Anda mungkin juga menyukai
- Alignment Tests On Milling Machine (Metrology)Dokumen6 halamanAlignment Tests On Milling Machine (Metrology)Saikrishna Nagumalli67% (3)
- Engineers Precision Data Pocket ReferenceDari EverandEngineers Precision Data Pocket ReferencePenilaian: 3 dari 5 bintang3/5 (1)
- Machinist Course - Lathe Operation ManualDokumen140 halamanMachinist Course - Lathe Operation Manualmerlinson1100% (16)
- (B) Testing Machine ToolsDokumen100 halaman(B) Testing Machine ToolsHyeonggil JooBelum ada peringkat
- Lathe TutorialDokumen56 halamanLathe TutorialMichel Rigaud88% (8)
- Holes, Contours and Surfaces: Located, Machined, Ground and Inspected by Precision MethodsDokumen432 halamanHoles, Contours and Surfaces: Located, Machined, Ground and Inspected by Precision Methodsnwdunham86% (7)
- Lecture 1 - Intro To Single Point Cutting Tool GeometryDokumen16 halamanLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarBelum ada peringkat
- Hand Scraping Precision SurfacesDokumen8 halamanHand Scraping Precision SurfacesnarendragahlotBelum ada peringkat
- Workshop Practice Series 09 Soldering and BrazingDokumen68 halamanWorkshop Practice Series 09 Soldering and BrazingAnand sBelum ada peringkat
- Gear Hob BasicsDokumen6 halamanGear Hob BasicsAnkur Jain100% (1)
- Lathe OperationsDokumen40 halamanLathe OperationsRavi Sharma100% (4)
- Modern Blanking and Piercing DiesDokumen58 halamanModern Blanking and Piercing DiesMustafa Sert100% (4)
- Lathe DesignDokumen450 halamanLathe DesignOptimist8100% (13)
- Me1008 Unit 3 Theory of Metal CuttingDokumen39 halamanMe1008 Unit 3 Theory of Metal CuttingPruthviraj rathodBelum ada peringkat
- CNC Machine Tools and Control Systems GuideDokumen39 halamanCNC Machine Tools and Control Systems Guidep_a_jeevaBelum ada peringkat
- Biax 7EL assembly guideDokumen6 halamanBiax 7EL assembly guideKarsten BergBelum ada peringkat
- Starrett - Tools N RulesDokumen80 halamanStarrett - Tools N Rules4U6ogj8b9snylkslkn3n100% (4)
- Tramming Bridgeport MillDokumen13 halamanTramming Bridgeport Millva3ttn100% (2)
- Complete EDM HandbookDokumen174 halamanComplete EDM HandbookBooks for the lotBelum ada peringkat
- Scientific Calculator Operation Guide PDFDokumen75 halamanScientific Calculator Operation Guide PDFArevalo ErolesBelum ada peringkat
- MVD IBend Catalog (2396)Dokumen15 halamanMVD IBend Catalog (2396)isidriskyBelum ada peringkat
- Ralph Patterson Tailstock Camlock 2Dokumen13 halamanRalph Patterson Tailstock Camlock 2supremesportsBelum ada peringkat
- Materials and MachiningDokumen116 halamanMaterials and MachiningGian RemundiniBelum ada peringkat
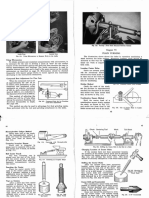
- The Shaping MachineDokumen104 halamanThe Shaping MachineJohn Smith90% (10)
- Quorn: Tool and Cutter GrinderDokumen5 halamanQuorn: Tool and Cutter GrinderDan HendersonBelum ada peringkat
- Impetus Metalmaster LatheDokumen19 halamanImpetus Metalmaster LatheIan Foreman100% (1)
- Screw Jack Mechanism and Types in 40 CharactersDokumen14 halamanScrew Jack Mechanism and Types in 40 CharactersfadyaBelum ada peringkat
- Machinist Course - Milling Machine OperationsDokumen81 halamanMachinist Course - Milling Machine Operationsmerlinson192% (12)
- JOB REPORT ON MACHINE SHOP TURNINGDokumen8 halamanJOB REPORT ON MACHINE SHOP TURNINGNur Akmal100% (1)
- Scraping 01Dokumen12 halamanScraping 01skogsconBelum ada peringkat
- Inside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercDokumen22 halamanInside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercRick ManBelum ada peringkat
- Machine Tools: Nri Institute of TechnologyDokumen57 halamanMachine Tools: Nri Institute of TechnologySavant100% (2)
- The Universal Grinding Machine Guide to Grinding Wheels and Tool SharpeningDokumen40 halamanThe Universal Grinding Machine Guide to Grinding Wheels and Tool SharpeningmrjkopelBelum ada peringkat
- Milling FormulasDokumen4 halamanMilling FormulasspedrerosBelum ada peringkat
- 23 Semiautomatic and Automatic LathesDokumen24 halaman23 Semiautomatic and Automatic LathesPRASAD326100% (4)
- Design of Machine Tool SpindleDokumen5 halamanDesign of Machine Tool SpindleKarthik Varma PBelum ada peringkat
- Design Principles of Metal-Cutting Machine ToolsDari EverandDesign Principles of Metal-Cutting Machine ToolsPenilaian: 4 dari 5 bintang4/5 (4)
- Grinding MachinesDokumen140 halamanGrinding MachinesMartin Ong100% (2)
- Quorn: Tool and Cutter GrinderDokumen3 halamanQuorn: Tool and Cutter GrinderDan HendersonBelum ada peringkat
- Machine Tool Reconditioning and Overhauling TechniquesDokumen5 halamanMachine Tool Reconditioning and Overhauling TechniquesChockalingam Athilingam50% (2)
- Advances in Machine Tool Design and Research 1969: Proceedings of the 10th International M.T.D.R. Conference, University of Manchester Institute of Science and Technology, September 1969Dari EverandAdvances in Machine Tool Design and Research 1969: Proceedings of the 10th International M.T.D.R. Conference, University of Manchester Institute of Science and Technology, September 1969S. A. TobiasBelum ada peringkat
- Advances in Machine Tool Design and Research 1967: Proceedings of the 8th International M.T.D.R. Conference (Incorporating the 2nd International CIRP Production Engineering Research Conference), the University of Manchester Institute of Science and Technology, September 1967Dari EverandAdvances in Machine Tool Design and Research 1967: Proceedings of the 8th International M.T.D.R. Conference (Incorporating the 2nd International CIRP Production Engineering Research Conference), the University of Manchester Institute of Science and Technology, September 1967S. A. TobiasPenilaian: 4 dari 5 bintang4/5 (1)
- Machine Tool TestingDokumen9 halamanMachine Tool TestingAdhan AliBelum ada peringkat
- PDF Machine Tool Testing CompressDokumen9 halamanPDF Machine Tool Testing CompressNursapta nugrohoBelum ada peringkat
- Milling IndexingDokumen25 halamanMilling IndexingJeevanantham KannanBelum ada peringkat
- Machine Tool Testing TechniquesDokumen87 halamanMachine Tool Testing TechniquesAnkit SharmaBelum ada peringkat
- Machine Tool Acceptance TestsDokumen24 halamanMachine Tool Acceptance TestsakshayBelum ada peringkat
- Acceptance TestDokumen4 halamanAcceptance TestMehul BawaBelum ada peringkat
- Machine Tool Accuracy TestingDokumen30 halamanMachine Tool Accuracy TestingNagoor ShaikBelum ada peringkat
- Alignment Test ReportDokumen16 halamanAlignment Test ReportSharath Chandra PalleBelum ada peringkat
- Alignment TestsDokumen24 halamanAlignment TestsSharath Chandra PalleBelum ada peringkat
- Testing Machine Tools by Schlesinger Principle - Lathe Machine TestDokumen6 halamanTesting Machine Tools by Schlesinger Principle - Lathe Machine TestАлександар ВујаковићBelum ada peringkat
- Machine Tool Metrology28march23Dokumen62 halamanMachine Tool Metrology28march23meghanaBelum ada peringkat
- Machine Tool Metrology: Introduction: - Stiffness & Rigidity of The Machine Tool & Its Components PartsDokumen30 halamanMachine Tool Metrology: Introduction: - Stiffness & Rigidity of The Machine Tool & Its Components Partsmohd mansoor100% (1)
- Machine Tool Testing - RaviDokumen4 halamanMachine Tool Testing - RaviRavi AgarwalBelum ada peringkat
- Measurement Lab Manual RADokumen20 halamanMeasurement Lab Manual RAVinayak SharmaBelum ada peringkat
- Metrology and Quality Assurance Lab: Department of Mechanical EngineeringDokumen6 halamanMetrology and Quality Assurance Lab: Department of Mechanical EngineeringAliBelum ada peringkat
- Production Technoloy Lab 012110045519 1Dokumen35 halamanProduction Technoloy Lab 012110045519 1raajeeradha@gmail.comBelum ada peringkat
- Final DSY SUMER 21 TIME TABLEDokumen1 halamanFinal DSY SUMER 21 TIME TABLEAnand BabuBelum ada peringkat
- Tamer Samir Mahmoud Abdul Majeed - 2 - Introduction To CNC PDFDokumen35 halamanTamer Samir Mahmoud Abdul Majeed - 2 - Introduction To CNC PDFdsathiyaBelum ada peringkat
- Dsy Iv Sem Load CalculationsDokumen3 halamanDsy Iv Sem Load CalculationsAnand BabuBelum ada peringkat
- Final M.TECH SUMER 21 TIME TABLEDokumen1 halamanFinal M.TECH SUMER 21 TIME TABLEAnand BabuBelum ada peringkat
- Wire EDM: Dielectric Liquid VoltageDokumen12 halamanWire EDM: Dielectric Liquid VoltageAnand BabuBelum ada peringkat
- UntitledDokumen1 halamanUntitledAnand BabuBelum ada peringkat
- Dsy M.tech Sumer 21 Time TableDokumen1 halamanDsy M.tech Sumer 21 Time TableAnand BabuBelum ada peringkat
- Some Important Terms:: Isometric Axes, Lines and PlanesDokumen10 halamanSome Important Terms:: Isometric Axes, Lines and PlanesAnand BabuBelum ada peringkat
- NodeDokumen2 halamanNodeAnand BabuBelum ada peringkat
- Tool Makers MicroscopeDokumen7 halamanTool Makers MicroscopeAnand Babu100% (2)
- Study of Reduction Behaviour of Iron Ore Lumps A: BINAYAK MOHAPATRA (10504004) DHARANIDHAR PATRA (10504021)Dokumen38 halamanStudy of Reduction Behaviour of Iron Ore Lumps A: BINAYAK MOHAPATRA (10504004) DHARANIDHAR PATRA (10504021)Anand BabuBelum ada peringkat
- Metro Logy Lab ExperimentDokumen1 halamanMetro Logy Lab ExperimentAnand BabuBelum ada peringkat
- Study of Linear Measuring Instruments: Qis College of Engg. & Tech.:Ongole, A.P. Metrology LabDokumen9 halamanStudy of Linear Measuring Instruments: Qis College of Engg. & Tech.:Ongole, A.P. Metrology LabAnand BabuBelum ada peringkat
- Rollers and Slip GaugesDokumen6 halamanRollers and Slip GaugesAnand Babu50% (2)
- Profile ProjectorDokumen6 halamanProfile ProjectorAnand Babu100% (1)
- Measurement of Surface FinishDokumen6 halamanMeasurement of Surface FinishAnand Babu100% (5)
- Thread MeasurementDokumen5 halamanThread MeasurementAnand BabuBelum ada peringkat
- Gear MeasurementDokumen5 halamanGear MeasurementAnand Babu100% (1)
- Metrology Lab ManualDokumen1 halamanMetrology Lab ManualAnand BabuBelum ada peringkat
- Alignment TestsDokumen24 halamanAlignment TestsSharath Chandra PalleBelum ada peringkat
- Crane maintenance guide covering inspection, cleaning, lubrication and safetyDokumen176 halamanCrane maintenance guide covering inspection, cleaning, lubrication and safetyDarwin Tovar ZuriqueBelum ada peringkat
- Instrumentos de Medición y Herramientas de Precisión Starrett DIAl TEST INDICATOR 196 A1ZDokumen24 halamanInstrumentos de Medición y Herramientas de Precisión Starrett DIAl TEST INDICATOR 196 A1Zmicmarley2012Belum ada peringkat
- Imitation Leaflet 6ppDokumen2 halamanImitation Leaflet 6ppSBelum ada peringkat
- Meritor Axle MS-113Dokumen46 halamanMeritor Axle MS-113ford62b100% (2)
- Measuring Tools and Gauges for Mechanical ParametersDokumen7 halamanMeasuring Tools and Gauges for Mechanical Parameterscmn_1986Belum ada peringkat
- Northlab Seams Calibration CertificateDokumen11 halamanNorthlab Seams Calibration CertificatepchakkrapaniBelum ada peringkat
- E 907 - 96 (2004)Dokumen5 halamanE 907 - 96 (2004)ruben carcamoBelum ada peringkat
- Ficha Técnica 3025-481Dokumen1 halamanFicha Técnica 3025-481Carlos Sanchez UstarezBelum ada peringkat
- Rim FaceDokumen6 halamanRim FaceTomy lee youngBelum ada peringkat
- Manual Transmision 4WDDokumen39 halamanManual Transmision 4WDmarcelo angel mena farfanBelum ada peringkat
- 3rd Step GuideDokumen214 halaman3rd Step GuideJulius Ronaldo BetanovBelum ada peringkat
- Angle Measurement 2Dokumen7 halamanAngle Measurement 2Jonathan Da Costa100% (1)
- Electronic Indicators, Dial Gauges, Precision Measuring ToolsDokumen46 halamanElectronic Indicators, Dial Gauges, Precision Measuring ToolsfriosinesaBelum ada peringkat
- Use of 8T0455 Cylinder Liner Projection Indicator Group (0760, 1216)Dokumen4 halamanUse of 8T0455 Cylinder Liner Projection Indicator Group (0760, 1216)IgorBelum ada peringkat
- Precision Dial Gauges: Dial Gauge M 2 TDokumen24 halamanPrecision Dial Gauges: Dial Gauge M 2 TDragana SkočajićBelum ada peringkat
- Kia Río 2001Dokumen28 halamanKia Río 2001jesus quevedo100% (1)
- Workshop Manual Section on Propeller Shaft Removal and InstallationDokumen180 halamanWorkshop Manual Section on Propeller Shaft Removal and Installationjrrodrigueza2Belum ada peringkat
- KAFER Katalog 2010Dokumen143 halamanKAFER Katalog 2010KowalczykBelum ada peringkat
- MachinesDokumen8 halamanMachinesrazanymBelum ada peringkat
- Dial Indicator GuideDokumen25 halamanDial Indicator Guidekim salameraBelum ada peringkat
- Exploring Roundness 2014Dokumen102 halamanExploring Roundness 2014Arvin BabuBelum ada peringkat
- Whitepaper - AlignmentDokumen20 halamanWhitepaper - Alignmentmanbkk100% (2)
- MM Interview QuestionsDokumen28 halamanMM Interview QuestionsVivek BajpaiBelum ada peringkat
- Understanding Errors in Hand-Held Measuring Instruments - Modern Machine ShopDokumen5 halamanUnderstanding Errors in Hand-Held Measuring Instruments - Modern Machine ShopmehdiBelum ada peringkat
- 2016IN PriceDokumen99 halaman2016IN PriceArif MohammadBelum ada peringkat
- Conveyor Belts - Fire Resistant Conveyor Belting For Underground Mines and Such Other Hazardous Applications - SpecificationDokumen27 halamanConveyor Belts - Fire Resistant Conveyor Belting For Underground Mines and Such Other Hazardous Applications - SpecificationARAVINDRAJ V RBelum ada peringkat
- Dia-Come EngDokumen4 halamanDia-Come EngTECNIMETALBelum ada peringkat
- ME2308 Lab ManualDokumen28 halamanME2308 Lab ManualNishanth ShannmugamBelum ada peringkat
- MEM12023A Perform Engineering Measurements PDFDokumen30 halamanMEM12023A Perform Engineering Measurements PDFpriyanka100% (1)