konin” mine, whose bearing has been
installed by using EPY compound. During the overhaul of the excavator a thin layer of EPY
compound has been used to install the segmented ball bearing of its turn-table (diameter
8500 mm, Fig. 5.19b). The width of this layer was 200 mm, the thickness 5 — 20 mm, and
a static loading of the bearing was 12000 kN.
Due to use of the compound a very laborious and costly procedure of machining
the excavator structure elements adjacent to the bearing was avoided, and the need to
disassemble the excavator was avoided as well. The compound ensured a highly precise
installation of the bearing, and a uniform loading on its balls of 110 mm diameter. The
overhaul was shortened and its cost was reduced. Many years of subsequent service have
proven that the quality of the completed installation is good.
Another big machine whose large-size bearing will be installed by using EPY compound
is ZGOT-15400.120 dumping conveyor shown in Fig. 5.20. The dumping conveyor, designed
by Technical Design Office SKW S.C. in Zgorzelec, is currently manufactured by FAMAK S.A.
in Kluczbork. It will be assembled and used by brown coal mines in Bełchatów. The weight
of rotating parts supported by the rolling bearing is 3400 tons, the diameter of the bearing
is 12500 mm, and the diameter of a single ball is 200 mm.
5.4.4. Application of EPY compound for the seating of power industry machinery,
rails and bridge span bearings
EPY compound is also used more and more for the seating of various machinery
used by power industry, such as turbines, ball mills, fans etc. It finds its use for the
machinery installed on top of both concrete and steel foundations. Use of the compound
Contents Previous view Exit
Contents Previous view Exit
5.4. Examples of the seating of land-based machinery 75
a)
b)
Fig. 5.19. Use of EPY compound for the seating of a turn-table bearing (φ 8,5 m) of a SRs-1200 excavator in the
brown coal mine “Konin”: a) view of the excavator; b) layout drawing of the excavator with the cross-section
of the turn-table bearing.
Contents Previous view Exit
Contents Previous view Exit
76 5. Applications of EPY compound chocks for the seating of machinery — practical examples
Fig. 5.20. ZGOT-15400.120 dumping conveyor with a ball bearing of φ12,5 m diameter installed by using
EPY compound
for foundation chocks, cast in place under pre-aligned machines, simplifies the installation
work also this case, shortens the time taken by the installation and reduces its cost. On the
other hand, better final installation quality can be guaranteed than for the case of metal
chocks. Fig. 5.21 shows an exemplary installation of a ball mill gear, executed with the use
of EPY compound chocks in the power station “Siekierki”.
Fig. 5.22. shows how the compound can be used for positioning of heavy machinery
installed on sliding plates.
EPY compound is also used more and more for the installing of straight and circular
rails mounted on top of steel constructions, or concrete foundations / cross-ties. The
examples of such applications are shown in Fig. 5.23 — 5.25.
Fig.5.26 includes the sketches of various practical methods which may be used for the
applications of EPY compound for the seating of bridge span bearings. EPY compound
has the technical approval of Road and Bridge Research Institute (no. AT/2001-04-0018).
Figs. 5.27 and 5.28 show the examples of existing bridges where EPY compound was
used for installation work.
Contents Previous view Exit
Contents Previous view Exit
5.4. Examples of the seating of land-based machinery 77
Fig. 5.21. KAU ball mill gear installation (based on EPY compound chocks) - layout drawing
Fig. 5.22. Use of EPY compound for the seating of a turbine on sliding plates: 1 — machine foundation (steel or
concrete), 2 — lower sliding plate, 3 — EPY compound, 4 — upper sliding plate, 5, 6 — elements blocking the
slide of an upper sliding plate, 7 — packing, 8 — machine bedplate
Contents Previous view Exit
Contents Previous view Exit
78 5. Applications of EPY compound chocks for the seating of machinery — practical examples
Fig. 5.23. Use of EPY compound for the seating of a track rail and a rotation rail of a port crane in Szczecin
Fig. 5.24. The method used for the seating of a rail on top of a concrete foundation by using the EPY compound
Contents Previous view Exit
Contents Previous view Exit
5.4. Examples of the seating of land-based machinery 79
a)
b)
c)
Fig. 5.25. Slewing rail of a KWK-1500s excavator (weight 1200 t) installed on EPY compound in the brown coal
mine “Konin”: a) excavator layout drawing, b) slewing rail installation drawing, c) the method used for pressing
the compound into the space below the under-rail overlay
Contents Previous view Exit
Contents Previous view Exit
80 5. Applications of EPY compound chocks for the seating of machinery — practical examples
a)
b) c)
d) e)
Fig. 5.26. Drawings of the seating of bridge span bearing with the use of EPY compound: 1 — span, 2 — pier,
3 — compound, 4 — bearing, 5 — casting mould
Fig. 5.27. Railway bridge in Wolin, Poland with bearings installed on EPY compound chocks in 1994, acc. to
drawings shown in Fig. 5.26b
Contents Previous view Exit
Contents Previous view Exit
5.4. Examples of the seating of land-based machinery 81
a) b)
c)
Fig. 5.28. “Siekierkowski” bridge in Warsaw during construction: a) view of a span, b) view of the bearing installed
by using EPY compound in 2001, acc. to the drawing shown in Fig. 5.26e, c) general view
Contents Previous view Exit
Contents Previous view Exit
Contents Previous view Exit
Contents Previous view Exit
6. RESEARCH ON RESIN COMPOUNDS USED FOR FOUNDATION
CHOCKS
6.1. General requirements regarding resin compounds used for machinery
foundation chocks
There are many resin compounds whose compression strength is higher than the surface
pressure exerted on foundation chocks used for the seating of shipboard machinery.
Such conclusion, though very important, is insufficient for selection and application of
a resin compound for this purpose. Apart from sufficient compression strength, it must
meet many other general requirements concerning resin compounds used on ships
[39 — 40] and additional requirements concerning resin compounds used for machinery
foundation chocks [38].
According to the general requirements of Polish Register of Shipping [61], resin
compounds used on ships should:
— undergo a flammability test according to subsection 2.4 of the regulations [38],
— emit no explosive gases (even in temperatures higher than usual) and no toxic or
suffocating gases when burning,
— should provide failure free operation of machinery in the following temperature
ranges: from –40°C to 70°C on open deck, and from –10°C to 70°C below deck, unless
operating conditions require otherwise,
— not become brittle and their mechanical properties should not deteriorate by more
than 30% from their initial values during their service life,
— be decay and mildew resistant and should not negatively interact with other
adhering materials.
Apart from the general requirements listed above, resin compounds used for chocks
must meet many additional requirements connected with the design and technology of
mounting, as well as the reliability of mounted machinery during its long-term operation.
The following factors must be taken into account when using chemically cured compounds
directly under the machinery mounted on the ship:
— the method of preparing and using the compound,
— its casting properties,
— curing conditions,
— casting shrinkage and settlement of chocks during assembly and in service,
— work safety.
Contents Previous view Exit
Contents Previous view Exit
84 6. Research on resin compounds used for foundation chocks
Chocking compounds cast directly under properly aligned machinery completely
eliminated the operation of fitting the chocks, which was time and labour consuming.
Resin compound, thanks to its casting properties, should fill the chock mould completely
and in particular adhere well to the load-bearing surfaces of foundations and base plates.
Casting shrinkage of the resin compound and the settlement of chocks during installation
should be as low as possible. The process of mixing, pouring and curing must be possible
in the conditions existing in the shipyard, or obtainable there (for instance the temperature
of curing phase).
The above enumerated general and additional requirements were used as a basis for the
development of the chocking compound and the technology used for chock casting and
mounting shipboard machinery on the chocks.
6.2. General remarks about research on chocking compounds
The requirements regarding chocking compounds used for the seating of shipboard
machinery (and so the research on them) may be divided into two categories: standard
and special.
Standard research is usually conducted on small specimens of resin compounds. The
shape and dimensions of specimens as well as the research method are precisely determined
by the standards applying to resin compounds. Results of such tests serve to control the
quality of resin compounds and to compare them with other similar or different resin
compounds tested in the same way.
Real physical characteristics of resin compounds, though crucial to cast foundation chocks,
are not evident in standard tests. The elasticity and viscosity properties of resin compounds
cause that small specimens behave differently during simple test loads than full-sized structural
elements (i.e. chocks) made from resin compounds. They show especially high strength and
dilatational strain resistance during three-axial compression. The basic advantages of cast resin
chocks which are most important for machinery seating, are an excellent fit to the load-bearing
surfaces of machine bedplate and its foundation, close to perfect value of modulus of elasticity,
and high effective friction coefficient in contact with steel. These factors ensure a uniform
distribution and transmission of loads in normal and tangential directions to the foundation
surface. Resin compounds have of course other important technological and service-related
advantages, for instance: they can be easily poured in place, can form chocks of various
dimensions and shapes, and they damp vibration very well. Various advantages of chemically
cured compounds contributed to their wider and wider applications, first in shipbuilding and
ship repair and then also for the seating of land machinery.
Standard research is conducted in conformity with applicable standards concerning
resin compounds. Some more important results of such research conducted on chocking
compounds are presented in table 2.1.
Contents Previous view Exit
Contents Previous view Exit
6.2. General remarks about research on chocking compounds 85
Striving for a wide application of resin compounds for the machinery seating required,
apart from standard research, also various special research which would take into the
consideration the real conditions occurring at machinery installation sites and connected
with its construction, method of mounting and operation. Further subsections contain the
descriptions and results of some more important special research testing carried out on the
properties of EPY compound at the Technical University of Szczecin.
6.3. Research on influence of various substances and temperature on EPY
compound compression strength
During their service life, foundation chocks of main and auxiliary shipboard machinery
often come into contact with water and oils. Therefore, they must be resistant to long-term
influence of these media. The compound EPY meets this requirement, which was confirmed
by appropriate tests.
Cylindrical specimens used for research had the dimensions φ 20 × 25 mm, were cast in
a steel mould and cured for 3 days at temperature of 20°C. Next, they were held for 2 hours
at 80°C. All specimens were divided into four groups. The first one underwent compression
test directly after the specimens were heated and cooled down to 20°C. The remaining
three groups of specimens underwent compression tests after 31 days. During this time the
specimens from groups two, three and four were kept respectively in the air, machine oil and
tap water. The results of compression tests are presented in table 6.1.
Obtained test results did not show any negative influence of air, machine oil and
tap water on the chocking compound. Little increase of compression strength after 31
days of specimen storage may be explained by the influence of additional time on the
curing process.
Tests on the influence of temperature on EPY compound compression strength Rc,
were conducted on specimens prepared and cured identically as the ones used for the
tests regarding the influence of oil and water. Specimens were cooled in methyl alcohol
for 24 hours at minus 20°C. All the instruments contacting the specimens during the
compression tests were also cooled to the same temperature. Tests in positive temperatures
were conducted in a heating chamber. Before the compression tests, specimens were held
for 2 hours at a given temperature. Test results are presented in table 6.2.
The tests (table 6.2) showed a considerable influence of temperature on the compression
strength of EPY compound. The lower the temperature the higher the strength, and the
higher the temperature the lower the strength, which is typical for all chocking compounds
based on epoxy resins.
Apart from the above mentioned short-term tests of air, oil and water influence on
compression strength of EPY compound (table 6.1), the Technical University of Szczecin
has also carried out the tests on the long-term influence of various media on the strength
Contents Previous view Exit
Contents Previous view Exit
86 6. Research on resin compounds used for foundation chocks
of epoxy compound, which took many years to complete. The tests started in 1975. Since
that time, cylindrical specimens of epoxy compound EP-571 of diameter d = 20 mm, height
h = 20 mm and composition close to that of EPY have been kept in glass jars with different
substances. After some time, a few specimens were taken out of the jars for compression
tests. Test results are presented in table 6.3.
According to the results of the tests, only water (especially tap and distilled water)
considerably decreased the compression strength of the compound. In case of tap water, the
decrease of strength after 27 years equalled 40%. In the same period of time, sea water from
Table 6.1. Results of compression tests on specimens kept in air, oil and water
Table 6.2. Results of specimen compression tests conducted at different temperatures
Contents Previous view Exit
Contents Previous view Exit
6.3. Research on influence of various substances and temperature on EPY compound compression strength 87
Table 6.3. Compression strength of EP-571 compound specimens subjected to long-term influence of various
substances
Contents Previous view Exit
Contents Previous view Exit
88 6. Research on resin compounds used for foundation chocks
the Atlantic Ocean caused a considerably smaller decrease (by about 25%) of the compound
strength. On the other hand, the resistance of the compound to long-term contact with
water, petrol, paraffin and oil (Hipol 10) is very high. No significant quantitative or qualitative
changes were noticed during the compression tests.
It must be stressed that the conditions of the laboratory tests were much worse than
threats posed to the real foundation chocks, which results from the relatively high ratio of the
specimens’ surface to their volume. In real foundation chocks only the free end surfaces run
a risk of contact with any gas or liquid. Conclusions drawn from the above laboratory tests
entirely confirm the experience gathered in the service life of the chocks.
6.4. Research on EPY compound fatigue strength under compression loads
Apart from constant loads affecting foundation chocks of main and auxiliary shipboard
machinery, which are caused by the weight of machinery and tensioning of holding down
bolts, there are also time variable loads appearing in service. Due to that, it was decided
to conduct fatigue strength tests of the compound under compression. The tests were
carried out in accordance with instructions contained in DIN 50 100 standard. Cubicoidal EPY
compound specimens of dimensions 12,5 mm × 12,5 mm × 25,4 mm were cured for 24 hours
at a temperature of 23°C and additionally for 2 hours at 80°C.
The tests were conducted in servo-hydraulic strength-testing machine made by INSTRON
company (model 8501 Plus). The adopted upper value of compressive stress was fixed at σg
= –5 N/mm2 while the lower value of compressive stresses was changed within the range
from –92 N/mm2 to –60 N/mm2. The specimens of the compound were loaded as shown in
diagram 6.1 and the results are in table 6.4.
Fig. 6.1. Scheme of loads exerted on specimens during fatigue tests
Contents Previous view Exit
Contents Previous view Exit
6.4. Research on EPY compound fatigue strength under compression loads 89
Table 6.4. Results of tests on EPY compound fatigue strength under compression loads (upper compressive
stress σg = –5 N/mm2 = const.)
The tests showed that EPY compound has a very high fatigue strength under compression
loads. The specimens of a very unfavourable shape in comparison with foundation chocks
(very slender) endured safely 100 × 103 and 350 × 103 load cycles under variable compressive
stress with a lower value σd = –65 N/mm2, and 107 load cycles with the lower value stress σd
= –60 N/mm2 without being. Next, the specimens were subjected to a static compression
test. The results of compression test and its results differed neither quantitatively nor
qualitatively between two groups of the same specimens, one of which was earlier subjected
to fatigue loads.
Taking into account the fact that the allowable compression stress for chocking
compounds is 5 N/mm2, the fatigue strength of EPY compound meets the safety condition
with a very high margin. The results of the tests conducted on small specimens with
unfavourable shapes can be projected onto machinery foundation chocks only with a further
increase of the margin of safety both for static and fatigue strength.
6.5. Research on creep process and heat deflection temperature of EPY
compound
The compound EPY has not only good static and fatigue strength properties but also high
creep resistance in elevated temperatures.
Creep resistance of any compound is a fundamental factor limiting the admissible
pressures and the operational temperatures of foundation chocks. The limits for pressure
and temperature were determined during long-term creep tests carried out at varying
values of pressure and temperature.
Creep tests were conducted in accordance with ASTM-D621 standard in creep testing
machines designed and made specially for this purpose at the Technical University of
Szczecin (Fig. 6.2).
Contents Previous view Exit
Contents Previous view Exit
90 6. Research on resin compounds used for foundation chocks
a) b)
Fig. 6.2. Creep testing machine for chocking compounds: a) general view; b) simplified diagram: 1 — mount,
2 — specimen counterweight, 3 — dial indicator (0,001 mm) measuring specimen distortions (changes in height ∆H),
4 — heating chamber, 5 — tested specimen
The dimensions of tested specimens were 12,7 mm × 12,7 mm × 12,7 mm. The specimens
were cast in special moulds and cured in various ways: at a room temperature (23°C)
for 24 hours without any additional heating, or with 4 hours of additional heating at
temperatures ranging from 50 to 90°C. Additional creep tests were carried out on specimens
of the same dimensions, cut out from a foundation chock of 300 mm × 300 mm × 40 mm
cast between two steel plates 14 mm thick.
All creep tests conducted at temperatures from 50°C to 90°C were done under compres-
sive stress of 5 MPa. Specimens were put into the chamber of a creep testing machine at
ambient temperature (about 23°C) and loaded to a compressive stress equalling 5 MPa.
Indicators were set to zero and the temperature was increased at a rate of about 8°C/h until
the foreseen test temperature was reached. Indication readings were recorded during the
heating and when the test temperature stayed at the foreseen level. Creep charts were
drawn for the averages of values obtained from three test specimens. The tests took 500
hours to complete. The example creep charts are presented in Fig. 6.3, 6.4 and 6.5. The detail
results of all tests are comprised in the creep testing report [62].
As it can be seen in the charts (Fig. 6.3 — 6.5), at the beginning the height of the
specimens rises when they are heated in the creep-testing machine. This is caused by the
thermal expansion of the compound. The rise is higher than the concurrent creep. Creep
process is characteristic for all resin compounds and is evidently present during the first
period of load test (a few dozens of hours). The process slows down considerably after
200 hours and almost stops after 500 hours, for the case of tested compound. The rate of
creep for EPY compound depends mainly on the temperature at which specimens are cured,
Contents Previous view Exit
Contents Previous view Exit
6.5. Research on creep process and heat deflection temperature of EPY compound 91
Fig. 6.3. Creep curves of EPY compound at various temperatures for specimens cast in moulds and cured for
24 hours at a temperature of 23°C + 4 additional hours at 80°C
Fig. 6.4. Creep curves of EPY compound at various temperatures for specimens cast in moulds and cured for
24 hours at a temperature of 23°C + 4 additional hours at 90°C
Fig. 6.5. Creep curves of EPY compound at various temperatures for specimens cut out from
300 mm × 300 mm × 40 mm chock cast between steel plates at ambient temperature 23°C, and cured for 30 h
Contents Previous view Exit
Contents Previous view Exit
92 6. Research on resin compounds used for foundation chocks
and also on the temperature of the test. Low creep of specimens cut out from the chock
(Fig. 6.5) is caused by the high temperature of compound exothermal point (about 90°C),
which was reached when the compound was cured.
The heat deflection temperature of EPY compound under load was determined according
to the instructions contained in ASTM-D-648-82 standard. The specimens were cast in place
in steel moulds. Their dimensions were: length l = 127 mm, height h = 12,7 mm, breadth
b = 5,5 mm. They were cured for 24 hours at 20°C and then for 4 hours at 80°C. The specimens
were put on two symmetric supports and bent with a force applied in the middle of the
length, causing bending stress of σg = 1,8 MPa. Bending test was performed in the chamber
filled with heated air. The temperature was measured with thermometers placed near
the specimen. Deflection temperatures (according to ASTM-D-648-82) for three tested
specimens were: 105°C, 102°C and 105°C [62]. The chart showing the example of a specimen
deflection as a function of temperature is presented in Fig. 6.6.
Fig. 6.6. Heat deflection curve for the specimen of EPY compound
6.6. Research on the dynamic properties of EPY compound
The striving to reduce the vibration and noise on engine-driven ships as much as possible was
always present. Following the development of technology, higher and higher requirements
in this regard were laid down to producers of shipboard machinery and to shipbuilders.
Today the elimination of vibration is one of the most important problems in shipbuilding
and the service of ships.
Contents Previous view Exit
Contents Previous view Exit
6.6. Research on the dynamic properties of EPY compound 93
There are many sources of various vibration frequencies on ships. Unbalanced forces and
moments of a main propulsion engine cause a dominating vibration of low frequency (up
to 60 Hz). Apart from that, they also cause vibration of higher frequencies. There are many
other machines causing vibration on ships. Vibration of high frequencies in 1000 Hz range
is particularly vexing for the crew and passengers. The vibration is partially emitted into the
air and results in noxious and unpleasant noise. The rest of vibration energy, in case of rigid
joints, goes to the foundation supporting a given machine or to other machinery connected
to it. Next, transferred as a structural sound, it reaches all elements of the construction,
including distant ones. Transmission of structural sound may result in a very undesirable
side-effects such as noxious noise caused by the vibration of walls or various barriers both
in the engine room and other rooms, and also forced secondary vibration (often even
resonant) of other equipment.
Rubber pads or other special vibration isolators may be used to counteract the spread
of vibration. Their application, however, is not always possible for the sake of machinery
alignment precision, and also high costs and serious technical difficulties connected with
vibration isolators.
Foundation chocks cast from resin compounds offer not only installation advantages
but also efficient damping and isolation of vibration usually noticeable by ship crews.
Chocking compounds dampen machine vibration better than steel, traditionally used for
this purpose. On the other hand, the contact surface between the compound and steel acts
as a significant barrier for structural sound.
The aim of the research on dynamic properties of EPY compound was to determine:
— the logarithmic vibration damping decrement and the dynamic shear modulus,
— the energy loss factor and the dynamic longitudinal modulus of elasticity,
— the acoustic impedance.
6.6.1. Determination of logarithmic vibration damping decrement and dynamic
shear modulus
Tests [36] were conducted with a torsional pendulum in accordance with PN-83/C-89042
and EN ISO 6721-2 standards. Identical specimens (flat bars of L = 60 mm, b = 10 mm and
h = 1 mm) made of EPY compound and steel were tested comparatively. The logarithmic
vibration damping decrement and the dynamic shear modulus of the tested materials
were determined experimentally. Fig. 6.7 presents exemplary time-amplitude transient
characteristics of both materials at a temperature of 20°C, and Fig. 6.8 — the graphs of the
logarithmic damping decrement and the dynamic shear modulus in function of temperature,
for EPY compound and Epocast 36 compound (a German product).
The tests showed (Fig. 6.7) that under the same conditions, free vibration in EPY
compound fades much faster than in case of steel. The ratio of logarithmic damping
Contents Previous view Exit
Contents Previous view Exit
94 6. Research on resin compounds used for foundation chocks
Fig. 6.7. Time-amplitude characteristics of EPY compound and St3 steel obtained at 20°C and at frequency
f = 1,77 Hz
Fig. 6.8. The relation of the logarithmic vibration damping decrement Λt and the dynamic shear modulus G’t
to temperature, for the compounds EPY and Epocast 36
Contents Previous view Exit
Contents Previous view Exit
6.6. Research on the dynamic properties of EPY compound 95
decrement of EPY compound and steel is Λ1 : Λs = 0,1326 : 0,0413 = 3,21. It means that the
damping coefficient of EPY chocking compound is three times higher than that of steel —
a traditional material applied for the mounting of main propulsion engines. Dynamic shear
rigidity of EPY compound is much lower than that of steel, with a ratio of respective rigidity
values (at 20°C) being G’t : G’s = 2511 : 80000 = 0,0314. It is a considerable advantage of
the compound over the steel. High flexibility of resin chocks and high friction coefficient
in contact with machinery bedplate and the foundation allow for a considerable thermal
and mechanical deformation of an engine without slipping. The surfaces of foundation
chocks do not wear off, so the trend for the loosening of holding down bolts is much lower
than in case of steel foundations.
6.6.2. Determining the energy loss factor and the dynamic elasticity modulus
under compression
In order to gather more comprehensive data on the dynamic characteristics of EPY
compound, useful for the applications of this compound in machinery foundation chocks, it
was subjected to a compression test (Fig. 6.9) whose purpose was to determine the values of
the energy loss factor h and dynamic elasticity modulus Ed under compression.
The energy loss factor h is a basic parameter defining the quantitative damping properties
of the compound. The factor is derived in the following way:
(6.1)
where:
W — the energy dissipated in one vibration period in relation to volume unit,
U — the potential energy of elastic deformation, corresponding to a maximum
dynamic deformation, in relation to volume unit,
ψ — dissipation coefficient for vibration energy (the relative dissipation of vibration
energy); ψ = W/U.
Cylindrical specimens of φ 20 mm and 55 mm in length were cast in steel moulds,
cured for 24 hours at a temperature of 23°C and additionally cured for 2 hours at 80°C.
The tests were performed in a servo-hydraulic testing machine (model 8501 Plus) made
by Instron company.
Energy W was determined by using the method of a dynamic hysteresis loop. The service
conditions of foundation chocks required the tests to be carried out under compressive
loads as it is shown in Fig. 6.9.
Energy W dissipated in one vibration period in a given volume unit is proportional to the
area of the dynamic hysteresis loop determined in coordinates σ – ε (Fig. 6.9c). The amount
of energy was calculated by numerical integration as below.
Contents Previous view Exit
Contents Previous view Exit
96 6. Research on resin compounds used for foundation chocks
Fig. 6.9. Charts of a dynamic compression test carried out on EPY compound specimen
(6.2)
The energy of elastic deformation U was derived according to the formula (Fig. 6.9c):
(6.3)
where:
ε a — deformation amplitude caused by dynamic load (Fig. 6.9c).
For a simple compression test, the dynamic rigidity of the compound in the examined
point of static characteristic (Fig. 6.9a) is determined by a longitudinal dynamic elasticity
modulus Ed derived from the formula (Fig. 6.9c):
(6.4)
The tests were performed for a wide range of variable parameters σśr, σa and frequencies
f = 1 — 20 Hz. The exemplary, experimentally determined hysteresis loop is presented in
Fig. 6.10, and some of the test results are in Fig. 6.11 — 6.14. Detail reports and results of tests
are presented in works [34 — 37, 49].
Contents Previous view Exit
Contents Previous view Exit
6.6. Research on the dynamic properties of EPY compound 97
Fig. 6.10. The dynamic hysteresis loop determined experimentally for the values: σśr = 10 MPa, σa = 8 MPa,
f = 12 Hz
By looking globally at the obtained test results (Fig. 6.11 — 6.14), we may say that the
values of energy loss factor η and dynamic elasticity modulus Ed depend on parameters
σśr, σa, f and T. The dynamic load frequency f has the greatest influence on the energy loss
factor η, and temperature T has stronger impact on the dynamic elasticity modulus. Within
the assumed range of parameter variability, the following values were obtained for EPY
compound: η = 0,012 — 0,047, Ed = 5000 — 8500 MPa. The values obtained for steel are [63]:
η = 0,0016 — 0,0028, Ed = 2,1 × 105 MPa.
The values of energy loss factor h obtained for EPY compound are comparable to the loss
factor values of special vibration isolating materials made from natural rubber (η = 0,02 — 0,16
[63]). In conclusion, the compound may be effectively used for vibration damping in mechanical
systems. More research is carried out to enable the appropriate use of these properties.
Table 6.5 presents the values of the dynamic elasticity modulus Ed and loss factor η
for a few chosen materials.
Table 6.5. Values of dynamic elasticity modulus Ed and energy loss factor η
Contents Previous view Exit
Contents Previous view Exit
98 6. Research on resin compounds used for foundation chocks
a)
b)
Fig. 6.11. Results of example tests on a relation of energy loss factor h and dynamic elasticity modulus Ed to
frequency and temperature, at stresses: σśr = 10 MPa, σa = 4 MPa
Contents Previous view Exit
Contents Previous view Exit
6.6. Research on the dynamic properties of EPY compound 99
Fig. 6.12. Results of example tests on the energy loss factor η and the dynamic elasticity modulus Ed, at 23°C
temperature and mean stresses equal to 3 and 4 MPa
Fig. 6.13. Results of example tests on the energy loss factor η and dynamic elasticity modulus Ed, at 60°C
temperature and mean stresses equal to 3 and 10 MPa
Contents Previous view Exit
Contents Previous view Exit
100 6. Research on resin compounds used for foundation chocks
Fig. 6.14. The relation between the dynamic elasticity modulus and temperature for EPY compound
6.6.3. Determination of acoustic impedance
The concept of the acoustic impedance is a useful tool for the analysis of structural sound
isolation. It is a measure of medium resistance to propagation of structural sound. It is known
from physics [64, 65] that sound waves propagate in different media with different speeds.
If a sound wave, propagating in a material, hits anoth er material of a different acoustic
impedance, then the flow of energy becomes very ineffective.
In case of a plane and spherical sound wave travelling far from its source, the specific
acoustic impedance R can be derived from the following formula for solid, liquid or
gaseous bodies [65]:
R = ρv (6.5)
where:
ρ — density of a medium, kg/m3,
v — speed of acoustic wave in a medium, m/s.
The speed of sound in the analysed medium depends on the elasticity and density of
the medium. The specific acoustic impedance for a longitudinal wave propagating in a solid
body can be derived from the following formula [66]:
(6.6)
where:
E — longitudinal modulus of elasticity.
Contents Previous view Exit
Contents Previous view Exit
6.6. Research on the dynamic properties of EPY compound 101
Sound propagating in a material becomes reflected when coming into contact with the
surface of another medium (the compound here) and only a small part penetrates into the
second medium. Then, a part of acoustic energy transmitted through the barrier changes into
heat and disperses. The remaining part goes to the other end of a chock where it encounters
another barrier and becomes reflected in a major portion again.
If we accept the following values for steel and EPY compound: E1 = 2 ⋅ 1011 kg/ms2,
ρ1 = 7800 kg/m3, E2 = 4915 ⋅ 106 kg/ms2, ρ2 = 1590 kg/m3, then we will obtain the following
values of specific acoustic impedance for the analysed materials from the formula (6.6):
— for steel R1 = 39,50 × 106 kg/m2s,
— for EPY compound R2 = 2,85 × 106 kg/m2s.
Acoustic energy moving from body 1 to body 2 through the contact surface may be
calculated from the following formula [65]:
(6.7)
If it is taken into account that the acoustic energy emitted by a machine and moving
through EPY compound chock to the steel foundation must go through a wide contact
surface, then such an energy transmitted from the machine to foundation 3 may be
calculated according to the formula [65]:
(6.8)
If we substitute the above calculated values to the formula we will obtain:
(6.9)
The above given estimate shows that only about 6% of the sound energy is transmitted
from the machine through the EPY compound chock to the foundation.
The result refers only to the propagation of sound energy through the chock to the
foundation. The propagation of noise on a ship depends also on many other factors. Main and
auxiliary machines mounted on resin compound chocks are fixed to the foundation by steel
bolts which transmit some part of sound energy without much resistance (loss). The amount of
this energy depend on the diameter and the length of the bolt, as well as on the design solution
and the rigidity of the connection between the machine and its foundation.
Therefore, the matter of vibration damping and isolation requires further, more complex
research and development of appropriate design solutions striving for the optimum
application of chocking compound.
Contents Previous view Exit
Contents Previous view Exit
102 6. Research on resin compounds used for foundation chocks
6.7. Comparative research on static and dynamic properties of three various
machinery chocking compounds
There are only three special chocking compounds currently available in the world market
for the foundation chocking of main and auxiliary shipboard machinery, which have the
approval certificates required for these applications. Apart from an American compound called
Chockfast Orange (produced by ITW Philadelphia Resins) and a German compound Epocast 36
(produced by H.A. Springer marine + industrie service GmbH), Polish EPY compound produced
by Marine Service Jaroszewicz company in Szczecin obtained the approvals of the classification
societies supervising the construction and repair of ships, as well as the certificates of the
manufacturers of main and auxiliary shipboard machinery.
The principal aim of the research presented in this point was to experimentally determine
the basic static and dynamic properties of all three compounds (Chockfast Orange,
Epocast 36 and EPY) in identical conditions so that the Polish compound can be evaluated
in comparison with the best known world products in its class.
The aim of the static strength tests was to determine the compression characteristics
and the following parameters based on them:
— compressive strength Rc,
— proof stress R0,2,
— limit of elasticity R0,02,
— longitudinal modulus of elasticity (Young’s modulus) E.
The testing was conducted at ambient temperature on cylindrical specimens of
a diameter d = 20 mm and height h = 25 mm. The specimens of all three tested compounds
were cast, cured and kept in the same conditions. Preparations for casting the specimens
were done in accordance with the instructions of the manufacturers. Specimens cast in
metal moulds were cured for 24 hours at 23°C and then (after their removal from the moulds)
additionally cured for 2 hours at 80°C.
Compression test was carried out in the servo-hydraulic testing machine of Instron
company (model 8501 Plus) by using a special computer program for static compression.
This way it was ensured that the tests on all the specimens and the determination of values
of their parameters were carried out in the same way. The results of compression tests
are presented in Fig. 6.15.
The tests proved (Fig. 6.15) that all three compounds undergoing static compression
tests behave identically as far as their quality is concerned, and the observed quantitative
differences are minor and unimportant for the application of the compounds in shipboard
machinery foundation chocks.
The aim of research into dynamic properties was to determine the dynamic elasticity
modulus Ed and the energy loss factor η for all three compounds.
The fundamental characteristic of dynamic research is the fact that both input parameters
(force for instance) and output parameters (distortion for instance) must be treated as time
Contents Previous view Exit
Contents Previous view Exit
6.7. Comparative research on static and dynamic properties of three various machinery… 103
Fig. 6.15. Summary results of static compression tests on three compounds
functions. In order to provide test conditions as close as possible to the real operating
conditions of foundation chocks, the dynamic tests were conducted using simplified axially
symmetric models of the chocks (of outside diameter D = 60 mm, inside diameter d = 25 mm
and height H = 20 mm) cast and cured between two steel disks simulating the foundation
and the bedplate of a mounted machine. The models of chocks for the test were cast in
special moulds. To prevent adhesion of compound to adjoining surfaces, a thin layer of release
agent was put on steel surfaces. Cast models of chocks were cured for 24 hours at 23°C and
additionally cured for 4 hours at 80°C.
The models of chocks prepared this way along with the steel disks were compressed
in the servo-hydraulic testing machine (Instron, model 8501 Plus) with the use of special
instrumentation (Fig. 6.16): an extensometer of Instron company, measuring the distortions
(height change ∆H) of tested c hocks. The tests were conducted at the ambient temperature
of 23°C and at 80°C. A special computer program (Wavemaker) ensured that the dynamic tests
were conducted in exactly the same way for all three tested compounds.
Variable parameters during the tests were: mean stress (σśr = 5 and 10 MPa), amplitude of
dynamic stresses (σa = 2, 4, 6 and 8 MPa), frequency (f = 1, 5, 10, 15 and 20 Hz) and temperature
(T = 23 and 80°C). Detail records of dynamic tests are presented in the work [49]. Example test
results are presented graphically in Fig. 6.17 and 6.18. Figure 6.17a presents a time function
of compressive stress executed as programmed by the testing machine, and Fig. 6.17b, c, d
respectively — the time functions of contact distortions (height change ∆H) in chock models
made of the three tested compounds. Figure 6.18 presents the dynamic hysteresis loops of
tested chock models made of the three different compounds.
Contents Previous view Exit
Contents Previous view Exit
104 6. Research on resin compounds used for foundation chocks
a)
b)
Fig. 6.16. Test stand with Instron machine: a) general view; b) schematic diagram
Contents Previous view Exit
Contents Previous view Exit
6.7. Comparative research on static and dynamic properties of three various machinery… 105
a)
b)
c)
d)
Fig. 6.17. Time functions of compressive stress (s) and distortions caused by it (height changes ∆H) in chock models
made of three different compounds (σśr = 10 MPa, σa = 2, 4, 6, 8 MPa, f = 10 Hz, T = 80°C)
Contents Previous view Exit
Contents Previous view Exit
106 6. Research on resin compounds used for foundation chocks
a)
b)
c)
Fig. 6.18. Dynamic hysteresis loops for chock models made of three different compounds (for distortions
as shown in Fig. 6.17)
Contents Previous view Exit
Contents Previous view Exit
6.8. Research on flat butt joints of direct contact and with a thin layer of EPY compound 107
Time functions of distortions in the tested chock models demonstrate (Fig. 6.17 and 6.18)
that the dynamic properties of the three compounds are identical with regard to quality.
Slight quantitative differences are insignificant in practical applications. In conclusion, we
may say that the tested compounds are in the same class as far as their static and dynamic
properties are concerned.
6.8. Research on flat butt joints of direct contact and with a thin layer of EPY
compound
6.8.1. Butt joints loaded with normal force
Machined surfaces of machinery elements are not perfectly smooth. Existing irregularities
(roughness, undulation and shape errors) cause that two such surfaces can not contact
each other over the whole nominal contact surface area but only in its little part (Fig. 6.19a).
The actual contact surface area is a small percentage of that nominal and depends on the
value of normal pressure exerted on the surfaces [67]. What follows is that the actual contact
stress pattern and stress values are much different from the ones obtained on the basis of
assumptions or calculations made for butt joint of perfectly smooth surfaces. Contact stress
pattern and stress values depend mainly on the type and accuracy of machining operations
and the physical properties of surface layers. Discontinuous contact of machined surfaces has
a significant influence on the mechanical characteristics (Fig. 6.19b) of butt joints of machinery
components, and as a consequence, also on static and dynamic properties (stiffness and
vibration damping) of any complex mechanical system.
a) b)
Fig. 6.19. Contact between two machined surfaces and its characteristics: a) sketch of the butt joint; b) relation
of normal contact strain to surface pressure (experimentally determined for the contact of two steel surfaces
of roughness parameter Ra = 5 µm)
Contents Previous view Exit
Contents Previous view Exit
108 6. Research on resin compounds used for foundation chocks
Application of a thin layer of compound in the joints between machinery components
required conducting the research on flat contact joints with the compound and without
it. Figure 6.20 presents the experimentally determined characteristics [35] illustrating
the relation of normal contact strains to mean pressure in a direct contact between two
steel cylinders compressed together axially in a compression testing machine. The face of
cylinder 1 was milled (Ra = 5 µm), and the face of cylinder 2 — turned (Ra = 5,5 µm). The
tested specimens were pressed against one another with a mean pressure growing from
0 to 100 MPa. Next, they were unloaded and loaded again.
Curves in Fig. 6.20 illustrate the relation of contact strains to mean normal pressure
for the contact joint of specimens 1 and 2 without any compound layer, and curves b —
for the contact joint of the same specimens with a thin layer (about 0,5 mm) of cured EPY
compound. The compound was introduced in a liquid state and, under some pressure
of connected components, it precisely filled the uneven gap between metal surfaces. In
order to facilitate the disassembly of the connected components, their metal surfaces
were covered with a thin layer of a release agent.
The tests (Fig. 6.20) show that the thin layer of the compound significantly changes
the characteristics of contact joints between machined surfaces. Strains in the joint
Fig. 6.20. Relation of normal contact strains to mean surface pressure in the contact joint between two steel
cylinders without any compound layer (curves “a”) and with compound layer (curves “b”)
Contents Previous view Exit
Contents Previous view Exit
6.8. Research on flat butt joints of direct contact and with a thin layer of EPY compound 109
of components without any compound layer are non-linear (curves “a”). Considerable
resin strains (on the points of contact on rough surface) are present during the first
loading. During the second loading (not exceeding original values), strains are elastic
and non-linear.
Contact strains in the joint of components with a layer of compound (Fig. 6.20, curves b)
are elastic, approximately linear in the relation to the applied load, and much smaller.
Compression characteristics of tested joints differ in capability of vibration damping as
well (the areas inside the hysteresis loops are different).
The actual contact strains occurring in the joint without the compound are non-
uniform. Locally, where the surfaces actually make contact, strains exceed the yield
point, which results in a so-called surface settling, which in turn causes a loosening of
the bolts. Under cyclic loads this may lead to “hammering” on the surfaces and result
in emergency situations.
The compound provides a full contact of connected components as well as a continuous
and more uniform distribution of contact strains not exceeding the yield point. It ensures
a good interaction of connected components not only under static loads, but also under
long-term dynamic loads.
In case of thin layers of compound cast between two metal surfaces, the ratio of
cross-section area A to height (thickness) H of the compound layer is very high. The tests
were conducted on steel specimens of 20 mm diameter and 25 mm length composed
of two parts with a thin layer (about 0,5 mm) of EPY compound in between (Fig. 6.21a).
The specimens were subjected to axial compression in a compression testing machine
until considerable resin strains occurred (Fig. 6.21b). During the test, the thin layer of EPY
compound underwent resin deformations together with the metal parts, increasing its
diameter and decreasing its thickness. Nevertheless, it maintained its full tenacity and
could be easily separated from steel surfaces due to use of a release agent.
a) b)
Fig. 6.21. Diagram of a steel specimen with the layer of compound before and after compression test
Contents Previous view Exit
Contents Previous view Exit
110 6. Research on resin compounds used for foundation chocks
The maximum value of compression stress during the test was σmax = 1000 MPa. In
spite of high values of compression stress, exceeding the compressive strength Rc of
standard compound specimens (φ 20 mm ⋅ 25 mm) many times, thin layers of the compound
compressed between two metal surfaces were not destroyed. The high compression
strength of the compound may be explained by the limited freedom of transverse straining
and by a complex state of stress in the compound. The effective friction coefficient between
metal and compound (cast and cured between metal surfaces) is usually higher than 1,
which rules out any sliding of the contact surfaces.
Figure 6.22 presents stress distribution and stress values in the 2 mm thick layer of
compound, constituting the middle cross-section of a φ 20 ⋅ 25 mm specimen compressed
with evenly distributed stress σo = 170 MPa, which were calculated with the finite element
method. Parameters assumed for compound: Et = 5000 MPa, ν = 0,37. Calculations prove
(Fig. 6.22) that compound undergoes three-axial compression which is very advantageous.
Reduced stress in compound, calculated in accordance with the Huber’s hypothesis [68],
is much lower than the component stresses. It explains why the compressive strength of
thin layers of compound can be so high.
After the compression tests on thin layers of the compound, the question arose whether
after such high compressive strains (considerably exceeding compound strength Rc which
was determined for standard specimens), the compound maintains its original strength
Fig. 6.22. Stress distribution in the middle cross-section of the compound layer
Contents Previous view Exit
Contents Previous view Exit
6.8. Research on flat butt joints of direct contact and with a thin layer of EPY compound 111
properties. In order to answer this question, a compression test was carried out on specimens
[35]. The results are presented in Fig. 6.23. The curve “a” illustrates the compression process
of a specimen made of EPY compound, determined in a standard compression test, and
the curve “b” — illustrates the compression process of the same specimen precisely fitted
in the hole in a steel plate limiting the specimen’s freedom of transverse deformation. In
such conditions, the specimen could not be destroyed. After the specimen was taken out of
the hole, it was subjected to a standard axial compression test, where it showed its original
compressive strength which is illustrated by curve “c” in Fig. 6.23.
Fig. 6.23. Results of compression tests on EPY compound specimens φ 20 mm ⋅ 25 mm: a — specimen freely
compressed; b — specimen compressed in a steel plate hole (2); c — overloaded specimen taken out from
steel plate and freely compressed [69]
On the basis of tests and theoretical analysis, we may say that a thin layer of the compound
compressed between two metal surfaces may safely endure high compression loads. Twenty
years of experience prove that this applies not only to static loads, but also the dynamic
loads present during the service of machinery.
Results of these tests were used for the seating of large-size bearings in ship cranes,
dredgers, brown coal excavators, dumping conveyors etc.
Contents Previous view Exit
Contents Previous view Exit
112 6. Research on resin compounds used for foundation chocks
6.8.2. Contact ( butt) joints under constant normal force and variable tangential force
Contact (butt) joints of machinery components are subjected not only to normal forces but the
tangential forces as well (Fig. 6.24a). In such cases, a thin layer of EPY compound considerably
influences their static and dynamic characteristics, and in consequence the operational quality,
reliability and durability of contact joints so commonly present in any machinery.
Figure 6.24 presents a model of a bolt joint and the test results [70] concerning its reaction
to a constant axial force and a slowly growing load in direction tangential to connected
surfaces. In the joint, the external load (tangential) is transferred by a force of friction which
depends on the friction coefficient and exerted normal force The tests were conducted for
a direct contact of joined elements (S-S) and contact with a thin layer of EPY compound
cured between two joined surfaces (S-T-S; Fig. 6.24a). In order to prevent a permanent
adhesion, the surfaces were covered with a thin layer of release agent. Detail test records
are presented in the works [69, 70].
Static characteristics of the tested joints, demonstrating the relation of tangential
displacement to the value of mean tangent stress, are presented in Fig. 6.24b. Just like under
standard loads, considerable qualitative and quantitative differences occur also in this case.
Static characteristic of a bolt joint without the compound (Fig. 6.24b, curve 1) is non-linear
under the applied loads and shows elastic -resin character of the tangential displacements
δ τ. Irreversible sliding is noticeable. Besides, there are also elastic displacements which
have very low values. On the other hand, the static characteristic of a contact joint with
a thin layer of compound (about 0,7 mm) is linear and elastic even under a tangential load
three times higher (Fig. 6.24b, curve 2). Under the load, no sliding of contact surfaces was
observed which guarantees a better behaviour of such a joint in service.
Figure 6.25 presents the characteristics of tangential displacements at the contact in
a bolt joint under tangential static and dynamic stress. In direct contact (S-S) considerable
sliding of joined surfaces was observed already under low mean stress (τ ≅ 1 MPa, Fig. 6.25a)
and the dynamic sinusoidal stress with relatively small amplitude. On the other hand, if
a thin layer of the compound is present (S-T-S joint), even three times higher values of
mean stress and dynamic stress amplitude caused little elastic tangential displacement
only, which disappeared completely after the removal of tangential load (Fig. 6.25b). Lack
of sliding is very advantageous for the joint, as fretting and abrasive wear do not occur.
As a result, we benefit from high durability of bolt joint and its better operation in service,
resulting from much higher effective friction coefficient in the contact between compound
and metal, in comparison with a contact between two metals.
6.9. Research on models of holding down bolts fit in the compound
Fitted bolts are applied in the seating of main and auxiliary shipboard machinery in
order to transfer considerable forces acting in directions tangential to the load-bearing
Contents Previous view Exit
Contents Previous view Exit
6.8. Research on flat butt joints of direct contact and with a thin layer of EPY compound 113
a)
b)
Fig. 6.24. The drawing of a bolt joint (a), and its static characteristics under constant axial force and slowly
growing load tangential to joined surfaces (b)
Contents Previous view Exit
Contents Previous view Exit
114 6. Research on resin compounds used for foundation chocks
Fig. 6.25. Dynamic characteristics of a bolt joint: a) direct contact (butt); b) with a thin layer of the compound
surface under the mounted machine, which applies in particular to main engines and main
gears. Boring and reaming of the holes for fitted bolts, especially in case of cast compound
foundation chocks, is difficult and costly. In order to avoid these difficulties, a concept of
fitting the holding down bolts in the chocking compound has been developed. For that
purpose, the holes in foundation and bedplate must be bigger than the bolt diameter by
2 — 10 mm. Next, after the engine is aligned and loosely-fitting bolts are inserted, liquid
compound is poured into chock moulds, also filling the gaps around bolts in the holes in
foundation and the engine’s bedplate. However, any practical application of this method
required appropriate laboratory testing.
The tests were first conducted on the model of a foundation joint presented in Fig. 6.26.
The holes in joined elements 1, 2 and 3 had the diameters bigger by 2 mm than the diameter
of bolt shank 5. In order to prevent adhesion between the bolt and the compound, the bolt
was covered with a release agent (Silform AR1). When the model was positioned in such a
way that the axis of the bolt was vertical with its nut on the top, and when the appropriate
mould was arranged in place, two chocks of dimensions 100 mm × 100 mm × 40 mm were
cast in the model including also the compound sleeves between the bolt and the respective
Contents Previous view Exit
Contents Previous view Exit
6.8. Research on flat butt joints of direct contact and with a thin layer of EPY compound 115
plates. Filling the spaces between the bolt and the walls of the holes in plates took place only
by the hydrostatic pressure of liquid compound column.
When the compound cured, a model of a “double” bolted joint was ready. Half of the model
simulated the real foundation joint subjected to static force. The model was loaded with force
P in the compression testing machine as shown in Fig. 6.26. Under the force P = 190 kN, cracks
appeared on the flanks of the chocks. The test was interrupted when the force P reached 211,2 kN.
The force required to extrude the bolt equalled 48 kN. The maximum value of pressure on
the compound in the plate holes amounted to 159,4 MPa. When the bolt was removed, it was
observed that the compound layer of 1 mm thickness filled the space between the bolt and plate
walls in holes very well and was not destroyed (no upsets or cracks). In the place where force P
was exerted, permanent bolt deflection equalled 1 mm.
Fig. 6.26. The model of a foundation bolt joint with the bolt fitted in the compound and a scheme showing
how the joint was loaded
Contents Previous view Exit
Contents Previous view Exit
116 6. Research on resin compounds used for foundation chocks
The test proved that:
— the compound filled the gap (about 1 mm wide) between the bolt and the walls
of the hole very well;
— the joint with the bolt fitted in the compound can endure considerable transverse
loads;
— it is possible to disassemble the joint even after some permanent bolt deflection.
Another test was performed on holding-down bolt shank fitted in the compound
according to Fig. 6.27. The shank was fitted in the hole of steel plate eccentrically, so
that the maximum thickness of the compound sleeve was 1,5 mm and the minimum
was 0,5 mm.
Fig. 6.27. The drawing of the bolt shank fitted in compound ( and its loading scheme): 1 — steel plate, 2 — bolt
shank, 3 — compound
Liquid compound was poured vertically into the gap between the bolt shank and the
wall of a steel plate. The shank was covered with a thin layer of a release agent. The test was
performed on two models. In one, the layer of the compound (0,5 mm) was compressed in
the thinnest place, and in the other — the thickest part was chosen (1,5 mm). Compression
test on the first model was stopped when the force reached 260 kN, and on the other
model — at 200 kN. The test was stopped when a permanent distortion (bending) of the
bolt shank was noticeable.
The disk was cut after the test in order to examine the condition of the compound.
The compound filled the gap very well providing the desired tight fit for the bolt shank.
Compression stress (250 and 192 MPa) arising during the test did not destroy the compound
(except for its edges). Cast sleeve of the compound did not lose its tenacity either, and it
adhered to the walls of the hole in the plate.
Contents Previous view Exit
Contents Previous view Exit
6.8. Research on flat butt joints of direct contact and with a thin layer of EPY compound 117
Further tests concerned the compression strength of the sleeve’s thin wall cast and
cured in the gap between the bolt and a semicircular pit in a steel support. The tests were
performed as shown in the diagram in Fig. 6.28.
Fig. 6.28. The drawing of a compression test on a thin sleeve cast of chocking compound
The main aim of the tests was to find out how a thin sleeve made of the compound
would behave under high compression stress.
Specimens prepared for the tests differed in the thickness of sleeves made of the
compound (Fig. 6.28). The surfaces on supports and bolt shank contacting the compound
were covered with a release agent (Siliform AR1). The compound was cast and cured for 10
days at about 18°C. After that, all three models underwent a compression test shown in the
diagram in Fig. 6.28. The test was performed in a compression testing machine ZD-100. The
specimens were subjected to radial force growing from 0 to 1000 kN and distributed on the
shank generating line. Compression stress exerted on the compound ranged from 635 to
694 MPa depending on the diameter of the shank.
For all tested specimens, the compound was neither destroyed nor noticeably damaged.
There was no outflow of the compound under temporary compression force of 1000 kN
either. However, considerable resin deformations occurred in bolt shanks in the places of
their linear contact with the pressing plate of a compression testing machine. The tests
proved a high strength of a thin layer of the compound under static compression when cast
and cured between two metal surfaces. No significant differences were noticed between
the compounds of 2 mm, 1 mm and 0,1 mm thickness.
Positive results of laboratory tests and practical implementations confirmed that the
compound could be applied for fitting the holding-down bolts used for mounting the
engines on shipboard foundations. It was an innovative solution which was patented [43]
and approved by classification societies.
Contents Previous view Exit
Contents Previous view Exit
118 6. Research on resin compounds used for foundation chocks
6.10. Research on optimum application of EPY compound for the seating
of deck machinery
The permissible compression stress on the compound used in foundation chocks under
main marine engines amounts to 5 MPa. Such a low permissible stress was determined by
classification societies because of the creep compliance the compound shows at higher
temperatures. Because the compression strength of standard specimens made of the
compound is 140 — 150 MPa, compression safety factor is 28 — 30. In reality, the strength
of the compound in a foundation chock is much higher than in case of standard specimen
because the ratio of bearing surface to height is high. As a result, safety factor exceeds 30
by a high margin. For the same reason, the creep of compound foundation chocks is also
considerably lesser than the creep determined for standard specimens.
Windlasses and mooring winches as well as other auxiliary shipboard equipment do not
require such a precise mounting as main engines. Therefore, there is no need to apply such
exaggerated, high values of the safety factor. As a result, foundation chocks may be smaller
and compound strength properties may be used more rationally.
The application of EPY chocking compound instead of steel chocks under windlasses
and mooring winches while keeping the designs of this machinery required special research
accounting for compression pressures much higher than 5 MPa.
The aim of the research was to give answer to the question whether chocking compounds
used under windlasses and mooring winches could safely endure 15 MPa pressure during
installation, operational pressure of 30 MPa and short-time emergency pressure of 60 MPa in
the period t = 30 minutes. To answer the question, some theoretical analysis was performed
and the tests were carried out on the models of chocks.
6.10.1. Theoretical analysis
For a specimen with dimensions φ 20 mm × 25 mm subjected to free compression, we may
assume a uniaxial state of stress if friction is neglected. In a real chock, because of limited
possibilities of transverse strain (except for free edges), there is a complex state of stress.
The compound in a chock is subjected to three-axial compression, which translates to
favourable operational conditions and high static and fatigue strength. By assuming that a
cubicoidal element separated imaginatively from a chock cannot be deformed in transverse
directions x and y (Fig. 6.29), we can derive the following relation on the basis of the
generalized Hooke’s law [68]:
(6.10)
where:
p — surface pressure,
ν — Poisson ratio.
Contents Previous view Exit
Contents Previous view Exit
6.10. Research on optimum application of EPY compound for the seating of deck machinery 119
By assuming (on the basis of our own research) that Poisson ratio of EPY compound
ν = 0,376, we obtain:
(6.11)
Reduced stress in a chock is derived according to the Huber’s hypothesis [68] from
the formula:
(6.12)
By substituting appropriate stress values expressed by pressure p we obtain:
(6.13)
Fig. 6.29. Stress state in chocking compound
The calculations above presented are a rough approximation only. Reduced stress
calculated in this way must be lower than a proof stress of the compound determined under
uniaxial stress. The yield point for EPY compound R0,2 equals 90 ÷ 100 MPa. As a result, the
calculated surface pressure in a chock must fulfil the following condition: p < R0,2/0,397 ≈ 2,5 R0,2
which results in an increase of a safety factor determined for a standard compound specimen
undergoing a simple static compression test by 2,5 times.
Contents Previous view Exit
Contents Previous view Exit
120 6. Research on resin compounds used for foundation chocks
6.10.2. Tests on a windlass foundation chock model
The aim of the tests was to check how a model of an EPY compound foundation chock
measuring 100 mm × 100 mm 15 mm (Fig. 6.30) is going to behave within the period of
60 minutes under the force F = 900 kN exerting the pressure p = 90 MPa.
Fig. 6.30. The model of windlass chock tested under surface pressure of 90 MPa
A chock of EPY compound was cast in place between two steel plates and cured for
3 days at ambient temperature (about 24°C). Such model of a joint (two steel plates with
a chock cast in between) was subjected to compressive load
P = 900 kN in a compression testing machine. The chock was left under the test load
(P = 900 kN) for 60 minutes. After that, the load was removed and the chock was thoroughly
inspected. No damage and no changes were found in the tested joint. In conclusion, we
may say that surface pressure p = 90 MPa (half as much again than the assumed emergency
pressure) operating for 60 minutes does not pose any threat to a compound chock cast and
cured between two metal plates.
6.10.3. Research findings
On the basis of theoretical analysis with calculations carried out and the conducted tests
on models we may say that adopting installation stress of 15 MPa, operational stress of
30 MPa and emergency case stress of 60 MPa (for 30 minutes) for the seating of windlasses
and mooring winches on foundation chocks made of EPY compound is safe, and will not
produce any adverse effects.
6.11. Research on influence of paint coating on the settling of shipboard
machinery mounted on cast compound chocks
6.11.1. Introduction
Present-day assembly of ships on a slipway consists mainly of connecting together smaller
or bigger but already manufactured hull blocks. In order to prevent corrosion, surfaces of
the elements are cleaned and covered with one or many layers of protective paint coating
which is from more than 10 µm to about 300 µm thick.
Contents Previous view Exit
Contents Previous view Exit
6.11. Research on influence of paint coating on the settling of shipboard machinery mounted… 121
The traditional installation of machinery on ship foundations with the use of metal
chocks requires that the coating must be removed before fitting the chocks to properly
cleaned and machined metal surfaces, which is laborious, time consuming and costly.
Nowadays, chocks of chemically cured compound cast in place directly under the
machine replaced the traditional metal chocks in the seating of shipboard machinery.
Therefore, the question arose whether and how paint coating would influence the quality
of the seating. In order to answer the question, it was necessary to plan and conduct
some unconventional tests which would show the influence of paint coating on the
settling behaviour of interacting contact surfaces in real-life conditions in which main
engine and auxiliary machinery are assembled on ships. The tests were ordered by
Szczecin Shipyard S.A.
The fundamental aim of the tests was to answer a more specific question: whether,
before commencing the assembly of main engine and auxiliary equipment on a ship,
paint coating should be removed from load-bearing surfaces of foundations or left
there, so the foundation chocks made of EPY compound are directly cast on the painted
surfaces under the machine.
6.11.2. Tested specimens and test bed
The tests were performed on cylindrical specimens cut out from steel plate and coated
with anticorrosive paint on one side. Their diameter equalled 90 mm and the height
was 40 mm. The specimens were made and painted in Szczecin Shipyard according
to a painting plan for B170/III ship series. There were seven specimens, some of them
without any coating and some with a single-layer or multi-layer paint coat with thickness
ranging from 11 µm to 289 µm. Details concerning paints, number and thickness of
coatings are contained in the works [33, 71]. For every specimen supplied by Szczecin
Shipyard, a steel counter specimen was prepared whose diameter was 90 mm and the
height 46 mm.
In order to attach the instrumentation measuring contact strain, holes were drilled,
turned and tapped in the specimens (Fig. 6.31). Contact surfaces of the specimens were
ring-shaped, and had a nominal area A = 55 cm2.
Modern servo-hydraulic compression testing machine Instron (model 8501 Plus) with
special instrumentation was used for the tests. Special computer program “Wavemaker”
managed the whole process of loading control according to an assumed plan, and
recorded the result data. Measured values of force and contact deflections δ (extensometer
indications) were frequently recorded in time domain as ASCII files. The files were
transferred to Excel spreadsheet for data processing and graphic presentation of the
tests and results.
Contents Previous view Exit
Contents Previous view Exit
122 6. Research on resin compounds used for foundation chocks
Fig. 6.31. The drawing showing the method used for measurements of contact deflection and roughness
parameters of specimens
6.11.3. Testing program, its execution and example results
The tests were carried out in two rounds: first, all specimens and counter specimens
were compressed without the compound (Fig. 6.32a, c) and next, the same was done
with specimens having a layer of EPY compound cast in between, cured (for 48 hours in
a temperature of 23°C) and about 1 mm thick (Fig. 6.32b, d). In order to prevent adhesion
of specimens, their contact surfaces were covered with a thin layer of release agent
(Spray FT 36).
All specimens (with and without the compound) underwent linear loading to the
increasing values of compressive force F and subsequent unloading. Fig. 6.33 — 6.36 present
example charts of test programs and test results.
Figure 6.33 presents the values of assumed and exerted surface pressure p and contact
distortions δ a and δ b caused by the pressure in specimens without paint coating as a function
of time; δ a refers to contact joint without the compound (Fig. 6.32a), and δ b — to contact
joint with EPY compound (Fig. 6.32b). The shape of curve da (Fig. 6.33) demonstrates that
the relation of contact distortions to surface pressure for specimens without the compound
(metal — metal) is strongly non-linear. In this case contact deflections (total, both elastic
and resin) are considerable (δ amax = 34 µm). Lower points of curve δ a, corresponding to zero
pressure, indicate resin contact distortions caused by the preceding maximum loads.
Contents Previous view Exit
Contents Previous view Exit
6.11. Research on influence of paint coating on the settling of shipboard machinery mounted… 123
Fig. 6.32. Diagrams of contact surfaces: a), b) specimens without paint coating; c), d) specimens with
paint coating
Curve δ b (Fig. 6.33) presents a time function of contact distortions in specimens with
EPY compound (metal-compound-metal). Maximum contact distortions are much smaller
(δ bmax = 4 µm), elastic and linear.
The results from Fig. 6.33, processed in a way showing the relation of normal contact
distortions to surface pressure, are presented in Fig. 6.34. Considerable qualitative and
quantitative differences can be observed between contact distortions of specimens without
the compound (curves δ a) and with the compound (curves δ b). Metal surfaces without any
EPY compound, because of their roughness, waviness and shape errors, make contact in a
number of “spots” (Fig. 6.32a). Actual surface pressure is very high and causes considerable
resin distortions in the spots of contact. As a result, apart from the specimens being
brought together in elastic way, there is also permanent closing (so called settling) of
surfaces. EPY compound layer between two surfaces (Fig. 6.32b) filling all the micro and
macro pits ensures a tight contact of surfaces and a uniform load on the whole nominal
contact surface. As a result, linear and elastic contact distortions are very low (Fig. 6.33,
6.34 — curves δ b).
Contents Previous view Exit
Contents Previous view Exit
124 6. Research on resin compounds used for foundation chocks
Fig. 6.33. Surface pressure p and the resulting surface distortions (in time) for specimens without paint coating:
δa — witho ut the compound, δb — with EPY compound
Fig. 6.34. Relation of contact distortions to surface pressure in specimens without paint coating: δa — without
the compound, δb — with EPY compound, under load as in Fig. 6.33
Contents Previous view Exit
Contents Previous view Exit
6.11. Research on influence of paint coating on the settling of shipboard machinery mounted… 125
Fig. 6.35. Surface pressure p and the resulting contact distortions (in time) in specimens with four layers of paint
coating: δa — without the compound, δb — with EPY compound
Fig. 6.36. Relation of surface distortion to surface pressure in specimens with four layers of paint coating:
δa — without the compound, δb — with EPY compound, under load as in Fig. 6.35
Contents Previous view Exit
Contents Previous view Exit
126 6. Research on resin compounds used for foundation chocks
Figures 6.35 and 6.36 present the program and results of analogous tests conducted
on specimens with four layers of paint coating (289 µm thick in total). Curve δ a shows the
distortions in contact surfaces: metal + paint coating — metal (Fig. 6.32c). Same as in case of
specimens in Fig. 6.32a, the distortions da are large, non-linear, elastic and resin. However,
the proportions of elastic and resin distortions are different and moreover some rheological
effects take place in paint coats (distortion changes in time [33, 71]).
Curves δ b in Fig. 6.35 and 6.36, presenting the changes of distortions in contact joints of
type metal + paint coating — EPY compound — metal (Fig. 6.32d) are linear. The distortions
are very low, in comparison with distortions in the same specimens without a layer of EPY
compound. They are also linear and elastic.
Similar results (qualitatively) were obtained in tests of the remaining specimens with
paint coats [71].
The tests proved the beneficial influence of EPY compound on compliance abilities of
contact joints, both with and without paint coats. When EPY compound was applied, paint
coating from 11 to 289 µm thick did not show any adverse effect on compliance abilities of
the joint or its settling. Contact joints of the same specimens without any EPY compound and
with paint coating showed much higher creep compliance (also vibration-induced) — from 7
to 10 times higher, which results in the settling of contacting surfaces [71].
6.11.4. Conclusions
On the basis of the above presented tests, we may reach the following conclusions
answering the questions put up in the introduction.
1. In case of mounting the shipboard machinery on foundation chocks cast in place from
EPY compound, presence of protective paint coating on foundation surfaces does not have
any influence on mechanical properties of contact joints between the foundation, chock
and bedplate. Neither the type of paint coating nor the number of layers or their thickness
(which ranged from 11 to 289 µm) have any practical influence on the tested contact joints.
If EPY compound is applied, the characteristics of contact joints for specimens with and
without paint coating are almost the same.
In conclusion, there is no justified reason to remove protective paint coats from the
foundations before the machines are installed on them. On the contrary: the presence of
paint coats may be beneficial for corrosion protection.
2. Mechanical characteristics of contact joints between two clean metal surfaces and
joints between one clean metal surface and a metal surface covered with protective
paint coat differ considerably when there is no EPY compound in between. There are
contact distortions and noticeable creep in a contact joint with paint coating. Therefore,
in case the machinery is mounted on traditional metal chocks, the removal of paint
coating is justified.
Contents Previous view Exit
Contents Previous view Exit
6.12. Analysis and model tests of stern tubes installed with the use of chocking compound 127
6.12. Analysis and model tests of stern tubes installed with the use
of chocking compound
6.12.1. Introduction
Technical University of Szczecin has started the research on mounting propeller shaft
stern tubes with the use of chemically cured compounds as early as in 1976. As a result,
a new installation technology was implemented in Polish shipyards. The first stern tube
was mounted in 1979 by Ustka Shipyard in a B410/2 vessel. Since that time, 927 stern
tubes and rudder arrangement liners altogether have been mounted on various ships
till the end of 2001.
The research and industrial introduction work conducted till 1994 concerned stern tubes
of relatively small diameters up to 510 µm. Positive experience gathered in service of stern
tubes installed by using the compound gave good grounds for attempts to use the same
technology in the mounting of stern tubes of bigger diameters and lengths. Nevertheless,
it was necessary to do some additional design analysis and check many details of the
installation technology during appropriately programmed model tests in conditions as
close to the real ones existing on ships as possible. Such tests were carried out in 1994 by
Marine Service Jaroszewicz in close cooperation with the Technical University of Szczecin,
Szczecin Shipyard and Gdynia Shipyard. The detail description of the tests and their results
are presented in the report [72] and a short summary is given below.
6.12.2. Aims of tests
The aims were:
— to analyse the thermal insulation properties of compound layer in an assembled
construction in comparison with the traditional technology and to formulate possible
requirements concerning cooling;
— to analyse thermal deformations of the construction;
— to polish up all the details appearing in the mounting of big stern tubes with the use
of EPY compound, and to test them on an appropriate model.
6.12.3. Analysis of thermal insulation properties of a construction containing a layer
of compound
In order to analyse the thermal insulation properties of a tube system with a layer of EPY
compound, it was necessary to first determine experimentally the thermal conductivity of
the compound. Such — research was conducted by the Chair of Heat Engineering at the
Technical University of Szczecin [73]. The value of thermal conductivity for EPY compound
determined at a temperature of 20°C is:
Contents Previous view Exit
Contents Previous view Exit
128 6. Research on resin compounds used for foundation chocks
λ = 0,48 W/mK
A model of three coaxial tubes (Fig. 6.37) was used for the comparative analysis of thermal
conductivity between frame tube, propeller shaft stern tube and EPY compound. Boundary
conditions of the fourth kind were assumed for the model, i.e. a perfect contact of two
elements and temperature equality of both bodies over the surface of contact.
Fig. 6.37. Model of the system: frame tube, propeller shaft stern tube and EPY compound layer
A linear model of a specific thermal resistance for a cylindrical wall in radial direction
was adopted for the comparative analysis of thermal conductivity. The resistance was
calculated from the formula:
(6.14)
where:
di(i=1,2,3,4) — diameters as in Fig. 6.37,
λi — thermal conductivity.
Calculations were conducted for three cases:
1. Propeller shaft stern tube is mounted in compound (as in Fig. 6.37). The following values
were assumed: d1 = 880 mm, d2 = 960 mm, d3 = 1000 mm, d4 = 1550 mm, λ1 = 0,48 W/mK —
for EPY compound, λ s = 58 W/mK — for steel. Thermal resistance calculated according to
the formula (6.14) was rlλw = 0,015 mK/W.
2. Propeller shaft stern tube is mounted by using the method of interference fitting
(metal-metal). The following values were assumed: d1 = 880 mm, d2 = 960 mm, d3 = 1000 mm,
d4 = 1550 mm, λ s = 58 W/mK. Specific thermal resistance calculated according to the formula
(6.14) was rlλw = 0,0016 mK/W.
3. Propeller shaft stern tube is mounted by using the method of interference fitting along
the part of its length only; the remaining part was left in the air (20 mm thick layer). The
Contents Previous view Exit
Contents Previous view Exit
6.12. Analysis and model tests of stern tubes installed with the use of chocking compound 129
following values were assumed: d1 = 880 mm, d2 = 960 mm, d3 = 1000 mm, d4 = 1550 mm,
λ s = 58 W/mK — for steel, λ p = 0,026 W/mK for air. Specific thermal resistance calculated
according to the formula (6.14) was rlλw = 0,25 mK/W.
Conclusions:
1. Thermal resistance in the radial direction through a cylindrical steel-EPY contact surface
is about ten times higher than the thermal resistance for analogous steel-steel surface.
2. Thermal resistance of the assembly in air is 16,7 times higher than in case of the
compound.
6.12.4. Analysis of thermal deformations
First, a coefficient of linear thermal expansion was determined experimentally for EPY
compound at various temperatures. Three specimens were measured in accordance with
a PN-82/C-89021 standard “Resins. Evaluating the coefficient of linear thermal expansion”.
Details are presented in the work [74]. Mean values of the coefficient for various temperatures
are in table 6.6.
Table 6.6. Values of a linear thermal expansion coefficient at for EPY compound
Calculating the thermal elongation of propeller shaft stern tube
According to the literature [75], in case of very long stern tubes one end must be left free
to enable their unimpeded elongation or shortening in changing temperatures.
In order to calculate the maximum displacement of propeller shaft stern tube end in
relation to the other end in changing temperatures, a simplified model shown in Fig. 6.38
was adopted with input data referring to an unfavourable situation.
Stern tube elongation caused by rising temperature was calculated using the formula:
(6.15)
where:
αs — thermal expansion coefficient of steel propeller shaft stern tube,
l — propeller shaft stern tube length,
∆t = (t2 – t1) — difference of temperatures.
The following values were assumed: αs = 12,5 × 10–5 1/°C, l = 7000 mm, t2 = 55°C, t1 = –5°C.
The result of calculations according to the formula (6.15) was:
Contents Previous view Exit
Contents Previous view Exit
130 6. Research on resin compounds used for foundation chocks
∆l = 5,25 mm
The above calculated value is the elongation of a stern tube deforming freely in extremely
unfavourable conditions. In reality, difference of temperatures ∆t is usually smaller so
elongation ∆l will also be smaller.
If the ends of a stern tube could not move freely, the following longitudinal compressive
stresses would occur:
σc = Es ε = Es ∆l/l = 2 · 105 · 5,25/7000 = 150 MPa
where
Es = 2 · 105 МPа — Young’s modulus for steel.
Fig. 6.38. Computational model of propeller shaft stern tube elongation
The change of propeller shaft stern tube outer diameter ∆D, assuming that D = 1000 mm
and deformation is free, is
∆D = αsD∆t = 12,5 · 10–6 · 1000 · 60 = 0,75 mm
It must be said that the values of thermal elongation ∆l and ∆D are caused only by the
difference of temperatures ∆t = t2 – t1 = 60°C in stern tube and frame tube and they do not
depend on the fact whether the compound is used for mounting or not. Therefore, if the
compound is used, the stern tube must have a freedom of displacement in its one end,
while staying in contact with compound.
In case there is no freedom of mutual longitudinal and radial displacement of stern tube
and the compound (Fig. 6.39), stresses can be expressed by the formulas:
σt = Et αt (t1 – t2)
σs = Es αs (t1 – t2)
where:
σt — stress in compound,
σs — stress in steel stern tube.
Contents Previous view Exit
Contents Previous view Exit
6.12. Analysis and model tests of stern tubes installed with the use of chocking compound 131
For the adopted extreme values: t1 = –5°C and t2 = +55°C, the following values were
obtained for longitudinal and circumferential compressive stress:
σt = –11,9 MPA
σs = –150 MPA
Fig. 6.39. A simplified model for determination of thermal stresses in case there is no freedom of longitudinal
and radial displacement
In reality, there is always some (limited) freedom of deformation and displacement as well
as relatively smaller differences of temperatures (∆t = t1 – t2). Therefore, the actual values of
thermal stresses are usually smaller than the above calculated values.
6.12.5. Model testing of a propeller shaft stern tube installation
The aim of the test was to check in practice all the details involved in installing a propeller
shaft stern tube of a large diameter (about 1 m) with the use of EPY compound. The test was
conducted in Szczecin Shipyard on the model constructed by the Mechanical Department
W-2 (Fig. 6.40, 6.41, 6.42).
The model of a stern tube (the bearing) of a propeller shaft (Fig. 6.41) was made of a steel
pipe with a welding seam. A flange was welded on at one end. The outer surface of the
pipe had two longitudinal oil grooves 16 mm wide and 14 mm deep and a groove for an oil
temperature detector. There were three 10 mm holes bored in the bottom of oil grooves. Oil
grooves were covered with steel slats and sealed with silicone.
The model of a frame tube (outer tube — Fig. 6.42) was made of three steel segments
welded together. The pipe had holes for filling and venting, nine inspection openings with
1,5” threads for plugs and eight holes with M16 threads for adjusting screws (Fig. 6.40).
The outer pipe was put on the stand (Fig. 6.42) with inclination of 3°45’ same as on the
slipway.
Contents Previous view Exit
Contents Previous view Exit
132 6. Research on resin compounds used for foundation chocks
Fig. 6.40. Model of a propeller shaft stern tube (1) and frame tube (2) with a layer of EPY compound in between
Fore packing was made of polyurethane foam and a steel band (Fig. 6.43). The internal
tube was put into the outer pipe together with fore packing by using a gantry crane.
Basic data:
— volume of space to be filled: V = 118,7 dcm3,
— mass of EPY compound to be poured into the space
M = V×ρ = 118,7 dcm3 × 1,59 kg/dcm3 = 188,7 kg,
— ambient temperature: 19°C,
— temperature of compound before mixing: 28°C,
— temperature of compound before filling: 36°C,
Contents Previous view Exit
Contents Previous view Exit
6.12. Analysis and model tests of stern tubes installed with the use of chocking compound 133
Fig. 6.41. The model of a propeller shaft stern tube (internal pipe)
Fig. 6.42. Frame tube model (outer pipe)
Contents Previous view Exit
Contents Previous view Exit
134 6. Research on resin compounds used for foundation chocks
Fig. 6.43. Fore packing made of polyurethane foam and steel band (before installation)
— time of pouring 12,6 kg of compound into a side filling hole (gap g = 20 mm):
about 1 minute,
— mass of compound poured in during the first stage of pouring:
M1 = 10 × 12,6 kg = 126 kg,
— cure time of compound poured in the first stage: t = 5 hours,
— time of pouring 12,6 kg of compound into the upper filling hole (gap g = 5 mm):
about 5 minutes,
— mass of compound poured in the second stage: M2 = 5 × 12,6 kg = 63 kg,
— total mass of compound poured in: M = M1 + M2 = 126 + 63 = 189 kg.
Stern packing was made of polyurethane foam and a steel band as well. After joining the
pipes and installing the stern packing, the indicators (Fig. 6.44) were installed to measure
the relative movement of the pipes while pouring EPY compound into the space between
the pipes and also during the curing phase. Special funnels were put into filling holes and
overflow holes. The methods used for pouring EPY compound into the model and measuring
relative displacement of the pipes are illustrated in the photographs (Fig. 6.45).
Contents Previous view Exit
Contents Previous view Exit
6.12. Analysis and model tests of stern tubes installed with the use of chocking compound 135
Fig. 6.44. The assembled model of a propeller shaft stern tube in a frame tube, with indicators measuring
relative displacements of joined elements
a) b)
Fig. 6.45. Pouring EPY compound into model (a) and recording the relative movement of joined elements (pipes) (b)
The test, whose final stage is presented in the photograph (Fig. 6.46), provided a wealth
of useful information, and in particular it showed that:
1. The method used for packing the filled space fully passed the exam of the test during
installation, pouring and curing phases.
2. Closing solution used for oil grooves prevented the compound from leaking into
them.
Contents Previous view Exit
Contents Previous view Exit
136 6. Research on resin compounds used for foundation chocks
Fig. 6.46. Final stage of model testing of the propeller shaft stern tube assembly (in Szczecin Shipyard)
3. Stern tube of a propeller shaft must be inserted to the frame tube axially with the
use of special equipment ensuring a controlled movement of the stern tube without any
damage to fore packing.
4. Stern tube must be aligned with adjusting screws to provide its stable position in
radial and axial directions.
5. Filling hole (with a diameter of about 40 mm) should be in the upper part of the frame
tube, in the place where compound is the thickest and its corresponding overflow hole
should be located in the highest place of the filled space.
6. Propeller shaft stern tube must be filled in at least two stages at a temperature
of 20°C.
7. Tests in control points showed that compound fully filled the space including these
places where the layer of compound was thinnest, i.e. 4 mm.
6.12.6. Conclusion
Approximate calculations and model testing proved that the propeller shaft stern tubes
of large diameters (about 1 m) can be installed with the use of EPY compound in real
shipyard conditions, and provided a wealth of valuable information necessary to work out
the details of installation process.
Contents Previous view Exit
Contents Previous view Exit
6.12. Analysis and model tests of stern tubes installed with the use of chocking compound 137
6.12.7. Epilogue
Having completed the tests in Szczecin Shipyard, the model consisting of a frame tube
and propeller shaft stern tube with a layer of EPY compound in between was taken to
Marine Service Jaroszewicz company where it was exposed to weather for a long time.
After seven years, the outer pipe was cut lengthways with a torch in a few places, and
dismantled (Fig. 6.47).
a) b)
Fig. 6.47. Stern tube assembly model (frame tube and propeller shaft stern tube with EPY compound in
between) during its dismantling: a) cutting the outer pipe with a torch; b) upper part of the outer pipe with
a layer of EPY compound
When the model was dismantled, it was observed that the compound filled the whole
space between the pipes, and was fully coherent and uniform. Metal surface in contact with
the compound was not corroded. It proved that the contact of the compound with metal
surfaces is very tight. Its adhesion to metal was lower than its tensile strength, which as a result
made it possible to separate big chunks of the compound from the surface.
6.13. Research on using the microwaves for additional curing of EPY
compound and foundation chocks cast of this compound
6.13.1. Introduction
Basic problem encountered when mounting any machinery on cast-in-place foundation
chocks is their proper curing. At ambient temperatures lower than 10°C curing process
consumes too much time. In order to shorten it while obtaining the required strength
properties, chocks can be additionally heated by using external sources of heat. The
most typical method is blowing hot air onto chocks from appropriate heaters; the whole
foundation and machinery frame are heated as well in this way. Therefore, it is an arduous
and energy-consuming process.
Contents Previous view Exit
Contents Previous view Exit
138 6. Research on resin compounds used for foundation chocks
In order to overcome these drawbacks, a research was undertaken on a new original
method of chocks curing, employing the microwaves. The aim of the research was to examine
the influence that microwaves used for additional curing have on strength properties of EPY
compound, as well as the opportunities to apply the microwave method for the seating of
machinery on ships. Detailed records and results of the research are contained in the works
[46 — 48]. Only a certain part of the results is presented below.
6.13.2. Tests on EPY compound specimens
Tests on additional curing of EPY compound with microwaves of a frequency f = 2,45 GHz were
performed on cylindrical specimens (φ 20 mm × 25 mm) and on full-size models of foundation
chocks. Tests on specimens were done for comparative purposes. Some specimens were cured
traditionally and some with microwaves, and then they were subjected to compression tests
and creep tests. All specimens used in the tests were cast from the same liquid compound
and were cured for 24 hours at a temperature of 23°C. Next, they were divided into seven
groups of 10 specimens each. One group was left without additional heating, four groups were
additionally heated for 2 hours in an oven at temperatures of 60°C, 80°C and 120°C. Then, two
groups were additionally cured in a microwave oven of 850 W power: one for 2 minutes (non
stop) and the other — four times for a minute every 5 minutes.
When the specimens cooled down (in about 2 hours), some of them underwent
a compression test and other a creep test. The compression tests were carried out in
accordance with ASTM standard in a compression testing machine Instron (model 8501 Plus),
the creep tests were conducted in a creep testing machines specially prepared for this
purpose (Fig. 6.2). The creep test was performed at a temperature of 80°C and under pressure
σ = 10 MPa. Results of the tests are graphically presented in Fig. 6.48 and 6.49.
Having analysed the results of compression tests and creep tests (Fig. 6.48 and 6.49),
we may say that:
1. Heating the compound in the oven for 2 hours increases its strength. The higher
the temperature of heating, the higher the strength. Heating the compound for more
than 2 hours at any given temperature does not have any considerable influence on the
strength of the compound.
2. Additional curing of the specimens in a microwave oven for 1 — 4 minutes produces
the same effect as heating them for 2 hours in the oven at an appropriate temperature.
What increases the strength of the compound is its maximum temperature. In a microwave
oven the temperature of specimens reaches 130 — 140°C after about 3 minutes. Too long
exposure to microwaves results in an excessive rise of the temperature in the compound
and causes its destruction.
3. There are certain optimum conditions (time and temperature) of additional curing,
which depend on many factors.
Contents Previous view Exit
Contents Previous view Exit
6.13. Research on using the microwaves for additional curing of EPY compound and foundation… 139
Fig. 6.48. Compression strength of EPY compound specimens cured in different ways (traditionally and with
microwaves)
Fig. 6.49. Creeping properties of EPY compound specimens cured in different ways (traditionally and with
microwaves)
Contents Previous view Exit
Contents Previous view Exit
140 6. Research on resin compounds used for foundation chocks
6.13.3. Tests on models of foundation chocks
Positive results of the tests on additional microwave compound curing encouraged their
authors to start tests on full-size models of foundation chocks. A special device was made for
additional microwave curing. Its diagram is shown in Fig. 6.50.
a) b)
Fig. 6.50. The device for additional compound curing with microwaves: a) schematic diagram, b) elements
of the device
Tests were conducted on an axially symmetrical model of chock whose drawing is
presented in Fig. 6.51. The chock was put on a steel plate and covered with aluminium foil. A
microwave antenna was inserted into the central hole in the chock. The chock was additionally
cured 3 times for 5 minutes about every 5 minutes. At the intervals, the temperature on the
top of the chock was measured with a contact thermometer. After the compound was cured
and cooled down, a compression test was performed on 30 specimens of φ 20 mm × 25 mm
dimensions taken from different locations in the chock (Fig. 6.52).
Fig. 6.51. Microwave emission into the model of EPY compound foundation chock
Contents Previous view Exit
Contents Previous view Exit
6.13. Research on using the microwaves for additional curing of EPY compound and foundation… 141
The results of temperature measurements and compression tests are presented in
Fig. 6.53.
Fig. 6.52. Locations in the model of the chock where specimens were cut out for testing
Fig. 6.53. Maximum temperatures and compression strength of EPY compound cured additionally with
microwaves in a model of a foundation chock
Contents Previous view Exit
Contents Previous view Exit
142 6. Research on resin compounds used for foundation chocks
Tests were also performed on a simplified, axially symmetrical model of a foundation
joint (Fig. 6.54) made of two steel plates 38 mm thick which simulated the foundation and an
engine bedplate. Between the plates, a 30 mm thick chock of EPY chocking compound was
cast. The tests were performed on two chocks. Three dial indicators, installed circumferentially
on the plates, measured the changes of chock height under compression in a compression
testing machine, after the additional curing with microwaves was completed. Table 6.7
presents the temperature cycles and test results; temperature T was measured in points 1,
2 and 3 (Fig. 6.54a) after cyclic heating with microwaves; mean height change ∆H of the
chock was measured under pressure P while at the same time oil surrounding the chock
was heated to a temperature of about 80°C. The pressure exerted on the chock and the
increase of ambient temperature correspond to the real conditions in which the engine
is started and operated.
Table 6.7. Program and results of tests on a model of a foundation chock
Contents Previous view Exit
Contents Previous view Exit
6.13. Research on using the microwaves for additional curing of EPY compound and foundation… 143
a) b)
Fig. 6.54. The axially symmetrical model of a foundation joint with EPY compound chock: a) additional microwave
curing diagram with marking points of temperature measurement (1, 2, 3); b) diagram of a compression test and
measurements of height changes in the chock
6.13.4. Some more important conclusions
1. The role of microwaves is mainly to heat the compound. The process takes place
inside the compound in its entire volume and is very fast. A temperature of 100°C and
a high compression strength are reached within a few minutes. Too long exposure to
microwaves causes overheating and destruction of the compound.
2. Weakly cured compound absorbs more microwave energy than a strongly cured
one. It means that stronger cured compound is a better conductor of microwaves and the
amount of absorbed energy is lower. This matter requires further quantitative research.
3. Tests carried out on the models of foundation chocks produced positive results.
They confirmed the possibility of using microwaves for the additional curing of full-size
foundation compound chocks and the effectiveness of the device designed for this
purpose.
4. Practical shipboard applications of the method and the device require further work
on technical details, work safety and finding the optimum parameters of the microwave
additional curing process (power, periods of microwave emissions and intervals).
5. Prospective shipboard application of microwave additional curing of compound
chocks will significantly reduce the time and energy used for mounting the machines in
comparison with the presently used process of thermal curing.
Contents Previous view Exit
Contents Previous view Exit
144 6. Research on resin compounds used for foundation chocks
6.14. Strength tests on holding down bolts anchored in concrete with the
use of EPY compound
Installation of anchor bolts with the use of polymer composites proves to be particularly
advantageous in the repair and modernisation work, when it is necessary to replace
destroyed bolts or to install new ones in places imposed by constructional changes (for
instance in foundation).
The aim of the tests described in details in works [76, 77] and presented in short below,
was to examine the practical possibility of using EPY compound for the anchoring of
bolts in concrete blocks.
Testing of the load capacity of bolts anchored in concrete by means of EPY compound
was conducted on models presented in Fig. 6.55a with three types of bolts whose shapes
and dimensions are given in Fig. 6.55b, c, d.
a) b) c) d)
Fig. 6.55. Bolt anchoring in concrete — schematic drawing (a) and anchor bolts having different anchoring
solutions: smooth cylindrical surface (b), helical groove (c), tapered surface (d)
Diameters and depth of bolt holes were as follows: D = 18 mm and L = 130 mm and the
length of anchoring was lz = 125 mm. Bolts were driven out of concrete with a hydraulic
press. Mean values of measured forces Nz (load capacities of anchors), taken at the beginning
of the destruction of anchored bolts shown in Fig. 6.55b,c,d equalled respectively 64, 57
and 59 kN. Having analysed the differences between the values, we may say that they result
from their natural dispersion and the errors of the measuring method, but not from the
influence of bolt shape along the anchoring area [76]. However, the shape of a bolt along the
anchoring area influences considerably its destruction process, which shall be demonstrated
below. Load capacity of a bolt anchored directly in concrete, measured in accordance with
Hilti catalogue [78], amounted to Nzb = 16 kN.
Contents Previous view Exit
Contents Previous view Exit
6.14. Strength tests on holding down bolts anchored in concrete with the use of EPY compound 145
Bolts anchored in concrete by means of compound were also subjected to rising torsional
moment tests until the torsional strength limit was exceeded, which happened at torsional
stress of τśr = 393 MPa. Anchors were not destroyed. Bolt fractures took place beyond the
length of bolt anchoring.
The model used for the test of adhesion between the bolt and the compound (or between
bolt and concrete) is presented in Fig. 6.56. The term “adhesion” means the resistance of an
anchored bolt when pulled out [76]. The test was performed in 8501 Plus Instron machine.
Example diagrams demonstrating the program of the test and its results are presented in Fig.
6.57. They were obtained for the model dimensioned as follows: D = 16 mm, d = 12 mm, and
lz = 144 mm. Curve A (Fig. 6.57) refers to a cylindrical bolt anchored directly in concrete, and
curves B and C — respectively to bolts with cylindrical and tapered anchor lengths sunk in EPY
compound. For the three anchored bolts used for comparison purposes, stress τ was calculated
as the ratio of tensile force F and the sheared cross-section area Aτ. The maximum values of
contact stresses in case of bolt anchored in compound are similar and about three-time higher
than maximum stress values determined in pull-out test on bolt anchored directly in concrete.
In case of a cylindrical bolt anchoring, destruction of the joint is sudden (curves A and B in Fig.
6.57). Bolts with tapered anchoring shanks do not lose all their load capacity at once (curve C in
Fig. 6.57) which prevents failures with serious consequences.
Fig. 6.56. Anchor bolt model used for a test on bolt adhesion to compound
Fig. 6.57. Pulling the bolts out of concrete (A) and compound (B and C)
Contents Previous view Exit
Contents Previous view Exit
146 6. Research on resin compounds used for foundation chocks
Apart from the tests, also the numerical computations were done by using the finite
elements method. Data taken from the experiments [76, 77] were used for the computation.
It was assumed that there was perfect adhesion on the contacts between steel and concrete,
steel and compound and also concrete and compound. The results of computations are
presented in graphical form in Fig. 6.58 and 6.59.
Contact stress τ in a layer of compound (or concrete when h = 0 mm) touching the anchor
surface decreases for transverse bolt cross-sections laying in growing distances from the
surface of concrete (Fig. 6.58). Maximum values and the rate at which stresses decrease
depend on the thickness of compound layer. Therefore, it is the thickness of the compound
that considerably influences the load capacity of the anchor.
Fig. 6.58. Contact stress distribution on the surface of compound (concrete) contacting the bolt along
anchoring area
Fig. 6.59. Relation of anchoring compliance to dimensionless length of anchoring (curve 1) and thickness
of compound (curve 2)
Contents Previous view Exit
Contents Previous view Exit
6.14. Strength tests on holding down bolts anchored in concrete with the use of EPY compound 147
Figure 6.59 presents the relation of anchoring compliance to a dimensionless length of
the anchoring (lz/d) and the thickness of the compound layer. For a given thickness of the
compound layer (h = 2 mm), anchoring compliance calculated as a relation of a shift of the
anchored bolt cross-section lying on the surface of concrete to the force effecting such a shift,
does not depend on the length of the anchoring if the length lz is higher than 6 d (Fig. 6.59, curve
1). While at a given anchoring length (for example lz = 256 mm), anchoring compliance increases
when the thickness of the compound layer increases (Fig. 6.59, curve 2).
The tests showed good strength properties of foundation bolts anchored in concrete
with the use of EPY compound. Their load capacity is about three times higher than the load
capacity of bolts anchored directly in concrete. We may assume the optimum anchoring
length (giving the best load capacity) to be lz = 8d. The shape of the bolt anchoring shank
(smooth cylindrical surface with a groove or a tapered shank) has little influence on maximum
acceptable load capacity of the anchoring. Nevertheless, it has some influence on the way
in which the anchoring undergoes destruction. In case of a smooth cylindrical surface,
the destruction is sudden and brittle in character. However, in case of a tapered shank the
loss of load capacity takes some time and is of elastic — resin character, which may give
some protection against failures.
6.15. Research on the influence of constant humid heat on dielectric
properties of EPY compound
The research was performed in the Electrical Engineering Institute of the Technical University
of Szczecin [79]. Its aim was to determine the long-term influence of constant humid heat
(φ = 96%, T = 40°C) on the following parameters:
— dielectric loss,
— permittivity,
— through resistivity,
— dielectric strength,
— surface resistivity.
Tests were performed in accordance with the applicable Polish standards (table 6.6). Disks
of diameter of 100 mm and thickness of 3 mm were used in the tests. There were 5 specimens
in each test run. The results (mean values) are presented in table 6.8.
6.16. Research on the influence of liquid nitrogen cooling on EPY compound
compression and impact strength
The engineering process of bushing requires sometimes that the bush is cooled down in
order to decrease its diameter so that the mounting becomes possible without use of any
axial force. As a result, a so-called expanding pressed joint is made [80]. In case of rudder
Contents Previous view Exit
Contents Previous view Exit
148 6. Research on resin compounds used for foundation chocks
Table 6.8. The results of tests on influence of constant humid heat on dielectric properties of EPY compound
bearing liners, made usually of a special resin compound (called “Thordon”), the compound
is cooled down in liquid nitrogen to about –180°C. Such a cooled-down bearing liner is
then inserted into a steel liner mounted in frame with the use of EPY compound, and cools
the steel liner considerably together with the surrounding EPY compound. Therefore, a
question arose whether temporary but considerable cooling of EPY compound might lower
its compression and impact strength. In order to answer this question, appropriate tests on
compression and impact strength were conducted [81].
Compression strength test was performed at room temperatures according to
ASTM-D695-69 and PN-83/C-89031 standards in a compression testing machine of Instron
company, model 8501 Plus, by using a program series 9 “Automated Materials Testing System
7.03.00”. Specimens for the test, with diameter d = 20 mm and height h = 25 mm, were cast
in steel forms and cured for 24 hours at ambient temperature (23°C). Next, they were heated
for 2 hours in 80°C and kept for 6 days at ambient temperature. After that, six specimens
were cooled down in liquid nitrogen (to about –195°C) for 10 minutes. After they were taken
out from the liquid nitrogen (Fig. 6.60), they were left at room temperatures for 4 hours.
Next, the compression test was performed on five specimens which were not cooled down
and five cooled down ones. Test results obtained in a compression testing machine are
presented in tables 6.9 and 6.10.
Contents Previous view Exit
Contents Previous view Exit
6.16. Research on the influence of liquid nitrogen cooling on EPY compound compression and… 149
Fig. 6.60. Specimens of EPY compound taken out from liquid nitrogen
Table 6.9. Results of compression testing on EPY compound specimens which were not cooled down
Table 6.10. Results of compression test on EPY compound specimens cooled down in liquid nitrogen
Contents Previous view Exit
Contents Previous view Exit
150 6. Research on resin compounds used for foundation chocks
The impact test was performed at room temperature in accordance with PN-81/C-89023
tandard in an impact testing machine of Kögel-Leipzig Company (made in Eastern Germany),
having an energy output of 0,4 kGm ≈ 3,924 Nm. Specimens of 10 mm × 15 mm rectangular
cross-section and length l = 120 mm (without any notches) were used in the test. Curing and
cooling down the specimens in liquid nitrogen was conducted the same way as in the case of
specimens for the compression test. Test results are presented in table 6.11.
Table 6.11. Results of impact tests on EPY compound specimens (cooled down in liquid nitrogen and not
cooled down)
By comparing test results contained in tables 6.7, 6.8 and 6.9 for specimens cooled down in
liquid nitrogen and not cooled down, one may say that there are no fundamental qualitative
differences. By examining the compression test curves and the fractures in specimens
undergoing the impact test, one did not find any qualitative differences either. In conclusion,
cooling down the EPY compound in liquid nitrogen (to about –195°C) for a short time (about
10 minutes) has no influence on compression and impact parameters and characteristics of
the compound in case of tests carried out at room temperature.
6.17. Determination of the states of stress and strain in bolt joints with
chocks made of EPY compound and steel
6.17.1. Introduction
Determining states of stress and strain in a foundation bolt joint is a very complex task
which belongs to the field of contact mechanics of deformable bodies, and which is almost
unsolvable with the methods known from the science of material strength, principles of
mechanical engineering and the theory of elasticity, unless many simplifying assumptions
Contents Previous view Exit
Contents Previous view Exit
6.17. Determination of the states of stress and strain in bolt joints with chocks made of EPY… 151
are made. However, adopting such assumptions as recommended in the principles of
mechanical engineering [82] leads to obtaining calculation results straying rather far
from reality.
New computation possibilities in the field of complex mechanical systems have been
opened by the finite elements method (FEM) combined with numerical processing on
computers. This method was used here in an unconventional way to determine the
stresses and strains created during the mounting and appearing during service, for two
similar models of a foundation bolt joint of main ship engine. The models differed only
in chock material — in one model the chock was made of EPY compound, in the other
it was made of steel.
The aim of the work was to:
1. Examine the influence of elastic properties (E and v) of chocking material (EPY
compound and steel) on the size of contact area, pattern and values of pressures exerted on
the chock and the field of displacements of joint elements.
2. Determine the values of stress and strain and the operational characteristics of forces
appearing in the bolt under the assumed external load and acting on the examined joint in
the directions of stretching and pressing.
3. Examine the influence of temperature changes on the values of stress and strain created
during the mounting in the analysed bolt joint model with a compound chock.
6.17.2. Model of a foundation bolt joint
For the purposes of analysis and computation a simplified axially symmetric model of
a foundation bolt joint was adopted (Fig. 6.61) [49, 83]. Such model is generally adopted for
bolt joints because of the local character of loading. The model is sufficient for comparative
analysis and the achievement of aims set for this work.
The elements of analysed structure (Fig. 6.61), including EPY compound chock, were
treated as elastic bodies. Their dimensions used for input to numerical computations were
chosen as corresponding to mean values occurring in practice.
A discrete model of a joint used for FEM numerical computations is presented in Fig. 6.62.
Since the computation and analysis were focused mainly on the contact areas between
the bedplate, the foundation and the chock (made of compound or steel), two-nodal joint
elements were used to enable the contacting surfaces to open out and slide. Coulomb
friction forces on contact surfaces were taken into account. However, the area in bolt
joint lying between the head of the bolt and the bedplate was simplified by applying
one-nodal joint elements.
Due to structural symmetry, a model of only one part of the joint could be used for
computation purposes (Fig. 6.62). Finite elements axially symmetrical to Z-axis were used
which significantly simplified the computations.
Contents Previous view Exit
Contents Previous view Exit
152 6. Research on resin compounds used for foundation chocks
Fig. 6.61. Model of a foundation bolt joint: 1 — foundation, 2 — bedplate, 3 — foundation chock (made of
EPY compound or steel)
Fig. 6.62. Bolt joint model used for computations based on FEM ADINA method
Contents Previous view Exit
Contents Previous view Exit
6.17. Determination of the states of stress and strain in bolt joints with chocks made of EPY… 153
6.17.3. Determination of the states of stress and strain created during the mounting
The following values were accepted for numerical computations: dimensions as in Fig.
6.61; material constants Est = 2,1 × 105 MPa, νst = 0,3, Etw = 6369 MPa, νtw = 0,375; friction
coefficients µ st = 0,3, µtw = 0,8; bolt pre-tensioning force Po = 150 kN causing mean surface
pressure on the chock σn = 5 MPa. The assumed assembly pre-tension of the bolt in the
assumed model (Fig. 6.62) was obtained by an appropriate Z-displacement of the middle
cross-section in the bolt (Fig. 6.63).
Fig. 6.63. Deformed grid of finite elements under bolt pre-tension Po = 150 kN (scale 200:1)
Fig. 6.64 and 6.65 present respectively the fields of Z-displacements and distributions
of the contact force in the models of bolt joints: with a compound chock (6.64) and with
a steel chock (6.65).
Fig. 6.66 presents Z-displacement of bedplate and chock contact surfaces under pre-tension
force Po = 150 kN. In one case, the chock is made of the compound, in the other of steel. In the
figure, radius Ro defines contact area between bedplate and foundation chock. The areas for
both chock materials differ significantly. Beyond radius Ro, contact between the bedplate and the
foundation chock breaks up (Fig. 6.66). The differences in break-up areas and the surface opening
range are distinct, again depending on the material of the chock.
Contents Previous view Exit
Contents Previous view Exit
154 6. Research on resin compounds used for foundation chocks
Fig. 6.64. Z-displacement field and distribution of contact force in the model of a bolt joint fitted with EPY
compound chock
Fig. 6.65. Z-displacement field and distribution of contact force in the model of a bolt joint fitted with a steel
chock
Contents Previous view Exit
Contents Previous view Exit
6.17. Determination of the states of stress and strain in bolt joints with chocks made of EPY… 155
Fig. 6.66. Z-displacement of contact surfaces between the bedplate and chocks made of EPY compound (1)
and steel (2) under P = 150 kN
Figure 6.67 presents the distribution of normal pressures in the contact area between the
bedplate and the chock in bolt joints under pre-tensioning force Po = 150 kN. In one case, the
chock is made of compound, in the other of steel. The maximum value of contact pressure
in the case of steel chock is almost three times higher than the maximum contact pressure
exerted on the compound chock, which results from the distribution of pre-tensioning load
on a larger contact surface. The horizontal line in Fig. 6.67 indicates a mean computational
value of normal pressure (σn = 5 MPa) on the whole nominal contact surface of the chock and
bedplate. Use of compound chocks provides a much better similarity between the actual
distribution of pressures and the nominal pressures (assumed for the design calculations
of foundation chocks).
6.17.4. Determination of the states of stress and strain and the characteristics of
service loads in holding down bolts
It is now assumed that the initially strained bolt joint is loaded with external force F
distributed uniformly on the circumference of the plates representing parts of the bedplate
and the foundation (Fig. 6.68). External force may stretch or compress the examined joint.
The values of the external force F used as input for numerical computations were taken
as ranging from –282,743 kN to +282,743 kN in 400 steps. The “minus” sign is assigned to
compressing and the “plus” sign to stretching the joint.
Contents Previous view Exit
Contents Previous view Exit
156 6. Research on resin compounds used for foundation chocks
Fig. 6.67. Distributions of normal pressure on the contact surface between bedplate and foundation chocks made
of EPY compound (1), and of steel (2), under Po = 150 kN
Fig. 6.68. Model of a bolt joint loaded with the external force
The distributions of forces and displacements of joint elements, determined for the
maximum values of external compressing and stretching force, are presented respectively
in Fig. 6.69, 6.70 and 6.71. As can be seen in Fig. 6.69 and 6.70, in case of compressing the bolt
joint with a compound chock the force is exerted on the whole chock more uniformly than
in the case of a steel chock. When the joint is stretched by the maximum external force F, the
Contents Previous view Exit
Contents Previous view Exit
6.17. Determination of the states of stress and strain in bolt joints with chocks made of EPY… 157
Fig. 6.69. Displacement field and distribution of contact force in a model of a bolt joint with compound chock,
loaded with external force F = –282,743 kN
Fig. 6.70. Displacement field and distribution of contact force in a model of bolt joint with a steel chock, loaded
with external force F = –282,743 kN
Contents Previous view Exit
Contents Previous view Exit
158 6. Research on resin compounds used for foundation chocks
Fig. 6.71. Displacement field in both models of bolted joint (compound chock and steel chock), loaded with
external force F = +282,743 kN
chock becomes completely unloaded and whole tension is transferred by the bolt. In such
case, the material used for the chock does not make any difference. The displacement fields
of the bedplate and the bolt are the same in both models of the joint (Fig. 6.71).
Fig. 6.72 presents the relation of effective tension force (P) in the bolt to external force
(F) applied to the joint in both models. The computation was done for the values of external
force changing from –300 kN to +282,743 kN. There are three tension ranges in the model
with a compound chock (Fig. 6.72, curve 1). Sufficiently high compressive force provides full
contact between the chock, bedplate and foundation.
For the values of external force F ranging from about –4 kN to about +25 kN, the chock,
the bedplate and the foundation get into only partial contact on the nominal contact surface.
The higher external stretching force, the smaller actual contact area. When external force F is
higher than +25 kN, the bedplate does not touch the chock at all (Fig. 6.72).
In case of a bolt joint fitted with a steel chock, the bedplate and the foundation chock can
never get into contact over the whole nominal contact surface (Fig. 6.72, curve 2).
Only partial contact is possible, or none, which happens under sufficient external
stretching force higher than about +17,5 kN. Under compressive force, the gap between
the joined elements does not disappear completely. It means that the chock transfers the
compressive force only through a part of its surface.
Contents Previous view Exit
Contents Previous view Exit
6.17. Determination of the states of stress and strain in bolt joints with chocks made of EPY… 159
Fig. 6.72. Relation of bolt tension force P to external force F exerted on the circumference of joined elements
(for Po = 150 kN)
For comparative purposes, Fig. 6.73 presents the relation of force P in the bolt to the
external force F applied along the axis of a bolt joint. This way of applying the external
force is the most typical solution that can be found in the literature on the principles of
mechanical engineering [82].
By comparing the diagrams in Fig. 6.72 and 6.73, we can see considerable differences.
The curves in Fig. 6.73 refer to the elements of a joint treated as rigid bodies. In reality, they
are elastically deformable. Therefore, the curves in Fig. 6.72 are closer to reality than the
curves in Fig. 6.73. They show (Fig. 6.72) that the external stretching forces up to about
+10 kN and the compressive forces up to about –30 kN applied to the elements of the joint
do not significantly change the value of tension in the bolt, which stays at pre-tension value.
In particular, the tension does not decrease under compressive force as it can be seen in
Fig. 6.73 (for rigid bodies). Due to non-dilatational strain of the elements of the joint, the
external force is transferred to the chock without unloading the bolt, which is advantageous
for it especially under dynamic loads.
Contents Previous view Exit
Contents Previous view Exit
160 6. Research on resin compounds used for foundation chocks
Fig. 6.73. Relation of bolt operational force P to external force F, exerted on the axis of bolted joint (at Po = 150 kN)
6.17.5. Influence of temperature changes on pre-tension stress and strain states in
bolt joints with compound chocks
EPY compound chocks have different thermal expansion coefficients than the steel
elements, and together they constitute a bolt joint as in Fig. 6.61. The values of thermal
expansion coefficient and modulus of elasticity for the compound depend considerably on
temperature (within the range from –20 to +80°C). Therefore, if we assume that the assembly
of a foundation bolt joint took place at a temperature of +20°C, the change of ambient
temperature will affect the states of stress and strain in the joint.
The aim of the here discussed research was to determine the resulting change of
pre-tension stress and strain states in bolt joints with compound chocks of the type shown
in Fig. 6.61, with the use of FEM ADINA system. It was assumed that the external diameter of
the joint was 240 mm, the assembly took place at a temperature of +20°C, and pre-tension
stress of the bolt was Po = 222500 N. Then the joint was cooled down by 40 K to –20°C, and
then — heated up from the initial 20°C by 60 K (to +80°C). Pre-tension strain of the bolt
Contents Previous view Exit
Contents Previous view Exit
6.17. Determination of the states of stress and strain in bolt joints with chocks made of EPY… 161
was obtained with stress σz = 315 MPa applied to the cross-section of the bolt shank on
a plane Z = 0, causing the relevant displacement of the section (Fig. 6.74a). Next, freedom of
Z-displacements was locked and thermal stresses were determined.
The following values were adopted for numerical computations:
a) for the compound (on the basis of our own research):
— at a temperature of +20°C, Etw = 6369 MPa, νtw = 0,375, αtw = 30,0 ⋅ 10–6 1/K,
— at a temperature of –20°C, Etw = 8000 MPa, νtw = 0,375, αtw = 24,7 ⋅ 10–6 1/K,
— at a temperature of +80°C, Etw = 5000 MPa, νtw = 0,375, αtw = 40,4 ⋅ 10–6 1/K,
b) for steel (constant values): Est = 2,1 ⋅ 10 MPa, νst = 0,28, αst = 12,5 ⋅ 10–6 1/K.
5
The results of computations are presented in Fig. 6.74. Figure 6.74a presents the
distribution of contact force and the field of reduced stress in a foundation bolt joint
after its assembly at a temperature of +20°C. Fig. 6.74b and 6.74c present the same
values respectively after cooling the joint down by 40K (to –20°C) and heating it up
by 60 K (to +80°C).
The computation results show that the changes of temperature in the joint within the
accepted range result in the change of the value of contact forces. The drop of temperature
slightly decreases the contact forces, and the raise in temperature increases the forces. The
respective pre-tension forces in the bolt are as follows:
— at a temperature of +20°C, Po = 222500 N (initial state),
— at a temperature of - 20°C, Po = 217712 N (decrease by 2,15%),
— at a temperature of +80°C, Po = 267193 N (increase by 20,0%).
The increase of bolt tensile stress and contact pressure applied on the chock, under
increasing ambient temperature caused by running the engine or other machinery, is
advantageous for foundation bolt joints. In reality such high changes of temperatures
as above presented seldom ever appear, in particular cooling down to –20°C. Therefore,
the fluctuations of initial bolt tension take place within narrower limits than those given
above.
6.17.6. Summary and conclusions
Foundation bolt joint with a compound chock is a complex non-linear system of non-
homogeneous bodies, difficult to model and calculate, and the same applies to steel chocks
as well. Modelling of joints requires accounting for many complex geometric and material
factors as well as complicated contact effects. Such systems cannot be solved with the known
analytical methods of elasticity theory, but it has been made possible nowadays due to
numerical methods and advanced FEM programs (for example FEM ADINA system).
The simplified model of a foundation bolt joint with a chock, adopted for the purposes
of this work, made it possible to determine the states of stress and strain in the joint exerted
by pre-tension alone as well as appearing in its operation. Moreover, it made it possible
Contents Previous view Exit
Contents Previous view Exit
162 6. Research on resin compounds used for foundation chocks
T = +20°C
T = –20°C
T = +80°C
Fig. 6.74. Deformed grids of finite elements, reduced stress fields and distributed normal forces exerted on
foundation chock in pre-tension state (a), after cooling down the joint (b), and heating it up (c)
Contents Previous view Exit
Contents Previous view Exit
6.17. Determination of the states of stress and strain in bolt joints with chocks made of EPY… 163
to carry out the analysis of the impact of the assumed pre-tension conditions, the applied
external forces, and the changes of temperature in the structure on the size of contact
area, distributions and values of contact forces, displacement fieldsin joint elements and
the actual force in the bolt.
Comparative analysis of the obtained computation results shows that the application of
compound instead of steel for the foundation chocks of machinery provides tighter contact
between the chock and bedplate, as well as more uniform distribution of surface forces,
which is true for both pre-tension state and operation conditions. As a result, foundation
bolt joints can be more reliable and durable.
The increase of temperature in the bolt joint with a compound chock, caused by running
the machine or other environmental factors, results in a slight (up to 20%) increase of tension
in foundation bolt joints, which is beneficial for the machinery. A slight drop of tension in
the bolt takes place in lowered temperatures, which may happen when the machinery is not
operated or is stored in the open space, for example on the deck of a ship.
Foundation bolt joints of real-life machinery are usually geometrically and physically
more complex than the models examined here. The analysis of their static and dynamic states
is possible now, but it can only be achieved through the application of more sophisticated
models, more complex programs, and computers with high processing power, and all these
measures are connected with significant costs.
Contents Previous view Exit
Contents Previous view Exit
Contents Previous view Exit
Contents Previous view Exit
BIBLIOGRAPHY
[1] Germanischer Lloyd: Richtlinien für die maschinenbaulichen Fundamentierung von Motoren
– Anlagen, Hamburg 1984.
[2] Technical guidelines to the operation of fitting steel chocks under main engines (“Zalecenia
technologiczne dotyczące pasowania podkładek stalowych pod silniki główne”), Szczecin
Shipyard document TT-01/432, Szczecin 1969 (unpublished).
[3] Gramašev D.L.: Montaż sudovo mechaničeskogo oborudovanija, Leningrad, Izdat. “Sudostroenie”
1968.
[4] Anti-vibration solutions used on ships (“Konstrukcje do zwalczania drgań na statkach”),
Information Bulletin of CBKO, 1965, Nr 7, p. 49.
[5] Biber W.: Flexible suspension of engines (total power 19850 KM) in the engine room of m/s
“Koningin Juliana” (“Elastyczne zawieszenie silników łącznej mocy 19850 KM w maszynowni
‘Koningin Juliana‘ ”), Information Bulletin of CBKSS, 1969, Nr 6, p. 10.
[6] Crede Ch.: Vibration and Shock Isolation, London, John Wiley and Sons, 1962.
[7] Rivin F. I.: Principles and criteria of vibration isolation of machinery, Trans. of the ASME, J. Of
Mechanical Design, 1979, vol. 101, No. 4, p. 682 — 692.
[8] Suspension of main engines on anti-vibration air bags (“Zawieszenie silników spalinowych na
poduszkach powietrznych zapobiegające drganiom”), Marine Engineer, 1965, No. 1068, p. 138.
[9] Presz A.: Flexible seating of engines aboard ships and in locomotives (“Elastyczne mocowanie
silników w statkach i lokomotywach”), “Silniki Spalinowe” periodical, 1963, issue no. 2, p. 45.
[10] Gitter H.: Flexible seating of combustion engines with a low number of cylinders (“Elastyczne
mocowanie silników spalinowych o małej liczbie cylindrów”), Information Bulletin of CBKSS,
1970, Issue no. 10, p. 10.
[11] Waśko L.: Vibration of machines installed on a flexible foundation suceptible to nonharmonic
excitations (“Drgania maszyn mocowanych elastycznie na fundamencie podatnym przy
wymuszeniu nieharmonicznym”), PhD Diploma Thesis, Lodz University of Technology, Łódź
1972 (unpublished)
[12] Wodzicki W.: Vibration of machines with deformable bodies supported elastically on a flexible
foundation (“Drgania maszyn o korpusach odkształcalnych podpartych elastycznie na podatnej
konstrukcji”), PhD Diploma Thesis, Lodz University of Technology, Łódź 1972 (unpublished).
[13] Flexible seating of shipboard machinery (“Mocowanie elastyczne urządzeń okrętowych”), CTO
documents TWD-33/65, TWD-36/69, Gdańsk 1965, 1969 (unpublished).
[14] Manual for seating of diesel generators on flexible rail-type shock absorbers (“Instrukcja montażu
zespołów prądotwórczych na amortyzatorach elastycznych typu szynowego”), Szczecin Shipyard
document TT-01/404-”A”, Szczecin 1969 (unpublished).
[15] Pietras Z.: Forced vibration of shipboard combustion engines installed on flexible chocks (“Drgania
wymuszone okrętowych silników spalinowych ustawionych na elastycznych podkładkach”),
Budownictwo Okrętowe periodical, 1973, Issue no. 3, p. 132.
Contents Previous view Exit
Contents Previous view Exit
166 Bibliography
[16] Kułakowski J.: A method for selection of flexible engine suspension elements (“Metoda doboru
elementów elastycznego zawieszenia silników”), Silniki Spalinowe periodical, 1969, Issue
no. 4, p. 48.
[17] Rutkowski J.: Practicable possibilities for lowering the level of noise on ships (“Realne możliwości
zmniejszenia natężenia hałasu na okrętach”), “Silniki Spalinowe” periodical, 1972, Issue no. 3,
p. 27.
[18] Szmalenberg Z., Gniewek-Węgrzyn M.: Flexible seating of a 6ZL40/48 main engine in a B490
passenger ferry (“Mocowanie elastyczne silnika głównego 6ZL40/48 na promie pasażerskim
B490”), “Budownictwo Okrętowe” periodical, 1977, Issue no. 5.
[19] Łopatowa H.: The problem of selecting optimum vibration isolation parameters for mechanical sys-
tems (“Zagadnienie doboru optymalnych parametrów wibroizolacji dla układów mechanicznych”).
“Wibroakustyka” periodical, Kraków, published by AGH University of Technology, 1976.
[20] Grabowski M.: Selection of vibration isolation devices and determination of vibration isolation
effectiveness (“Dobór wibroizolatorów i ustalenie skuteczności wibroizolacji”), “Przegląd
Mechaniczny” periodical, 1976, Issue no. 7, p. 225.
[21] Tomaszewski K.: The problem of controlling vibration isolation parameters (“Zagadnienie
sterowania parametrów wibroizolacji”), “Wibroakustyka” periodical, Kraków, published by
AGH University of Technology, 1976.
[22] Goliński J.A., Bulzak-Mrozowska L.: Vibration Isolation (“Wibroizolacja”), Wrocław, published
by Wrocław University of Technology, 1976.
[23] Cempel Cz.: Applied vibration and noise isolation (“Wibroakustyka stosowana”), Warsaw –
Poznań, PWN 1978.
[24] Pisarenko G.S., Jakowlew A.P., Matwiejew W.W.: The problems of vibration isolation in
construction materials (“Własności tłumienia drgań materiałów konstrukcyjnych”), Warsaw,
WNT 1976.
[25] Grudziński K., Jaroszewicz W., Lorkiewicz J.: Seating of machinery on resin compound chocks
(“Posadawianie maszyn na podkładkach z tworzywa sztucznego”), “Przegląd Mechaniczny”
periodical, 1983, Issue no. 21, p. 9 — 15.
[26] Grudziński K., Jaroszewicz W., Lorkiewicz J.: Chemically hardened resin chocks in ship machinery
foundations, “Budownictwo Okrętowe” periodical, 1986, Issue no. 11, p. 479 — 484.
[27] Grudziński K.: Development of Polish resin compounds and the technology of ship machinery seating
arrangements based on these compounds (“Rozwój polskich tworzyw i technologii posadawiania na
nich maszyn i urządzeń okrętowych”), “Budownictwo Okrętowe i Gospodarka Morska” periodical,
1993, July — August issue, p. 11 — 13.
[28] Grudziński K., Jaroszewicz W.: ISO 9002 certificate for Polish chocking compound EPY and the
seating of ship engines by using this compound (“Certyfikat ISO 9002 dla polskiego tworzywa EPY
i posadawiania na nim silników okrętowych”), “Budownictwo Okrętowe i Gospodarka Morska”
periodical, 1995, Issue no. 1, p. 11 — 13.
[29] Grudziński K., Jaroszewicz W., Kołodziejski W., Klimczak R.: New repair technique for heavy
machinery exemplified by the repair of GMVH-12 compressor/engine units (“Nowy sposób naprawy
posadowienia ciężkich maszyn i urządzeń na przykładzie motosprężarek GMVH-12”), “Przegląd
Mechaniczny” periodical, 1995, z. 21, p. 21 — 24.
Contents Previous view Exit
Contents Previous view Exit
Bibliography 167
[30] Grudziński K., Jaroszewicz W.: Special chocking compound for foundation chocks of ship
machinery (“Specjalne tworzywo na podkładki fundamentowe maszyn i urządzeń okrętowych”),
in the Materials of the Science-Technology Conference “New materials and new material
technologies in shipbuilding and mechanical industry”, Szczecin — Świnoujście 1998,
10 — 13.09.1998, Vol. I, p. XXII — XXX.
[31] Grudziński K.: Joints of mechanical construction elements — tasks, modelling and calculations
(“Rola, modelowanie i obliczanie połączeń elementów w konstrukcjach maszynowych”) in the
Materials of 13th Symposium of Machine Design Fundamentals, Szczecin — Świnoujście 1987,
Papers about particular issues (Referaty Problemowe), p. 61 — 87.
[32] Kałuzinski S.: More accurate methods for calculation of bolt joints (“Dokładniejsze sposoby
obliczania połączeń śrubowych”), “Silniki Spalinowe” periodical, 1972, Issue no. 1.
[33] Grudziński K., Jaroszewicz W., Konowalski K.: Research into the impact of paint coat presence
on the settling of ship machinery installed on chocks made of EPY compound (“Badania wpływu
powłok malarskich na osiadanie maszyn i urządzeń okrętowych posadawianych na podkładkach
z tworzywa EPY”), “Budownictwo Okrętowe i Gospodarska Morska” periodical, 1997, Issue
no. 10, p. 23 — 28.
[34] Ratajczak J.: Vibration isolation characteristics of EPY compound used for ship machinery
foundation chocks (“Wibroizolacyjne właściwości tworzywa EPY stosowanego na podkładki
fundamentowe maszyn i urządzeń okrętowych”), MSc diploma thesis, Technical University of
Szczecin, Faculty of Maritime Engineering, Szczecin 1995 (unpublished).
[35] Kawiak R., Grudziński K., Grudziński P., Jaroszewicz W.: Research into strength and vibroinsulation
properties of EPY resin, Polish Maritime Research, 1994, No. 1, p.17 — 21.
[36] Grudziński P.: Modelling and testing of elastic and damping characteristics of the compounds used
for the seating of machinery (“Modelowanie i badania własności sprężysto-tłumiących tworzyw
stosowanych w posadawianiu maszyn”), PhD diploma thesis, Technical University of Szczecin,
Faculty of Mechanical Engineering, Szczecin 1998 (unpublished).
[37] Ratajczak J., Grudziński K.: Research into elastic and damping properties of EPY chocking
compound at low values of compression stress (“Badania sprężystych i tłumiących właściwości
tworzywa EPY przy małych wartościach naprężeń ściskających”). Materials Engineering, in
the Materials of the Science – Technology Conference “New materials and new material
technologies in shipbuilding and mechanical industry”. Szczecin — Świnoujście 1998,
Vol. II, p. 679 — 684.
[38] Polish Register of Shipping: Requirements for foundation chocks made of resin compounds
(“Wymagania dla podkładek fundamentowych z tworzyw sztucznych”), Publication no. 3/I,
Gdańsk 1981.
[39] Smith W.: Resin chocks, Paper No. 2, Session, London, Lloyd’s Register Technical Association
1984 — 85.
[40] Germanischer Lloyd: Richtlinien über die Zulassung und Werkstoffen (Reaktionsharze) zur
Instalierung und Fundamentierung von Bauteilen, Hamburg 1992.
[41] Kawiak R.: Determination and analysis of stresses and deformations in bolts joints, accounting
for contact compliance (“Wyznaczenie i analiza naprężeń i przemieszczeń w złączu śrubowym
z uwzględnieniem podatności stykowej”), PhD diploma thesis, Technical University of Szczecin,
Faculty of Mechanical Engineering, Szczecin 1984 (unpublished).
Contents Previous view Exit
Contents Previous view Exit
168 Bibliography
[42] Lorkiewicz J., Grudziński K., Jaroszewicz W.: Manufacturing methods for chemically curing
foundation chocks, used particularly in shipbuilding (“Sposób wytwarzania chemoutwardzalnych
podkładek fundamentowych, zwłaszcza w okrętownictwie”), patent description no. 134437 of
31.12.1980, Patent Office of People’s Republic of Poland, Warsaw 1987.
[43] Jaroszewicz W., Kownacki S., Lorkiewicz J., Łabuć L.: Foundation bolt joint with bolts fitted to
resin compound, used particularly for installations of ship machinery (“Fundamentowe złącze
śrubowe ze śrubami pasowanymi w tworzywie sztucznym, szczególnie do posadawiania maszyn
i urządzeń okrętowych”), patent description no. 141627 of 02.07.1984, Patent Office of People’s
Republic of Poland, Warsaw 1988.
[44] Jaroszewicz W., Łuba A.: Manufacturing methods of chemically curing foundation chocks (“Sposób
wytwarzania chemoutwardzalnych podkładek fundamentowych”), patent description no. 274878
z 14.04.1989, Patent Office of Poland, Warsaw 1993.
[45] Lloyd’s Register of Shipping: Technical Report No. 88/9621, London 1990.
[46] Grudziński K., Jaroszewicz W., Parosa R., Reszke E.: Microwave curing of ship engine foundation chocks
made of chemically curing EPY compound (“Mikrofalowe utwardzanie podkładek fundamentowych
silników okrętowych odlewanych z tworzywa chemoutwardzalnego EPY”), in the Conference
Materials “Progress in Electrical Engineering”, Szklarska Poręba 1994, p. 81 — 87.
[47] Grudziński K., Jaroszewicz W.: Microwave curing of chocks cast in EPY compound for use in
shipboard machinery setting, in Marine Technology and Transportation, Southampton, Boston,
Computational Mechanics Publications 1995, p. 309 — 315.
[48] Ratajczak D.: Microwave curing of EPY compound used for ship machinery foundation chocks
(“Mikrofalowe utwardzanie tworzywa EPY stosowanego na podkładki fundamentowe maszyn
i urządzeń okrętowych”), MSc diploma thesis, Technical University of Szczecin, Faculty of
Maritime Engineering, Szczecin 1995 (unpublished).
[49] Grudziński K., Witek A. et al.: Research into dynamic properties of chocking compounds used
for foundation chocks in machinery seating (“Badania dynamicznych właściwości tworzyw
sztucznych stosowanych na podkładki fundamentowe w posadawianiu maszyn i urządzeń”),
report from the execution of a research project no. 7T07C01611, Technical University of
Szczecin, Chair of Mechanics and Machine Elements, Szczecin 1999 (unpublished).
[50] Grudziński K., Konowalski K., Ratajczak J.: Comparative research into mechanical properties of
resin compounds used for machinery foundation chocking (“Badania porównawcze właściwości
mechanicznych tworzyw sztucznych stosowanych na podkładki fundamentowe maszyn”),
in the Materials of 19 th Scientific Session of Shipbuilders “Marine Technology 2000”,
Szczecin — Dziwnówek, May 2000, p. 117 — 126.
[51] Germanischer Lloyd: Richtlinien für die maschinenbauliche Fundamentierung von Motorenanlagen,
Hamburg 1984.
[52] Germanischer Lloyd: Richtlinien für die maschinenbauliche Fundamentierung von Antriebsanlagen,
Anhang C, Hamburg 1995.
[53] Marine Service Jaroszewicz: Seating of main engines and gears (“Posadawianie silników głównych i
przekładni”), procedure no. P-08/4.9/V of 05.02.2000, Szczecin 2000 (unpublished).
[54] Guidelines for the seating of main engines on chemically curing foundation chocks (“Ramowa
technologia posadowienia SG na podkładkach z tworzywa chemoutwardzalnego”), document
no. T421-02, Szczecin Shipyard S.A. Design Office, Szczecin 1994 (unpublished).
Contents Previous view Exit
Contents Previous view Exit
Bibliography 169
[55] Jaroszewicz W., Łuba A.: P atent no.158551 for the invention Chemically curing foundation
chocks – manufacturing methods (“Sposób wytwarzania chemoutwardzalnych podkładek
fundamentowych”), Warsaw 1993.
[56] Barber Colman Company: A Hand-Held Portable Hardness Tester, Product Information 1260/DB
10-2, Loves Park, August 1989.
[57] Marine Service Jaroszewicz: Hazardous chemical substance characteristics card — EPY chocking
compound (“Karta charakterystyki niebezpiecznej substancji chemicznej. Tworzywo EPY”),
Szczecin 2001 (unpublished).
[58] Zakłady Chemiczne “Organika-Sarzyna” w Nowej Sarzynie: Hazardous chemical substance
characteristics card. Z-1 Hardener (“Karta charakterystyki niebezpiecznej substancji chemicznej.
Utwardzacz Z-1”), Nowa Sarzyna 2000 (unpublished).
[59] Gas Denitrification Plant “KRIO” in Odolanów, Poland: Letter DT/129/93 of 16.12.1993, concerning
the evaluation of effectiveness of compressor unit GMVH-12 installation according to the method
proposed by Techmarin company, with regard to vibration damping properties in a whole frequency
range noxious to human operators (1-500 Hz), Odolanów 1993 (unpublished).
[60] Report on vibration measurements on compressor units in Mackowice pumping station,
(“Sprawozdanie z pomiarów drgań motosprężarek w przepompowni Mackowice”), Naval
Academy of Poland (Akademia Marynarki Wojennej), Institute of Technical Maintenance of
Ships, Gdynia 1996 (unpublished).
[61] Polish Register of Shipping: Rules for the classification and building of seagoing ships (“Przepisy
klasyfikacji i budowy statków morskich”). Part II — Materials, Gdańsk 1974.
[62] Research into creep and thermal deflection testing of EPY compound — report (“Raport z badań
pełzania oraz ugięcia cieplnego tworzywa EPY”), Technical University of Szczecin, Chair of
Mechanics and Machine Elements, Szczecin, 1994 (unpublished).
[63] Stühler W.: Dämpfung – Entstehung Beschreibungsformen, Auswirkung und Abhängigkeiten,
Grundreferat, VDI-Berichte NR.1082, Düsseldorf 1993, s. 85 — 105.
[64] Łączkowski R.: Vibration and acoustics of machinery (“Wibroakustyka maszyn i urządzeń”),
Warszawa, WNT 1983.
[65] Goliński J.A.: Machinery vibration isolation (“Wibroizolacja maszyn i urządzeń”), Warszawa,
WNT 1979.
[66] Cremer L., Heckl M.: Körperschall, Berlin, Springer Verlag 1982.
[67] Demkin N.B.: Kontaktirovanie šerechovatych poverchnostej, Moskva, Izdat. “Nauka” 1970.
[68] Kawiak R.: Charactristics of bolt joints with chocks made of chemically curing compound (“Charak-
terystyki połączeń śrubowych z podkładkami wyrównawczymi z tworzywa chemoutwardzalnego”),
Machine Technology and Automation Archives (Archiwum Technologii Maszyn i Automatyzacji),
1995, z. 14, p. 245 — 254.
[69] Niezgodziński M.E., Niezgodziński T.: Strength of materials (“Wytrzymałość materiałów”),
Edition XIII, Warsaw, PWN 1984.
[70] Kawiak R.: Use of polymer composites for modification of bolt joint characteristics (“Zastosowanie
kompozytów polimerowych w celu modyfikacji właściwości połączeń śrubowych”), in the Materials
of the 7th Seminar on Resin Compounds in Machine Constructions (“Tworzywa Sztuczne
w Budowie Maszyn”), Kraków 1997, p. 169 — 173.
Contents Previous view Exit
Contents Previous view Exit
170 Bibliography
[71] Grudziński K., Konowalski K., Kawiak R.: Report no. 1/97 on testing of paint coat presence
impact on settling of main engines and other machinery (“Raport nr 1/97 z badań wpływu
powłok malarskich na osiadania silnika głównego i innych mechanizmów na fundamentach”),
Technical University of Szczecin, Chair of Mechanics and Machine Elements, Szczecin,
1997 (unpublished).
[72] Propeller shaft sterntube assembling based on use of EPY chocking compound — report on design
analysis and model tests (“Raport z analizy konstrukcji i badań modelowych montażu pochwy
wału śrubowego przy zastosowaniu tworzywa EPY”), Technical University of Szczecin, Chair of
Mechanics and Machine Elements, Szczecin 1994 (unpublished).
[73] Drewek J.: Chemically curing compound EPY thermal conductivity measurements — protocol
(“Protokół z pomiarów współczynnika przewodności cieplnej tworzywa chemoutwardzalnego EPY”),
Technical University of Szczecin, Chair of Heat Engineering, Szczecin 1990 (unpublished).
[74] Grudziński K., Kawiak R., Tuczyński: Linear thermal expansion coefficient of EPY chocking
compound (“Współczynnik liniowej rozszerzalności cieplnej tworzywa podkładkowego EPY”),
research results no. 17/1991, Technical University of Szczecin, Chair of Mechanics and Machine
Elements, Szczecin 1991 (unpublished).
[75] Cudny K.: Shaft lines of ships (“Linie wałów okrętowych”), Gdańsk, Wydawnictwo Morskie 1976.
[76] Kawiak R.: Research into load-carrying ability of bolts anchored in concrete by using EPY chocking
compound (“Badanie nośności zakotwień śrub w betonie wykonanych przy użyciu tworzywa
EPY”), report no. 1/98, Technical University of Szczecin, Chair of Mechanics and Machine
Elements, Szczecin 1998 (unpublished).
[77] Kawiak R.: Anchoring of foundation bolts by using polymer composites (“Osadzanie śrub
fundamentowych za pomocą kompozytów polimerowych”), in the Materials of the 19th Symposium
on Fundamentals of Machine Design, Zielona Góra — Świnoujście, September 1999, materials,
Vol. I, p. 481 — 486.
[78] Technology of mountings (“Technika zamocowań”), HILTI Catalogue, Schaan 1996.
[79] Report on research into the impact of long time exposure to high temperature and humidity
on dielectric properties of EPY chocking compound (“Sprawozdanie z badania wpływu WGS na
własności dielektryczne tworzywa EPY”), Technical University of Szczecin, Institute of Electrical
Engineering, Szczecin 1995 (unpublished).
[80] Krukowski A., Tutaj J.: Deforming joints (“Połączenia odkształceniowe”), Warsaw, PWN 1987.
[81] Konowalski K., Ratajczak J., Tuczyński L.: Research on liquid nitrogen cooling of EPY compound
and its impact on the compression strength and impact strength (“Badania wpływu oziębienia
tworzywa EPY w ciekłym azocie na jego wytrzymałość na ściskanie oraz udarność”), report no. 2/96,
Technical University of Szczecin, Chair of Mechanics and Machine Elements, Szczecin, 1996
(unpublished).
[82] Korewa W., Zygmunt K.: Fundamentals of machine design (“Podstawy konstrukcji maszyn”),
Part II, Warsaw, WNT 1973.
[83] Grudziński K., Sobczak Ł.: Modelling and calculations of a bolt joint including a layer of a polymer
composite by using the finite elements method (“Modelowanie i obliczanie za pomocą MES
połączenia śrubowego z warstwą kompozytu polimerowego”), Silesian University of Technology,
Scientific Bulletins of the Chair of Applied Mechanics (Zeszyty Naukowe Katedry Mechaniki
Stosowanej), 2001, issue no. 15, p. 125 — 130.
Contents Previous view Exit
Contents Previous view Exit
THE CHRONOLOGICAL LIST OF RESEARCH REPORTS CONCERNING
POLISH RESIN COMPOUNDS USED FOR FOUNDATION CHOCKS, AND
THEIR PRACTICAL APPLICATIONS FOR THE SEATING OF MACHINERY
1. Gluing technology in shipbuilding (“Klejenie w konstrukcjach okrętowych”), scientific research
work report, Technical University of Szczecin, Institute of Mechanical Engineering (Instytut
Budowy Maszyn), Technical Mechanics Section (Zakład Mechaniki Technicznej), Szczecin
1971 (unpublished).
2. Gluing technology in shipbuilding (“Klejenie w konstrukcjach okrętowych”), scientific research
work report. Technical University of Szczecin, Institute of Mechanical Engineering (Instytut
Budowy Maszyn), Technical Mechanics Section (Zakład Mechaniki Technicznej), Szczecin
1972 (unpublished).
3. Jaroszewicz W.: Fundamental problems of flexible machinery mounting in shipbuilding
(“Podstawowe problemy elastycznego mocowania maszyn i urządzeń okrętowych”), MSc diploma
thesis, Technical University of Szczecin, Faculty of Mechanical Engineering and Shipbuilding
(Wydział Budowy Maszyn i Okrętów), Technical Mechanics Section (Zakład Mechaniki
Technicznej), Szczecin 1973 (unpublished).
4. Gluing technology in shipbuilding (“Klejenie w konstrukcjach okrętowych”), scientific research
work report, Technical University of Szczecin, Institute of Mechanical Engineering (Instytut
Budowy Maszyn), Technical Mechanics Section (Zakład Mechaniki Technicznej), Szczecin
1974 (unpublished).
5. Tests of resin foundation chocks used aboard m/s “Kapitan Ledóchowski” (“Badania podkładek
fundamentowych z tworzywa sztucznego na m/s “Kapitan Ledóchowski”), materials, Maritime
University of Szczecin, Szczecin 1975 (unpublished).
6. Resin compound foundation chocks used under shipboard machinery (“Podkładki z tworzyw
sztucznych pod maszyny i urządzenia okrętowe”), scientific research work report, Technical
University of Szczecin, Institute of Mechanical Engineering (Instytut Budowy Maszyn),
Technical Mechanics Section (Zakład Mechaniki Technicznej), Szczecin 1976 (unpublished).
7. Research methods and usability evaluation criteria applicable to compounds used for foundation
chocks (“Metody badań i kryteria oceny przydatności tworzyw na podkładki”), scientific research
work report, Technical University of Szczecin, Institute of Materials Engineering (Instytut
Inżynierii Materiałowej), Technical Mechanics Section (Zakład Mechaniki Technicznej),
Szczecin 1977 (unpublished).
8. Characteristics of compounds used for foundation chocks of ship main engines and auxiliiary
machinery (“Charakterystyka tworzyw stosowanych na podkładki fundamentowe do posad-
awiania silników głównych i okrętowych mechanizmów pomocniczych”), scientific research
work report, Technical University of Szczecin, Institute of Materials Engineering (Instytut
Inżynierii Materiałowej), Szczecin 1977 (unpublished).
Contents Previous view Exit
Contents Previous view Exit
172 The chronological list of research reports concerning polish plastic compounds used for foundation…
9. Installation technology for ship main engines and auxiliary machinery based on use of chemically
curing compound chocks (“Technologia wykonania posadowień silników głównych i okrętowych
mechanizmów pomocniczych na podkładkach z tworzywa chemoutwardzalnego”), scientific
research work report, Technical University of Szczecin, Institute of Materials Engineering
(Instytut Inżynierii Materiałowej), Szczecin 1977 (unpublished).
10. Industrial introduction works carried out in 1977 within the framework of a subject “Foundation
chocks of chemically curing compounds used for the seating of ship main engines and auxiliary
machinery” (“Prace wdrożeniowe zrealizowane w roku 1977 w ramach tematu: ‘Podkładki
fundamentowe z tworzywa chemoutwardzalnego do posadawiania silników głównych
i okrętowych mechanizmów pomocniczych‘ ”), scientific research work report, Technical
University of Szczecin, Institute of Materials Engineering (Instytut Inżynierii Materiałowej),
Szczecin 1977 (unpublished).
11. Design guidelines for the seating of ship main engines and auxiliary machinery on chemically curing
chocks (“Wytyczne projektowe dla konstrukcji posadowienia silników głównych i okrętowych
mechanizmów pomocniczych na podkładkach z tworzywa chemoutwardzalnego”), scientific
research work report, Technical University of Szczecin, Institute of Materials Engineering
(Instytut Inżynierii Materiałowej), Szczecin 1977 (unpublished).
12. Service manual for the seating of ship main engines and auxiliary machinery on chemically curing
chocks (“Instrukcja eksploatacji posadowień silników głównych i okrętowych mechanizmów
pomocniczych na podkładkach z tworzywa chemoutwardzalnego”), scientific research work
report, Technical University of Szczecin, Institute of Materials Engineering (Instytut Inżynierii
Materiałowej), Szczecin 1977 (unpublished).
13. Noise and vibration testing aboard B-491/I i II ferries in Świnoujście (“Badania drgań i hałasów
na promach B-491/I i II w Świnoujściu”), scientific research work report, Maritime University of
Szczecin, Institute of Basic Technical Sciences (Instytut Nauk Podstawowych Technicznych),
Szczecin 1977 (unpublished).
14. Noise and vibration testing aboard m/s “Kapitan Ledóchowski” (“Badania drgań i hałasów na
statku m/s “Kapitan Ledóchowski”), scientific research work report, Maritime University of
Szczecin, Institute of Basic Technical Sciences (Instytut Nauk Podstawowych Technicznych),
Szczecin 1977 (unpublished).
15. Industrial introduction works carried out in 1978 within the framework of a subject “Foundation
chocks made of chemically curing compounds for the seating of ship main engines and auxiliary
machinery” (“Prace wdrożeniowe realizowane w roku 1978 w ramach tematu: ‘Podkładki
fundamentowe z tworzywa chemoutwardzalnego do posadawiania silników głównych
i okrętowych mechanizmów pomocniczych‘ “), scientific research work report, Technical
University of Szczecin, Institute of Materials Engineering (Instytut Inżynierii Materiałowej),
Technical Mechanics Section (Zakład Mechaniki Technicznej), Szczecin 1978 (unpublished).
16. Laboratory tests carried out in 1978 within the framework of a subject “Foundation chocks made of
chemically curing compounds for the seating of ship main engines and auxiliary machinery” (“Prace
laboratoryjne realizowane w roku 1978 w ramach tematu: ‘Podkładki fundamentowe z tworzywa
chemoutwardzalnego do posadawiania silników głównych i okrętowych mechanizmów
pomocniczych‘ ”), scientific research work report, Technical University of Szczecin, Institute of
Materials Engineering (Instytut Inżynierii Materiałowej), Technical Mechanics Section (Zakład
Mechaniki Technicznej), Szczecin 1978 (unpublished).
Contents Previous view Exit
Contents Previous view Exit
The chronological list of research reports concerning polish plastic compounds used for foundation… 173
17. Grudziński K., Jaroszewicz W., Lorkiewicz J.: Testing of foundation bolt joints with chocks made
of chemically curing compound (“Badania fundamentowych złączy śrubowych z podkładką
z tworzywa chemoutwardzalnego”), in the Materials of 8th Symposium of Experimental Research
in Solid State Mechanics, Warsaw 1978, Papers Part 1, p. 176 — 187.
18. Laboratory tests carried out in 1979 within the framework of a subject “Foundation chocks made
of chemically curing compounds for the seating of ship main engines and auxiliary machinery”
(“Prace laboratoryjne zrealizowane w roku 1979 w temacie: ‘Podkładki fundamentowe z tworzywa
chemoutwardzalnego do posadawiania silników głównych i okrętowych mechanizmów
pomocniczych‘ ”), scientific research work report, Technical University of Szczecin, Institute of
Materials Engineering (Instytut Inżynierii Materiałowej), Technical Mechanics Section (Zakład
Mechaniki Technicznej), Szczecin 1979 (unpublished).
19. Industrial introduction projects carried out in 1979 within the framework of a subject “Founda-
tion chocks made of chemically curing compounds for the seating of ship main engines and
auxiliary machinery” (“Prace wdrożeniowe zrealizowane w roku 1979 w temacie: ‘Podkładki
fundamentowe z tworzywa chemoutwardzalnego do posadawiania silników głównych
i okrętowych mechanizmów pomocniczych’ ”), scientific research work report, Technical
University of Szczecin, Institute of Materials Engineering (Instytut Inżynierii Materiałowej),
Technical Mechanics Section (Zakład Mechaniki Technicznej), Szczecin 1979 (unpublished).
20. Jaroszewicz W.: Foundation chocks made of chemically curing compounds for the seating
of main engines and auxiliary machinery in ships (“Podkładki fundamentowe z tworzyw
chemoutwardzalnych pod okrętowe silniki główne i urządzenia pomocnicze”), PhD thesis,
Technical University of Szczecin 1980 (unpublished).
21. Lorkiewicz J., Grudziński K., Jaroszewicz W.: Manufacturing methods for chemically curing
foundation chocks, used particularly in shipbuilding (“Sposób wytwarzania chemoutwardzalnych
podkładek fundamentowych, zwłaszcza w okrętownictwie”), patent description no. 134437 of
31.12.1980, Patent Office of People’s Republic Of Poland, Warsaw 1987.
22. Open Sea Fishing and Fishery Services Company ODRA (“Przedsiębiorstwo Połowów
Dalekomorskich i Usług Rybackich ODRA”) w Świnoujściu: Letter TT/1452/81 of 12.12.1981
concerning “Combustion engine seating on epoxy chocks” (Posadowienia silników spalinowych
na podkładkach z tworzyw sztucznych), Świnoujście 1981 (unpublished).
23. Foundation chocks of chemically curing compounds for the seating of ship main engines
and auxiliary machinery (“Podkładki fundamentowe z tworzywa chemoutwardzalnego do
posadawiania silników głównych i okrętowych mechanizmów pomocniczych”), report on the
research projects carried out in 1981, Technical University of Szczecin, Institute of Materials
Engineering (Instytut Inżynierii Materiałowej), Technical Mechanics Section (Zakład Mechaniki
Technicznej), Szczecin 1981 (unpublished).
24. Grudziński K., Lorkiewicz J.: Information about “Impact of foundation chocks made of chemically
curing compounds on vibration and transmission of structural sound (“Informacja nt. ‘Wpływu
fundamentowych podkładek z tworzyw chemoutwardzalnych na drgania i rozprzestrzenianie się
dźwięków materiałowych’ ”), Technical University of Szczecin, Chair of Mechanics and Machine
Elements, Szczecin 1982 (unpublished).
25. Grudziński K., Jaroszewicz W., Lorkiewicz J.: The seating of machinery on resin compound chocks
(“Posadawianie maszyn na podkładkach z tworzywa sztucznego”), “Przegląd Mechaniczny”
periodical, 1983, no. 21, p. 9 — 15.
Contents Previous view Exit
Contents Previous view Exit
174 The chronological list of research reports concerning polish plastic compounds used for foundation…
26. Jaroszewicz W., Kownacki S., Lorkiewicz J., Łabuć L.: Foundation bolt joint with bolts fitted to
epoxy compound, used particularly for the seating of ship machinery (“Fundamentowe złącze
śrubowe ze śrubami pasowanymi w tworzywie sztucznym, szczególnie do posadawiania maszyn
i urządzeń okrętowych”), patent description no. 141627 of 02.07.1984, Patent Office of People’s
Republic of Poland, Warsaw 1988.
27. Lorkiewicz J.: Report on a controlled shear test of a bolt fitted in EPAX chocking compound, in
a model of a foundation bolt joint (“Sprawozdanie z próby ścinania technologicznego śruby
pasowanej w tworzywie EPAX w modelu fundamentowego złącza”), Technical University of
Szczecin, Chair of Mechanics and Machine Elements, Szczecin 1984 (unpublished).
28. Lorkiewicz J.: Report on compression strength testing of a holding down bolt model fitted in
a thin-walled tube of cast EPAX chocking compound (“Sprawozdanie z prób wytrzymałościowych
ściskania modelu śruby fundamentowej umocowanej w odlanej, cienkościennej tulei z tworzywa
EPAX”), Technical University of Szczecin, Chair of Mechanics and Machine Elements, Szczecin
1984 (unpublished).
29. Grudziński K., Lorkiewicz J.: Results of compression testing of thin-walled EPAX chocking
compound tubes (“Wyniki prób ściskania cienkich tulejek z tworzywa EPAX”), Technical University
of Szczecin, Chair of Mechanics and Machine Elements, Szczecin 1984 (unpublished).
30. Lorkiewicz J.: Results of additional tests on models of holding down bolts fitted to EPAX
chocking compound cast around them (“Wyniki dodatkowych badań modeli pasowanych śrub
fundamentowych zalewanych tworzywem EPAX”), Technical University of Szczecin, Chair of
Mechanics and Machine Elements, Szczecin 1985 (unpublished).
31. Grudziński K., Jaroszewicz W., Lorkiewicz J.: Chemically hardened resin chocks in ship machinery
foundations, “Budownictwo Okrętowe” periodical, 1986, Issue no. 11, p. 479 — 484.
32. Adamkiewicz A.: Usage of chemically curing compounds for the seating of main engines
and auxiliary machinery aboard ships, and of land machinery (“Zastosowanie tworzyw
chemoutwardzalnych do posadawiania okrętowych silników głównych i urządzeń pomocniczych
oraz posadowień lądowych”), “Budownictwo Okrętowe” periodical, 1988, Issue no. 8,
p. 33 — 34.
33. Jaroszewicz W., Łuba A.: Chemically curing foundation chocks — manufacturing methods
(“Sposób wytwarzania chemoutwardzalnych podkładek fundamentowych”), patent description
no. 158551 z 14.04.1989, Patent Office of Poland, Warsaw 1993.
34. Howson J.C., Tech B., Lane P.H.R.: EPY LR approval of a chocking compound for applications where
alignment is critical, Technical Report no. 88/9621, Lloyd’s Register, Materials Department,
London 1990 (unpublished).
35. Grudziński K., Lorkiewicz J., Tuczyński L.: Research results no. 46/90 — chemically curing
compounds — tensile strength testing (“Wyniki badań nr 46/90 na rozciąganie tworzywa
chemoutwardzalnego”), Technical University of Szczecin, Chair of Mechanics and Machine
Elements, Szczecin 1990 (unpublished).
36. Grudziński K., Lorkiewicz J.: Research results no. 47/90 — chemically curing compounds —
shear strength testing (“Wyniki badań nr 47/90 na ścinanie tworzywa chemoutwardzalnego”),
Technical University of Szczecin, Chair of Mechanics and Machine Elements, Szczecin 1990
(unpublished).
Contents Previous view Exit
Contents Previous view Exit
The chronological list of research reports concerning polish plastic compounds used for foundation… 175
37. Grudziński K., Lorkiewicz J., Tuczyński L.: Research results no. 48/90 — chemically curing
compounds — Young modulus testing (“Wyniki badań nr 48/90 modułu Younga tworzywa
chemoutwardzalnego”), Technical University of Szczecin, Chair of Mechanics and Machine
Elements, Szczecin 1990 (unpublished).
38. Grudziński K., Lorkiewicz J., Tuczyński L.: Research results no. 49/90 — chemically curing
compounds — creep testing (“Wyniki badań nr 49/90 pełzania tworzywa chemoutwardzalnego”),
Technical University of Szczecin, Chair of Mechanics and Machine Elements, Szczecin 1990
(unpublished).
39. Drewek J.: Chemically curing chocking compound EPY — protocol from thermal conductivity
measurements (“Protokół z pomiarów współczynnika przewodności cieplnej tworzywa chemo-
utwardzalnego EPY”), Technical University of Szczecin, Chair of Heat Engineering, Szczecin
1990 (unpublished).
40. Grudziński K., Kawiak R., Tuczyński: Water and oil impact on compression strength of EPY chocking
compound (“Wpływ wody i oleju na wytrzymałość na ściskanie tworzywa podkładkowego EPY”),
research results no. 14/91, Technical University of Szczecin, Chair of Mechanics and Machine
Elements, Szczecin 1991 (unpublished).
41. Grudziński K., Kawiak R., Tuczyński: EPY chocking compound creep (“Pełzanie tworzywa
podkładkowego EPY”), research results no. 15/1991, Technical University of Szczecin, Chair of
Mechanics and Machine Elements, Szczecin 1991 (unpublished).
42. Grudziński K., Kawiak R., Tuczyński: EPY chocking compound creep (“Pełzanie tworzywa
podkładkowego EPY”), research results no. 16/1991, Technical University of Szczecin, Chair of
Mechanics and Machine Elements, Szczecin 1991 (unpublished).
43. Grudziński K., Kawiak R., Tuczyński: Linear thermal expansion coefficient of EPY chocking
compound (“Współczynnik liniowej rozszerzalności cieplnej tworzywa podkładkowego EPY”),
research results no. 17/1991, Technical University of Szczecin, Chair of Mechanics and Machine
Elements, Szczecin 1991 (unpublished).
44. Grudziński K., Kawiak R., Tuczyński: Compression strength of EPY chocking compound
(“Wytrzymałość na ściskanie tworzywa podkładkowego EPY”), research results no. 18/1991,
Technical University of Szczecin, Chair of Mechanics and Machine Elements, Szczecin 1991
(unpublished).
45. Grudziński K., Kawiak R., Tuczyński: EPY chocking compound friction coefficient against steel
(“Współczynnik tarcia tworzywa podkładkowego EPY po stali”), research results no. 19/1991,
Technical University of Szczecin, Chair of Mechanics and Machine Elements, Szczecin 1991
(unpublished).
46. Grudziński K., Kawiak R.: Research results no. 20/91 of a foundation bolt joint model (“Wyniki
badań nr 20/91 modelu fundamentowego złącza śrubowego”), Technical University of Szczecin,
Chair of Mechanics and Machine Elements, Szczecin 1991 (unpublished).
47. Grudziński K., Kawiak R.: Research results no. 22/91 of a foundation bolt joint model (“Wyniki
badań nr 22/91 modelu fundamentowego złącza śrubowego”), Technical University of Szczecin,
Chair of Mechanics and Machine Elements, Szczecin 1991 (unpublished).
Contents Previous view Exit
Contents Previous view Exit
176 The chronological list of research reports concerning polish plastic compounds used for foundation…
48. Grudziński P.: Analysis of experimental methods for determination of rigidity and damping
properties of resins, in the “Report on experimental projects carried out as a part of statutory activity
in years 1991 — 1992” (“Analiza doświadczalnych metod wyznaczania sztywności oraz właściwości
tłumiących tworzyw sztucznych, w: Sprawozdanie merytoryczne z prac doświadczalnych
wykonanych w działalności statutowej w latach 1991 — 92”), task no. 027-0113/15-02 DzS,
Technical University of Szczecin, Chair of Mechanics and Machine Elements, Szczecin 1992
(unpublished).
49. Grudziński K., Kawiak R.: Testing of selected properties of EPY chocking compound (“Badania
wybranych własności tworzywa podkładkowego EPY”), Technical University of Szczecin, Chair
of Mechanics and Machine Elements, Szczecin 1992 (unpublished).
50. Kawiak R.: “Some reasons for decrease in time of bolts pre-tensioning values” Niektóre przyczyny
spadku wartości napięcia wstępnego śrub, “Przegląd Mechaniczny” periodical, 1992, Issue
no. 5 — 6, p. 12, 21 — 22.
51. Grudziński K.: Development of Polish resin compounds and the technology of ship machinery
seating based on these compounds (“Rozwój polskich tworzyw i technologii posadawiania na nich
maszyn i urządzeń okrętowych”), “Budownictwo Okrętowe i Gospodarka Morska” periodical,
1993, July — August, p. 11 — 13.
52. Grudziński P.: Research into dynamic properties of resin compounds used for the seating of
machinery (“Badania dynamicznych właściwości tworzyw sztucznych stosowanych w posadawianiu
maszyn”), report from statutory activity in years 1991 — 1992”, task no. 027-0213/018-05-01,
Technical University of Szczecin, Chair of Mechanics and Machine Elements, Szczecin 1993
(unpublished).
53. Grudziński P.: Research into damping properties of resin compounds used for the seating of
machinery (“Badanie własności tłumiących tworzyw sztucznych stosowanych w posadawianiu
maszyn”), in the Materials of 17th Symposium of Machine Design Fundamentals, Szczyrk
1993, Announcements, p. 63 — 64.
54. Gas Denitrification Plant “KRIO” in Odolanów, Poland: Letter DT/129/93 of 16.12.1993, concerning
the evaluation of effectiveness of compressor unit GMVH-12 seating according to the method
proposed by Techmarin company, with regard to vibration damping properties in a whole
frequency range noxious to human operators (1 – 500 Hz), Odolanów 1993 (unpublished).
55. Guido B., Lukowiak L., Parosa R., Reszke E.: The concept of a microwave curing method for chemically
curing EPY compound (“Projekt mikrofalowej metody utwardzania tworzywa chemoutwardzalnego
EPY”), Research and Development Company (Przedsiębiorstwo Wdrażania Postępu Naukowo-
Technicznego), Wrocław 1993 (unpublished).
56. Kawiak R.: Techniques for reduction of creep in foundation chocks cast from chemically curing
chocking compound (“Sposoby zmniejszenia pełzania fundamentowych podkładek odlanych
z tworzywa chemoutwardzalnego”), in the Materials of the VIth Conference on Non-ferrous
Metals in Shipbuilding Industry, Maritime University of Szczecin, Szczecin — Świnoujście
1993, p. 201 — 207.
57. Jaroszewicz W.: The technique for curing the chemically curing compound, and in particular
the foundation chocks made of this compound, in low temperatures (“Sposób utwardzania
kompozycji chemoutwardzalnej, zwłaszcza podkładek fundamentowych z tej kompozycji,
zwłaszcza w niskich temperaturach”), patent description no.169265 of 03.02.1993, Patent
Office of Poland, Warsaw 1996.
Contents Previous view Exit
Contents Previous view Exit
The chronological list of research reports concerning polish plastic compounds used for foundation… 177
58. Kawiak R.: Protocol no.27/93 from the attempt to fit the ring of Thordon resin in EPY chocking
compound (“Protokół nr 27/93 z próby mocowania pierścienia z tworzywa Thordon w tworzywie
podkładkowym EPY”), Technical University of Szczecin, Chair of Mechanics and Machine
Elements, Szczecin 1993 (unpublished).
59. Grudziński K., Jaroszewicz W., Grudziński P.: Research into vibration isolation properties of
EPY compound (“Badania wibroizolacyjnych właściwości tworzywa EPY”), in the Materials
of the XVI th Scientific Session of Shipbuilders, Szczecin — Dziwnówek 1994, Materials,
p. 159 — 165.
60. Kawiak R., Grudziński K., Grudziński P., Jaroszewicz W.: Research into strength and vibroinsulation
properties of EPY resin, Polish Maritime Research, 1994, Issue no. 1, p. 17 — 21.
61. Grudziński K., Jaroszewicz W., Parosa R., Reszke E.: Microwave curing of ship engine foundation
chocks made of chemically curing EPY compound (“Mikrofalowe utwardzanie podkładek
fundamentowych silników okrętowych odlewanych z tworzywa chemoutwardzalnego EPY”),
in the Materials of the Conference “Progress in Electrical Engineering”, Szklarska Poręba
1994, p. 81 — 87.
62. Kawiak R.: Chemically curing resin compounds in bolt joints (“Tworzywa chemoutwardzalne
w połączeniach śrubowych”), in the Materials of the VIIth Seminar on Resins in Machinery
Design, Kraków 1994.
63. Grudziński K., Kawiak R., Tuczyński L.: Research into creep and thermal deflection of testing
EPY compound — report (“Raport z badań pełzania oraz ugięcia cieplnego tworzywa EPY”),
Technical University of Szczecin, Chair of Mechanics and Machine Elements, Szczecin,
1994 (unpublished).
64. Malinowski L., Jaroszewicz W.: Determination of temperature field in propeller shaft stern
bearing installed by using EPY chocking compound — report (“Raport z wyznaczania pola
temperatury w łożysku rufowym wału śrubowego posadowionego przy użyciu tworzywa EPY”),
Szczecin 1994 (unpublished).
65. Grudziński K., Skierkowski A., Jaroszewicz W., et al.: Propeller shaft sterntube installation
based on use of EPY chocking compound — report on design analysis and model tests (“Raport
z analizy konstrukcji i badań modelowych montażu pochwy wału śrubowego przy zastosowaniu
tworzywa EPY”), Technical University of Szczecin, Chair of Mechanics and Machine Elements,
Szczecin 1994 (unpublished).
66. Kawiak R.: Testing protocol no. 23/94 — EPY chocking compound viscosity (“Protokół badań
nr 23/94 lepkości tworzywa EPY”), Technical University of Szczecin, Chair of Mechanics and
Machine Elements, Szczecin 1994 (unpublished).
67. Wypychowski K., Ratajczak D., Jaroszewicz W.: Quality System Books. Quality Management
System of ISO 9002 standard (“Księgi jakości. System zarządzania jakością wg normy ISO 9002”),
Marine Service Jaroszewicz, Szczecin 1994 — 1997 (unpublished).
68. Grudziński K., Jaroszewicz W.: Microwave curing of chocks cast in EPY compound for use in
shipboard machinery settings, in the Marine Technology and Transportation, Southampton UK,
Boston, Computational Mechanics Publications 1995, p. 309 — 315.
69. Grudziński K., Jaroszewicz W.: ISO 9002 certificate for Polish chocking compound EPY and the
seating of ship engines based on use of this compound. (“Certyfikat ISO 9002 dla polskiego tworzywa
EPY i posadawiania na nim silników okrętowych”), “Budownictwo Okrętowe i Gospodarka Morska”
periodical, 1995, Issue no. 1, p. 14 — 15.
Contents Previous view Exit
Contents Previous view Exit
178 The chronological list of research reports concerning polish plastic compounds used for foundation…
70. Grudziński K., Jaroszewicz W., Kołodziejski W., Klimczak R.: New repair technique for heavy
machinery exemplified by the repair of GMVH-12 compressor/engine units (“Nowy sposób naprawy
posadowienia ciężkich maszyn i urządzeń na przykładzie motosprężarek GMVH-12”), “Przegląd
Mechaniczny” periodical, 1995, z. 21, p. 21 — 24.
71. Inspection testing of vibration parameters after the reinstallation of compressor unit (“Badania
kontrolne parametrów drgań po wykonaniu przebudowy posadowienia zespołu sprężarkowego”),
Gas Industry Plant in Rembelszczyna near Warsaw. Executed by the team under direction of
Prof. G. Bąk (Eng), Warsaw 1995 (unpublished).
72. Ratajczak J.: Vibration isolation characteristics of EPY compound used for ship machinery
foundation chocks (“Wibroizolacyjne właściwości tworzywa EPY stosowanego na podkładki
fundamentowe maszyn i urządzeń okrętowych”), MSc diploma thesis, Technical University of
Szczecin, Faculty of Maritime Engineering, Szczecin 1995 (unpublished).
73. Ratajczak D.: Microwave curing of EPY compound used for ship machinery foundation chocks
(“Mikrofalowe utwardzanie tworzywa EPY stosowanego na podkładki fundamentowe maszyn
i urządzeń okrętowych”), MSc diploma thesis, Technical University of Szczecin, Faculty of
Maritime Engineering, Szczecin 1995 (unpublished).
74. Grudziński K., Konowalski K.: Fatigue compression strength testing of EPY chocking compound —
report (“Raport z badań wytrzymałości zmęczeniowej na ściskanie tworzywa EPY”), Technical Uni-
versity of Szczecin, Chair of Mechanics and Machine Elements, Szczecin 1995 (unpublished).
75. Grudziński K., Kawiak R., Konowalski K., Tuczyński L.: Theoretical and experimental fundamentals
of a rudder assembly liner installation procedure based on use of EPY chocking compound
(“Podstawy teoretyczno–doświadczalne montażu tulei zestawu sterowego przy użyciu tworzywa
EPY”), document prepared on the order by Szczecin Shipyard S.A, Technical University of
Szczecin, Chair of Mechanics and Machine Elements, Szczecin 1995 (unpublished).
76. Grudziński K., Kawiak R., Jaroszewicz W.: Problems of machine elements contact over a thin layer
of chemically curing compound (“Zagadnienia kontaktu elementów maszyn przy zastosowaniu
cienkiej warstwy tworzywa chemoutwardzalnego”), in the Materials of a Science-Technology
Conference “Contemporary Problems in Machinery Design and Service”, Technical University
of Szczecin, Faculty of Mechanics Engineering, Szczecin 1996, p. 83 — 92.
77. Grudziński K., Ratajczak J.: Determination of a loss factor and the dynamic rigidity of EPY
chocking compound (Wyznaczenie współczynnika strat oraz dynamicznej sztywności tworzywa
EPY), in Materials of a Science-Technology Conference “Contemporary Problems in Machinery
Design and Service”, Technical University of Szczecin, Faculty of Mechanics Engineering,
Szczecin 1996, p. 93 — 102.
78. Grudziński K., Jaroszewicz W., Orzechowski S.: Seating of heavy mining machinery on foundation
chocks cast from EPY chocking compound (“Posadawianie ciężkich maszyn i urządzeń górniczych
na podkładkach fundamentowych odlewanych z tworzywa EPY”), in the Materials of the
International Science-Technology Conference “Mine Shaft Transport” 1996, Gliwice 1996,
Vol. 2, p. 151 — 155
79. Grudziński K., Ratajczak J.: Research into damping properties of EPY chocking compound used
for heavy machinery chocks (“Badanie tłumiących właściwości tworzywa EPY stosowanego na
podkładki fundamentowe ciężkich maszyn”), in the Materials of a 2nd Science-Technology
Conference “Polymers and Constructional Composites”, Silesian University of Technology,
Katedra Budowy Maszyn, Ustroń 1996, p. 279 — 286.
Contents Previous view Exit
Contents Previous view Exit
The chronological list of research reports concerning polish plastic compounds used for foundation… 179
80. Report on vibration measurements on compressor units in Mackowice pumping station,
(“Sprawozdanie z pomiarów drgań motosprężarek w przepompowni Mackowice”), Naval Academy
of Poland (Akademia Marynarki Wojennej), Institute of Technical Maintenance of Ships, Gdynia
1996 (unpublished).
81. Witek A., Grudziński P.: Identification of elastic-damping properties of epoxy compound chocks in
forced vibration situation (“Identyfikacja parametrów sprężysto-tłumiących podkładek z tworzyw
sztucznych w warunkach drgań wymuszonych”), a paper presented at a meeting of Mechanical
Engineering Committee of Polish Academy of Sciences (Polska Akademia Nauk), Szczecin
1996 (unpublished).
82. Grudziński K., Konowalski K., Ratajczak J., Tuczyński L.: Research into use of EPY chocking
compound for the seating of anchoring/mooring windlasses (“Badania tworzywa EPY w aspekcie
jego zastosowania na podkładki fundamentowe wind kotwicznych i cumowniczych”), report
no. 3/96, Technical University of Szczecin, Chair of Mechanics and Machine Elements, Szczecin
1996 (unpublished).
83. Konowalski K., Ratajczak J., Tuczyński L.: Research on liquid nitrogen cooling of EPY compound
and its impact on the compression strength and impact strength (“Badania wpływu oziębienia
tworzywa EPY w ciekłym azocie na jego wytrzymałość na ściskanie oraz udarność”), report no. 2/96,
Technical University of Szczecin, Chair of Mechanics and Machine Elements, Szczecin, 1996
(unpublished).
84. Grudziński K.: Mechanical characteristics of direct contact (butt) joints and joints with a thin
layer of resin compound (“Charakterystyki mechaniczne połączeń stykowych bezpośrednich oraz
z cienką warstwą tworzywa”), in the Materials of the IIIrd Professors’ Workshop, Mechanical
Engineering Committee of Polish Academy of Sciences (PAN), Koszalin 1997.
85. Grudziński K., Konowalski K., Kawiak R.: Report no. 1/97 on testing the impact of paint coat
presence on settling of main engines (or other machinery) on their foundations (“Raport no. 1/97
z badań wpływu powłok malarskich na osiadanie silnika głównego i innych mechanizmów na
fundamentach”), Technical University of Szczecin, Chair of Mechanics and Machine Elements,
Szczecin, 1997 (unpublished).
86. Grudziński K., Jaroszewicz W., Konowalski K.: Research into the impact of paint coat presence
on the settling of ship machinery installed on chocks made of EPY compound (“Badania wpływu
powłok malarskich na osiadanie maszyn i urządzeń okrętowych posadowianych na podkładkach
z tworzywa EPY”), “Budownictwo Okrętowe i Gospodarka Morska” periodical, 1997, Issue
no. 10, October, p. 23 — 28.
87. Witek A., Grudziński P.: Identification of elastic — damping properties of resin compound chocks in
machine subassembly joints (“Identyfikacja własności sprężysto-tłumiących podkładek z tworzywa
sztucznego w połączeniach podzespołów maszyn”), in the Materials of the XVIIIth Symposium of
Fundamentals of Machine Design, Kielce — Ameliówka 1997, Part III, p. 293 — 298.
88. Grudziński K., Jaroszewicz W.: Special chocking compound for foundation chocks of ship
machinery (“Specjalne tworzywo na podkładki fundamentowe maszyn i urządzeń okrętowych”),
in the Materials of the Science-Technology Conference “New materials and new material
technologies in shipbuilding and mechanical industry”. Szczecin — Świnoujście 1998,
Vol. I, p. XXII — XXX.
Contents Previous view Exit
Contents Previous view Exit
180 The chronological list of research reports concerning polish plastic compounds used for foundation…
89. Grudziński K., Konowalski K., Jaroszewicz W.: Seating of deck machinery on foundation chocks made
of chemically curing compounds (“Posadawianie urządzeń pokładowych na podkładkach odlewanych
z tworzywa chemoutwardzalnego”), in the Materials of the IVth Conference “Shipbuilding and
Maritime Engineering”, Międzyzdroje 03 — 05.06.1998, published by the Technical University
of Szczecin in 1998, p. 123 — 132.
90. Grudziński P., Ratajczak J.: Research into rheologic properties of EPY chocking compound used for
machinery foundation chocks (“Badania reologicznych właściwości tworzywa EPY stosowanego
na podkładki fundamentowe maszyn”), in the Materials of the Science-Technology Conference
“New materials and new material technologies in shipbuilding and mechanical industry”.
Szczecin — Świnoujście 1998, Vol. II, p. 661 — 666.
91. Ratajczak J., Grudziński K.: Research into elastic-damping properties of EPY chocking compound
at low values of compression stress (“Badania sprężystych i tłumiących właściwości tworzywa EPY
przy małych wartościach naprężeń ściskających”), in the Materials of the Science-Technology
Conference “New materials and new material technologies in shipbuilding and mechanical
industry”. Szczecin — Świnoujście 1998, Vol. II, p. 679 — 684.
92. Kawiak R.: Research into load-carrying ability of bolts anchored in concrete by using EPY chocking
compound (“Badanie nośności zakotwień śrub w betonie wykonanych przy użyciu tworzywa
EPY”), report no. 1/98, Technical University of Szczecin, Chair of Mechanics and Machine
Elements, Szczecin 1998 (unpublished).
93. Grudziński K., Konowalski K., Tuczyński L.: Experimental determination of the creep characteristics
of chocking resins, report no. 2/98, Technical University of Szczecin 1998 (unpublished).
94. Witek A., Grudziński P.: Experimental examination of elastic–damping properties of resin
compounds in forced vibration conditions (Doświadczalne badania wlaściwości sprężysto-
tłumiących tworzyw sztucznych w warunkach drgań wymuszonych), in the Proceedings of
the Conference on Computational Methods and Experimental Measurements’99, Sorrento,
Italy 1999, p. 483 — 491.
95. Witek A., Grudziński P.: Accuracy analysis of an identification method of the parameters of
resin compound chocks used in machine foundations (Analiza dokładności metody identyfikacji
parametrów podkładek stosowanych w posadowieniu maszyn), in the Proceedings of the
4th International Conference on Computational Methods in Contact Mechanics, Stuttgart,
Germany, September 1999, UK, WIT Press 1999, p. 401 — 410.
96. Kawiak R.: Anchoring of foundation bolts by using polymer composites (“Osadzanie śrub
fundamentowych za pomocą kompozytów polimerowych”), in the Materials of XIXth Symposium
on Fundamentals of Machine Design, Zielona Góra — Świnoujście, September 1999, materials,
Vol. I, p. 481 — 486.
97. Grudziński K., Kawiak R.: Polymer composites in bolt joints (“Kompozyty polimerowe
w połączeniach śrubowych”), in the Materials of the XIXth Symposium on Fundamentals of
Machine Design, Zielona Góra — Świnoujście, September 1999, materials, Vol. I, p. 55 — 60.
98. Grudziński K., Kawiak R.: Report no. 17/99 on strength testing of rope cone endings cast with
EPY compound (“Raport nr 17/99 z badań wytrzymałości zamocowania liny w końcówkach
stożkowych zalanych tworzywem EPY”), Technical University of Szczecin, Chair of Mechanics
and Machine Elements, Szczecin 1999 (unpublished).
Contents Previous view Exit
Contents Previous view Exit
The chronological list of research reports concerning polish plastic compounds used for foundation… 181
99. Grudziński K., Witek A. et al.: Research into dynamic properties of chocking compounds used
for foundation chocks in machinery seating arrangements (“Badania dynamicznych właściwości
tworzyw sztucznych stosowanych na podkładki fundamentowe w posadawianiu maszyn
i urządzeń”), report on the execution of a research project no. 7T07C01611, Technical University
of Szczecin, Chair of Mechanics and Machine Elements, Szczecin 1999 (unpublished).
100. Kawiak R.: Polymer composites in anchoring of foundation bolts (“Kompozyty polimerowe w zako-
twieniach śrub fundamentowych”), “Technologia i Automatyzacja Montażu” scientific/technical
quarterly, 1999, Issue no. 3, p. 48 — 50.
101. Kawiak R., Konowalski K.: Experimental research of rigidity and damping in contact joints
transferring tangential loads (“Doświadczalne badania sztywności i tłumienia styków obciążonych
w kierunku stycznym”), in the Materials of the International Science-Technology Conference
“Technology impact on the condition of the upper layer- WW ‘99”, Poznań University of
Technology, Mechanical Engineering Committee of Polish Academy of Sciences (PAN),
Poznań, Studies and Materials, Vol. XVII, p. 261 — 256.
102. Grudziński K., Urbaniak M.: Research into mechanical characteristics of epoxy composites with
glass fibres under compression loads (“Badania charakterystyk mechanicznych kompozytów
epoksydowych z włóknem szklanym przy obciążeniach ściskających”), in the Materials of the
Conference “Polymers and Composites in Constructions”, Ustroń 2000, Silesian University of
Technology, Scientific Works of the Chair of Machine Design, 2000, no. 1, p. 245 — 250.
103. Grudziński P., Ratajczak J.: Rheological model of EPY compound used for machinery foundation
chocks (“Reologiczny model tworzywa EPY stosowanego na podkładki fundamentowe maszyn”),
in the Materials of the Conference “Polymers and Composites in Constructions”, Ustroń 2000,
Silesian University of Technology, Scientific Works of the Chair of Machine Design, 2000,
no. 1, p. 245 — 250.
104. Grudziński K., Konowalski K., Jaroszewicz W.: Fatigue testing and static testing of EPY chocking
compound used for machinery foundation chocks (“Badania zmęczeniowe i statyczne tworzywa
EPY stosowanego na podkładki fundamentowe maszyn”), in the Materials of the Conference
“Polymers and Composites in Constructions”, Ustroń 2000, Silesian University of Technology,
Scientific Works of the Chair of Machine Design, 2000, no. 1, p. 245 — 250.
105. Grudziński K., Ratajczak J.: Research into the dynamic properties of EPY chocking compound
used for machinery foundation chocks (“Badania dynamicznych właściwości tworzywa EPY
stosowanego na podkładki fundamentowe maszyn”), in the Materials of 19th Scientific Session of
Shipbuilders “Marine Technology 2000”, Szczecin — Dziwnówek 2000, p. 127 — 136.
106. Grudziński K., Konowalski K., Ratajczak J.: Comparative research into mechanical properties of
resin compounds used for machinery foundation chocking (“Badania porównawcze właściwości
mechanicznych tworzyw sztucznych stosowanych na podkładki fundamentowe maszyn”),
in the Materials of 19 th Scientific Session of Shipbuilders “Marine Technology 2000”,
Szczecin — Dziwnówek, May 2000, p. 117 — 126.
107. Kawiak R.: Identification of the parameters of a foundation chock model made of polymer composite
(“Identyfikacja parametrów modelu podkładki fundamentowej z kompozytu polimerowego”), in the
Proceedings of the International Scientific Conference MECHANICS 2000, Rzeszów University
of Technology, Rzeszów, June 2000, Scientific Bulletins of Rzeszów University of Technology,
No. 179, Mechanics 54, p. 153 — 156.
Contents Previous view Exit
Contents Previous view Exit
182 The chronological list of research reports concerning polish plastic compounds used for foundation…
108. Kawiak R.: Comparative deformations of chocks made of polymer composites (“Odkształcenia
porównawcze podkładek z kompozytów polimerowych”). Composites, Selection of projects
carried out by Western Pomeranian Branch of Polish Composite Materials Society, Materials
Science Commission (Komisja Nauki o Materiałach) PAN, Poznań Branch, Maritime University
of Szczecin, Szczecin 2000, p. 89 — 94.
109. Urbaniak M., Grudziński K.: Use of pulverized epoxy compound waste for re-use in machinery
foundation chocks (“Wykorzystanie rozdrobnionych odpadów tworzywa epoksydowego do
ponownego zastosowania na podkładki fundamentowe maszyn”), in the Materials of the 2nd
Science-Technology Conference “Recycling of resins”, Ustroń Zdrój 2001, Silesian University of
Technology, Scientific Works of the Chair of Metals and Polymers Processing (Prace Naukowe
Katedry Przetwórstwa Materiałów Metalowych i Polimerowych), p. 141 — 146.
110. Grudziński K., Urbaniak M.: Modification of a chocking compound used for foundation chocks of
heavy machinery, with volatile ashes (“Modyfikacja popiołami lotnymi tworzywa epoksydowego
przeznaczonego na podkładki fundamentowe ciężkich maszyn i urządzeń”), in the Materials of
the 15th Scientific Conference “Modification of polymers”, Świeradów Zdrój 2001, Wrocław
University of Technology, Scientific Works of the Institute of the Organic Compounds and
Resins Technology (Instytut Technologii Organicznej i Tworzyw Sztucznych), p. 203 — 206.
111. Grudziński K., Ratajczak J., Jaroszewicz W.: Use of chemically curing compounds in the construc-
tion and modernisation of mining machinery (“Zastosowanie tworzywa chemoutwardzalnego w
budowie i modernizacji maszyn i urządzeń górniczych”), in the Materials of the 2nd International
Science-Technology Conference “Effective and Safe Transport Systems in Mining Industry”
(Efektywne bezpieczne systemy transportowe w zakładach górniczych), Mining Industry
Mechanisation Centre (Centrum Mechanizacji Górnictwa) KOMAG, Gliwice 2001, Vol. I,
p. 247 — 259.
112. Grudziński K., Jaroszewicz W., Orzechowski S., Ratajczak J.: Seating of hoisting machines in
mining on foundation chocks cast from EPY chocking compound (“Posadawianie górniczych
maszyn wyciągowych na podkładkach fundamentowych odlewanych z tworzywa EPY”), in the
Materials of the 4th International Science-Technology Conference, Kraków 2001, AGH University
of Science and Technology, Science-Technology Bulletins (Zeszyty Naukowo-Techniczne),
2001, no. 22, p. 52 — 64.
113. Grudziński P., Witek A.: Identification of dynamic parameters of resin compound chocks —
accuracy analysis (“Analiza dokładności identyfikacji parametrów dynamicznych podkładek
z tworzyw sztucznych”), in the Materials of the 20th Symposium of Machine Design Fundamen-
tals, Polanica-Zdrój 2001, Opole University of Technology, Science Bulletins, Mechanics,
2001, no. 270, z. 68, p. 361 — 368.
114. Kawiak R.: Shape factor impact on deformations of foundation chocks (“Wpływ współczynnika
kształtu na odkształcenia podkładek wyrównawczych”), in the Materials of the 20th Symposium
of Machine Design Fundamentals (PKM), Polanica-Zdrój 2001, Opole University of Technology,
Science Bulletins, Mechanics, 2001, no. 270, z. 68, 361 — 368.
115. Kawiak R.: Experimental research of bolt joints (“Badania doświadczalne połączeń śrubowych”),
in the Materials of the 5th Science Conference “Experimental methods in design and operation
of machines”, Institute of Machine Design and Operation at Wrocław University of Technology,
Wrocław — Szklarska Poręba 2001, Vol. II, p. 31 — 38.
Contents Previous view Exit
Contents Previous view Exit
The chronological list of research reports concerning polish plastic compounds used for foundation… 183
116. Grudziński K., Urbaniak M., Tuczyński L.: Research into the impact of EPY chocking compound
room temperature curing time on its strength properties determined in the static compression
test (“Badania wpływu czasu utwardzania tworzywa EPY w temperaturze pokojowej na jego
właściwości wytrzymałościowe wyznaczane w statycznej próbie ściskania”), report no. 1/2000,
Technical University of Szczecin, Chair of Mechanics and Machine Elements, Szczecin 2000
(unpublished).
117. Grudziński K., Urbaniak M., Tuczyński L.: Research into the impact of Z-1 hardener amounts
on the strength properties of EPY chocking compound determined in the static compression
test (“Badania wpływu ilości utwardzacza Z-1 na właściwości wytrzymałościowe tworzywa EPY
wyznaczane w statycznej próbie ściskania”), report no. 2/2000, Technical University of Szczecin,
Chair of Mechanics and Machine Elements, Szczecin 2000 (unpublished).
118. Grudziński K., Urbaniak M., Tuczyński L.: Research into the impact of glass fibre amounts on
the strength properties of EPY chocking compound determined in the static compression test
(“Badania wpływu ilości włókna szklanego na właściwości wytrzymałościowe tworzywa EPY
wyznaczane w statycznej próbie ściskania”), report no. 3/2000, Technical University of Szczecin,
Chair of Mechanics and Machine Elements, Szczecin 2000 (unpublished).
119. Grudziński K., Urbaniak M., Tuczyński L.: Research into the impact of silica flour amounts on
the strength properties of EPY chocking compound determined in the static compression test
(“Badania wpływu ilości mączki kwarcowej na właściwości wytrzymałościowe tworzywa EPY
wyznaczane w statycznej próbie ściskania”), report no. 4/2000, Technical University of Szczecin,
Chair of Mechanics and Machine Elements, Szczecin 2000 (unpublished).
120. Grudziński K., Urbaniak M., Tuczyński L.: Research into the impact of material resources type on the
strength properties of EPY chocking compound determined in the static compression test (“Badania
wpływu rodzaju bazy surowcowej tworzywa epoksydowego EPY na właściwości wytrzymałościowe
wyznaczane w statycznej próbie ściskania”), report no. 5/2000, Technical University of Szczecin,
Chair of Mechanics and Machine Elements, Szczecin 2000 (unpublished).
121. Grudziński K., Urbaniak M., Tuczyński L.: Research into the impact of heating rate on the
temperature of transition from glassy state to high-elasticity state, for epoxy compounds
EPY, Chockfast Orange and Epocast 36 (“Badania wpływu prędkości nagrzewania tworzyw
epoksydowych EPY, Chockfast Orange i Epocast 36 na temperaturę przejścia ze stanu szklistego
do stanu o dużej elastyczności”), report no. 6/2000, Technical University of Szczecin, Chair of
Mechanics and Machine Elements, Szczecin 2000 (unpublished).
122. Grudziński K., Urbaniak M., Tuczyński L.: Research into the impact of modifiers on the strength
properties of EPY chocking compound with glass fibres, determined in the static compression
test (“Badania wpływu środków modyfikujących na własności wytrzymałościowe tworzywa
EPY z włóknem szklanym wyznaczane w statycznej próbie ściskania”), report no. 7/2000,
Technical University of Szczecin, Chair of Mechanics and Machine Elements, Szczecin 2000
(unpublished).
123. Grudziński K., Urbaniak M., Tuczyński L.: Research into the impact of hardener type on the
strength properties of EPY chocking compound determined in the static compression test (“Badania
wpływu rodzaju utwardzacza na własności wytrzymałościowe tworzywa EPY wyznaczane
w statycznej próbie ściskania”), report no. 8/2000, Technical University of Szczecin, Chair of
Mechanics and Machine Elements, Szczecin 2000 (unpublished).
Contents Previous view Exit
Contents Previous view Exit
184 The chronological list of research reports concerning polish plastic compounds used for foundation…
124. Grudziński K., Urbaniak M., Tuczyński L.: Research into the impact of glass balls on the strength
properties of EPY chocking compound determined in the static compression test (“Badania
ilościowego wpływu kulek szklanych na własności wytrzymałościowe tworzywa EPY wyznaczane
w statycznej próbie ściskania”), report no. 9/2000, Technical University of Szczecin, Chair of
Mechanics and Machine Elements, Szczecin 2000 (unpublished).
125. Grudziński K., Kawiak R., Ratajczak J., Tuczyński L.: Tests of hardening exotherm end creep of
the EPY compound for the purpose of updating the Lloyd’s Register’s of Shipping Certificate for
this material, report no. 10/2000, Technical University of Szczecin, Chair of Mechanics and
Machine Elements, Szczecin 2000 (unpublished).
126. Grudziński K., Urbaniak M., Tuczyński L.: Research into the impact of a proportion and granulation
of smoke-box dust from “Dolna Odra” power station on the strength properties of EPY chocking
compound determined in the static compression test (“Badania wpływu udziału i granulacji
pyłów dymnicowych z Elektrowni “Dolna Odra” na własności wytrzymałościowe tworzywa EPY
wyznaczane w statycznej próbie ściskania”), report no. 11/2000, Technical University of Szczecin,
Chair of Mechanics and Machine Elements, Szczecin 2000 (unpublished).
127. Grudziński K., Urbaniak M., Tuczyński L.: The determination of linear contraction during the
curing process of compounds: EPY, Chockfast Orange i Epocast 36 (“Oznaczenia skurczu liniowego
podczas utwardzania tworzyw: EPY, Chockfast Orange i Epocast 36”), report no. 12/2000,
Technical University of Szczecin, Chair of Mechanics and Machine Elements, Szczecin 2000
(unpublished).
128. Grudziński K., Konowalski K., Urbaniak M., Tuczyński L.: On testing the mechanical properties
of resins distinguished by FR1, FR2 and EPY symbols, report no. 1/2001, Technical University of
Szczecin, Chair of Mechanics and Machine Elements, Szczecin 2000 (unpublished).
129. Grudziński K., Urbaniak M., Tuczyński L.: Research into the impact of elevated temperature on
the strength properties of EPY chocking compound (“Badania wpływu podwyższonej temperatury
na właściwości wytrzymałościowe tworzywa EPY”), report no. 2/2001, Technical University of
Szczecin, Chair of Mechanics and Machine Elements, Szczecin 2001 (unpublished).
130. Grudziński K., Urbaniak M.: Research into the impact of long-time exposition to various media on
the compression strength properties of chocking compound (“Badania długotrwałego wpływu
różnych ośrodków na wytrzymałość na ściskanie tworzywa podkładkowego”), report no. 2/2001,
Technical University of Szczecin, Chair of Mechanics and Machine Elements, Szczecin 2002
(unpublished).
131. Grudziński K., Ratajczak J., Sobczak Ł., Jaroszewicz W.: Use of a chemically curing compound
for the fitting of propeller shaft sterntubes (“Zastosowanie tworzywa chemoutwardzalnego
do osadzania pochew wałów śrubowych”), in the Materials of a 20 th Scientific Session of
Shipbuilders, Polish Shipbuilders Society (Towarzystwo Okrętowców Polskich) “KORAB”,
Gdańsk 2002, Conference Materials, p. 215 — 225.
132. Urbaniak M., Fabrycy E., Grudziński K.: Research into the EPY epoxy compound cross-linking
process, and its selected mechanical properties, by using a differential scanning calorimetric
method (DSC) (“Badania procesu sieciowania tworzywa epoksydowego EPY metodą kalorymetrii
skaningowej (DSC) i jego wybranych własności mechanicznych)”, in the Materials of the 5th
Science-Technology Conference “Polymers and Composites in Constructions”, Ustroń 2002.
Contents Previous view Exit
Contents Previous view Exit
The chronological list of research reports concerning polish plastic compounds used for foundation… 185
133. Urbaniak M., Grudziński K.: Investigations of filler sedimentation in the resin compounds (“Badania
sedymentacji napełniaczy w kompozycjach żywicznych”), report no. 2/2003, Technical University
of Szczecin, Chair of Mechanics and Machine Elements, Szczecin 2003 (unpublished).
134. Urbaniak M., Grudziński K.: Determination of the coefficient of linear thermal expansion for the
EPY resin (“Wyznaczenie współczynnika liniowej rozszerzalności cieplnej tworzywa EPY”), report
no. 3/2003, Technical University of Szczecin, Chair of Mechanics and Machine Elements,
Szczecin 2003 (unpublished).
135. Urbaniak M., Grudziński K.: Investigations of the viscoelastic properties of the EPY epoxy
compound applied for machinery foundation chocks by the dynamic mechanical thermal analysis
(“Badania metodą dynamicznej analizy termomechanicznej lepkosprężystych właściwości
tworzywa epoksydowego EPY stosowanego na podkładki fundamentowe maszyn”), in the
Materials of the 16th Scientific Conference “Modification of polymers”, Polanica Zdrój 2003,
Wrocław University of Technology, Scientific Works of the Institute of the Organic Compounds
and Plastics Technology, p. 424 — 427.
136. Urbaniak M., Grudziński K.: Thermal investigations of curing process of the EPY epoxy resin
applied for machinery foundation chocks (“Badania termiczne procesu sieciowania tworzywa
epoksydowego EPY stosowanego na podkładki fundamentowe maszyn”), in the Materials of
the 10th Seminar on Plastics in Machinery Design, Technical University of Kraków, Instytut
Mechaniki Stosowanej, Kraków 2003, p. 397 — 401.
137. Grudziński K., Ratajczak J., Jaroszewicz W.: The present-day method of machinery and equpment
assembling with use of special chemo-hardened plastic (“Nowoczesna metoda montażu maszyn
i urządzeń z użyciem specjalnych tworzyw chemoutwardzalnych”), in the Materials of 21st
Symposium of Machine Design Fundamentals, Ustroń 2003, WNT, Warszawa 2003, Vol. 1,
p. 70 — 88.
138. Urbaniak M., Grudziński K.: Determination of the coefficient of linear thermal expansion
for the EPY resin in the range of temperature from –25 to 60°C (“Wyznaczenie współczynnika
liniowej rozszerzalności cieplnej tworzywa EPY w zakresie temperatur od –25 do 60°C”), report
no. 1/2004, Technical University of Szczecin, Chair of Mechanics and Machine Elements,
Szczecin 2004 (unpublished).
139. Urbaniak M., Grudziński K.: Thermal investigation of curing process of EPY epoxy system,
Polymers 2004, 49, no. 2, p. 89 — 93.
Contents Previous view Exit
Contents Previous view Exit
Contents Previous view Exit
Anda mungkin juga menyukai
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsDari EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsBelum ada peringkat
- Maritime Equipment Suppliers 2018Dokumen32 halamanMaritime Equipment Suppliers 2018SoniaBelum ada peringkat
- Passenger Ship Technology 3Q 2017Dokumen72 halamanPassenger Ship Technology 3Q 2017Razaq PayapoBelum ada peringkat
- Dry Docking: The Major EventDokumen25 halamanDry Docking: The Major EventSukesh DattaBelum ada peringkat
- PIM130B1 - Daihatsu DT Series Archived JUN PDFDokumen5 halamanPIM130B1 - Daihatsu DT Series Archived JUN PDFAnonymous XGsiY6rBelum ada peringkat
- Scania Technical Data - Issue-13Dokumen51 halamanScania Technical Data - Issue-13kman548Belum ada peringkat
- IP Rating For Exposed Deck Electric EquipmentDokumen5 halamanIP Rating For Exposed Deck Electric EquipmentYouwan LeeBelum ada peringkat
- KONGSBERG Fleet PerformanceDokumen2 halamanKONGSBERG Fleet Performancec108Belum ada peringkat
- 70m 120T Bollard Pull 10,800HPDokumen1 halaman70m 120T Bollard Pull 10,800HPMohd ZaidBelum ada peringkat
- 13326 - Electrónica de Potencia (Diplomado Máquinas NavalesDokumen20 halaman13326 - Electrónica de Potencia (Diplomado Máquinas NavalesSergey MikhailovBelum ada peringkat
- A Survey of Concepts For Electric Propulsion in Conventional & Ice Breaking OSVsDokumen19 halamanA Survey of Concepts For Electric Propulsion in Conventional & Ice Breaking OSVsThomas StBelum ada peringkat
- Tautwire MK 15BDokumen38 halamanTautwire MK 15BValentin JonovBelum ada peringkat
- Read This Manual Carefully Before OperationDokumen126 halamanRead This Manual Carefully Before OperationSteven AmadorBelum ada peringkat
- LT3-00032-2-A - P24-P30S.pdf Parker Denison p24 PDFDokumen67 halamanLT3-00032-2-A - P24-P30S.pdf Parker Denison p24 PDFAlex RamirezBelum ada peringkat
- 48 - 60 CRDokumen12 halaman48 - 60 CRsikario23Belum ada peringkat
- Wartsila10144104N-01 09may19Dokumen101 halamanWartsila10144104N-01 09may19Burak YıldırımBelum ada peringkat
- Rules & Guidelines 2011 CodeDokumen6 halamanRules & Guidelines 2011 CoderuovBelum ada peringkat
- Wartsila Marine Reduction GearsDokumen8 halamanWartsila Marine Reduction GearsFederico CurroBelum ada peringkat
- MAN Marine Propulsion SystemsDokumen3 halamanMAN Marine Propulsion SystemsJereszBelum ada peringkat
- Common Damages On TailshaftDokumen6 halamanCommon Damages On TailshaftStathis MoumousisBelum ada peringkat
- Install Rolls-Royce Thruster ManualDokumen3 halamanInstall Rolls-Royce Thruster ManualMaricel Hincu0% (1)
- Abs Propulsion Shafting Alignment PDFDokumen37 halamanAbs Propulsion Shafting Alignment PDFCalandrasReyCalandrasreyBelum ada peringkat
- Yanmar 5 KDL Manual BookDokumen56 halamanYanmar 5 KDL Manual Bookaleshas453Belum ada peringkat
- Propulsion Trends in Container VesselsDokumen28 halamanPropulsion Trends in Container VesselsFuchsbauBelum ada peringkat
- TAUT Mooring System PDFDokumen17 halamanTAUT Mooring System PDFAmenBelum ada peringkat
- MTU Submarine Charging Unit 12V 4000Dokumen4 halamanMTU Submarine Charging Unit 12V 4000selleriverketBelum ada peringkat
- SPS Code ComplianceDokumen5 halamanSPS Code ComplianceA. Vamsi Krishna100% (1)
- Wartsila O E RT82Dokumen24 halamanWartsila O E RT82Gennadiy Kovalyov100% (1)
- Shipbuilding Project PresentationDokumen80 halamanShipbuilding Project PresentationGeorge PonparauBelum ada peringkat
- Bow Thruster Installation InstructionsDokumen9 halamanBow Thruster Installation InstructionsRovert AlonzoBelum ada peringkat
- Himsen H46 60VDokumen4 halamanHimsen H46 60VairtupasBelum ada peringkat
- Masterpact NT NW InglesDokumen204 halamanMasterpact NT NW InglesLuís LulaBelum ada peringkat
- S70me-C8 5Dokumen365 halamanS70me-C8 5Kostas Mournianakis100% (1)
- Marine Chocking Application GuideDokumen16 halamanMarine Chocking Application Guidetuangi100% (2)
- 01 Fir TheoryDokumen2 halaman01 Fir TheoryTrịnh Minh KhoaBelum ada peringkat
- RENK Single Marine Gear Units enDokumen7 halamanRENK Single Marine Gear Units enhumayun121Belum ada peringkat
- ABB System Project Guide Passenger VesselsDokumen268 halamanABB System Project Guide Passenger VesselsSabah AlwanBelum ada peringkat
- Nexans Norway AS m/v Elektron 2009 Annual DP trials reportDokumen50 halamanNexans Norway AS m/v Elektron 2009 Annual DP trials reportRamon Teixeira DiasBelum ada peringkat
- Operating Instructions: Marine Transmission ZF 9000 SeriesDokumen162 halamanOperating Instructions: Marine Transmission ZF 9000 SeriesbogdanmichaelBelum ada peringkat
- MAN ShaftErrosion SL2008-498Dokumen18 halamanMAN ShaftErrosion SL2008-498flipflop12100% (1)
- Man 48 60crDokumen456 halamanMan 48 60crTran Duy Nam100% (5)
- Hull Performance and Insight Conference PDFDokumen314 halamanHull Performance and Insight Conference PDFromeo baveraBelum ada peringkat
- Datasheet E Thermostatic Valve 0612 Rev8Dokumen10 halamanDatasheet E Thermostatic Valve 0612 Rev8Mohamed AhteewishBelum ada peringkat
- Cummins Hylyzer 250 SpecsheetDokumen2 halamanCummins Hylyzer 250 SpecsheetamsukdBelum ada peringkat
- Guidelines for securing loose studs in anchor chain by weldingDokumen10 halamanGuidelines for securing loose studs in anchor chain by weldingchristianvanBelum ada peringkat
- 12-385 Item 01 - MonitorDokumen20 halaman12-385 Item 01 - Monitorleokareyxoxoers100% (1)
- Marine Eng Est Time Between OverhaulsDokumen6 halamanMarine Eng Est Time Between OverhaulsagvassBelum ada peringkat
- MAN 7020-0145 - Uk PDFDokumen99 halamanMAN 7020-0145 - Uk PDFthis9999Belum ada peringkat
- Propulsion of 7,000-10,000 DWT Small Tanker 20.05.2013Dokumen20 halamanPropulsion of 7,000-10,000 DWT Small Tanker 20.05.2013Phyo MgBelum ada peringkat
- Design and Analysis of an Automobile PistonDokumen7 halamanDesign and Analysis of an Automobile PistonEr Sahil MakwanaBelum ada peringkat
- IPS Inboard Performance System. Volvo Penta IPS, The Future For Fast VesselsDokumen19 halamanIPS Inboard Performance System. Volvo Penta IPS, The Future For Fast Vesselsanon_844391780100% (1)
- 3 MathsDokumen2 halaman3 Mathsshanna_heenaBelum ada peringkat
- Three Phase Synchronous Motor Features and SpecificationsDokumen25 halamanThree Phase Synchronous Motor Features and Specificationsjcpp_18Belum ada peringkat
- Pilot CardJuayanh 2Dokumen2 halamanPilot CardJuayanh 2sarora_usBelum ada peringkat
- Ice Class Rule ABSDokumen23 halamanIce Class Rule ABSapi-27176519100% (3)
- DNV-OS-J102 (Draft October 2004) Design and Manufacturing of Wind Turbine Blades (Offshore)Dokumen54 halamanDNV-OS-J102 (Draft October 2004) Design and Manufacturing of Wind Turbine Blades (Offshore)mpk8588Belum ada peringkat
- Marine Diesel Engine Specifications ChartDokumen4 halamanMarine Diesel Engine Specifications ChartjgshipBelum ada peringkat
- Conditiion of ClassificationDokumen55 halamanConditiion of ClassificationVeeraiah AnbuBelum ada peringkat
- Design Offshore PDFDokumen64 halamanDesign Offshore PDFAhmed MohammedBelum ada peringkat
- Каталог запчастей Toucan10EDokumen136 halamanКаталог запчастей Toucan10EПостнов МаксимBelum ada peringkat
- Yamaha Mio Mxi 125 Service Manual PDFDokumen2 halamanYamaha Mio Mxi 125 Service Manual PDFJL Acorin Inding50% (2)
- Microsoft Word - Fitter QuestionDokumen6 halamanMicrosoft Word - Fitter QuestionVikashKumarBelum ada peringkat
- Aluminum Door Lock Installation Kit and Electric StrikesDokumen4 halamanAluminum Door Lock Installation Kit and Electric StrikesTony SamanoBelum ada peringkat
- 1949-1950-1951 Ford Passenger Car Shop ManualDokumen321 halaman1949-1950-1951 Ford Passenger Car Shop Manualtattooeddood98% (41)
- Ferrees Catalog 7-18-13Dokumen224 halamanFerrees Catalog 7-18-13EPluribusFunk100% (1)
- Wild M690 Surgical Microscope Parts ManualDokumen57 halamanWild M690 Surgical Microscope Parts ManualDuglas Camilo Cediel Ruiz100% (1)
- Hoermann RotaMatic Manual EnglishdwZJbNRTCmxEMDokumen64 halamanHoermann RotaMatic Manual EnglishdwZJbNRTCmxEMMoldoveanu AlexBelum ada peringkat
- Reusabilidad CigueñalDokumen119 halamanReusabilidad CigueñalJorge ZamoraBelum ada peringkat
- Simple Bolt Are Not SimpleDokumen18 halamanSimple Bolt Are Not SimplehidexBelum ada peringkat
- DP-2000 Drill Press GuideDokumen34 halamanDP-2000 Drill Press GuideNeri MtzBelum ada peringkat
- 4 HydraulicsDokumen111 halaman4 Hydraulicsesteban muñoz100% (1)
- Parts Manual: MODEL 3000 Rigid Frame PlanterDokumen158 halamanParts Manual: MODEL 3000 Rigid Frame PlanterAlexey petrovichBelum ada peringkat
- StockhamCastSteelCV 807 PDFDokumen24 halamanStockhamCastSteelCV 807 PDFchabibBelum ada peringkat
- Engine, General: 2005 BMW Z4 2005 BMW Z4Dokumen380 halamanEngine, General: 2005 BMW Z4 2005 BMW Z4sebarm86Belum ada peringkat
- Nasarap RDC v101 CompressedDokumen298 halamanNasarap RDC v101 CompressedMatthew Kevin Kumar CBelum ada peringkat
- Hj125t-11a Fa7621d5r0-Xxe10Dokumen78 halamanHj125t-11a Fa7621d5r0-Xxe10Cristian CernaBelum ada peringkat
- Two Screw Pumps: Reprint From Petromin October Issue 1994Dokumen4 halamanTwo Screw Pumps: Reprint From Petromin October Issue 1994Luis ReyesBelum ada peringkat
- Procharger Manual (2011-2014 Ford Mustang 3.7)Dokumen52 halamanProcharger Manual (2011-2014 Ford Mustang 3.7)JuanCamilo A.Belum ada peringkat
- 6 Mini Satellite-Antenna Rotator MkIIDokumen20 halaman6 Mini Satellite-Antenna Rotator MkIIRADIO LU5HABelum ada peringkat
- MAB 103B-24 - Parts - 2011Dokumen60 halamanMAB 103B-24 - Parts - 2011Centrifugal SeparatorBelum ada peringkat
- Transmission Removal and Installation atDokumen1 halamanTransmission Removal and Installation atToua YajBelum ada peringkat
- Doosan Compressor P185WDZ and C185WDZDokumen82 halamanDoosan Compressor P185WDZ and C185WDZDavid CraigBelum ada peringkat
- HARIG, 612 & 618 BallwayDokumen25 halamanHARIG, 612 & 618 BallwaySaul Saldana LoyaBelum ada peringkat
- Iplex UltraliteDokumen48 halamanIplex Ultraliteleduesc18Belum ada peringkat
- Connections in Steel StructuresDokumen4 halamanConnections in Steel StructuresLorna BacligBelum ada peringkat
- Schiebel CSC.V1.2-V1.03Dokumen59 halamanSchiebel CSC.V1.2-V1.03Slax100% (1)
- DITA Cataloge SS2020Dokumen41 halamanDITA Cataloge SS2020MaxBelum ada peringkat
- Service Information, Tools and SafetyDokumen110 halamanService Information, Tools and SafetyzeroBelum ada peringkat
- Fastener Identification Guide - For Bolts and StudsDokumen162 halamanFastener Identification Guide - For Bolts and StudsIgorToporskyBelum ada peringkat