Anda mungkin juga menyukai
- Accesorios para TuberíasDokumen42 halamanAccesorios para TuberíasEdgar Estrada Garcia100% (1)
- Selección de Bridas y VálvulasDokumen21 halamanSelección de Bridas y VálvulasJorge SamaniegoBelum ada peringkat
- Informe Bridas 1Dokumen16 halamanInforme Bridas 1Victor Hugo FloresBelum ada peringkat
- Asme B16.5Dokumen6 halamanAsme B16.5rodolfo100% (1)
- Abreviaturas de tuberías y accesoriosDokumen6 halamanAbreviaturas de tuberías y accesoriosGrover Gil MaydanaBelum ada peringkat
- Bridas y AccesoriosDokumen14 halamanBridas y AccesoriosWILMAR ANTONIO MENESES HERNANDEZBelum ada peringkat
- Identificar BridasDokumen2 halamanIdentificar BridasFederico GonzalezBelum ada peringkat
- Catalogo ValvulasDokumen67 halamanCatalogo Valvulasjhobanybernal100% (1)
- Ajuste pernos bridas tanquesDokumen13 halamanAjuste pernos bridas tanquesAriana Fachin SánchezBelum ada peringkat
- Esparragos para Bridas b16.5Dokumen4 halamanEsparragos para Bridas b16.5jleonosBelum ada peringkat
- Isometricos de TuberiasDokumen5 halamanIsometricos de TuberiasNAYELI ALMEIDA100% (2)
- Procedim Iento Instalacion de Camisas Tipo B OsoDokumen13 halamanProcedim Iento Instalacion de Camisas Tipo B OsoJorge Lenin Coral RoseroBelum ada peringkat
- Bridas de AceroDokumen16 halamanBridas de AceroMarco Sacsa100% (1)
- Asme B16.5Dokumen10 halamanAsme B16.5Camilo Ernesto Nardez Martinez0% (1)
- 1 Calculo de Espesores y Refuerzo Esp Pprueba ASME B31Dokumen9 halaman1 Calculo de Espesores y Refuerzo Esp Pprueba ASME B31Maximiliano García CalderónBelum ada peringkat
- Pruebas HidrostaticasDokumen6 halamanPruebas Hidrostaticaswilson12Belum ada peringkat
- Manual Válvulas Fisher PDFDokumen44 halamanManual Válvulas Fisher PDFLuz MainoBelum ada peringkat
- Cid Nor N Si 0001Dokumen266 halamanCid Nor N Si 0001richard_580100% (2)
- Torqueo de BridasDokumen1 halamanTorqueo de BridasWaldomiroCanoBelum ada peringkat
- Asme Seccion Viii - Ug 16 - EspañolDokumen2 halamanAsme Seccion Viii - Ug 16 - EspañolWilly Franco Correa BautistaBelum ada peringkat
- Soldadura ramales tuberíaDokumen4 halamanSoldadura ramales tuberíaMarvin Guerrero PadillaBelum ada peringkat
- ASME B31G TraducciónDokumen15 halamanASME B31G TraducciónMaryelinMarcanoDeFariasBelum ada peringkat
- Definición - Junta MonolíticaDokumen6 halamanDefinición - Junta MonolíticaLuis Enrique Guisado Guerra0% (1)
- BridasDokumen22 halamanBridasleumascossioBelum ada peringkat
- Análisis de Material de ASTM A105Dokumen14 halamanAnálisis de Material de ASTM A105jairo lopez meza100% (1)
- Co-Mec13 - Uniones Bridadas - R01 PDFDokumen29 halamanCo-Mec13 - Uniones Bridadas - R01 PDFPercy Morales Ramirez100% (1)
- Materiales en recipientes a presiónDokumen30 halamanMateriales en recipientes a presiónAlvarado Christian100% (2)
- Osm-Pro-012 Procedimiento de Prueba Hidrostatica A ValvulasDokumen11 halamanOsm-Pro-012 Procedimiento de Prueba Hidrostatica A ValvulasItzOzzy100% (1)
- Curso de Tuberia I Cecati 72Dokumen90 halamanCurso de Tuberia I Cecati 72Florencio Martínez KenBelum ada peringkat
- Calculadora para Espesores de ComalesDokumen1 halamanCalculadora para Espesores de ComalesimarluBelum ada peringkat
- Cat Filtro Canasta (Strainer Simplex) de FabricacionDokumen2 halamanCat Filtro Canasta (Strainer Simplex) de FabricacionPoncho Rmz100% (2)
- Bridas Ansi Catalogo CompletoDokumen98 halamanBridas Ansi Catalogo CompletoJorge E Restrepo BBelum ada peringkat
- Capitulo 603 DobladoDokumen3 halamanCapitulo 603 DobladoDamian LeonardoBelum ada peringkat
- ASME B16.47 Serie A vs Serie B bridas válvulasDokumen10 halamanASME B16.47 Serie A vs Serie B bridas válvulasJonathanBelum ada peringkat
- Doblado de Tuberia LPDokumen9 halamanDoblado de Tuberia LPOscar Josué Rodríguez100% (1)
- Accesorios PipingDokumen31 halamanAccesorios PipingmateuBelum ada peringkat
- VALMEC Valvula EsfericaDokumen6 halamanVALMEC Valvula EsfericadcarunchioBelum ada peringkat
- Estampas Codigo AsmeDokumen4 halamanEstampas Codigo AsmeAntiheroe Antiheroe100% (1)
- ASTM A53 tubos aceroDokumen3 halamanASTM A53 tubos aceroJóss Ang100% (1)
- Caps sch-40Dokumen1 halamanCaps sch-40DIEGO TERANBelum ada peringkat
- AstmDokumen3 halamanAstmMichael RcfBelum ada peringkat
- Avance de Mecanica (Fittings y ProcedimientosDokumen43 halamanAvance de Mecanica (Fittings y ProcedimientosFabian Hernandez Beltran100% (6)
- Tarea Norma API 600 y 607Dokumen2 halamanTarea Norma API 600 y 607jdanielcr.0408Belum ada peringkat
- Cálculo de tuberías de vapor tipo tracingDokumen17 halamanCálculo de tuberías de vapor tipo tracingPablo PiedraBelum ada peringkat
- Especificacion de Tuberia T1aDokumen1 halamanEspecificacion de Tuberia T1aRaymundo Maldonado Alvarez100% (1)
- Equivalencias Acero Normas InternacionalesDokumen3 halamanEquivalencias Acero Normas InternacionalesASTRIDCHBelum ada peringkat
- PREGUNTAS API en Blanco (Ok)Dokumen9 halamanPREGUNTAS API en Blanco (Ok)MarceloToccoBelum ada peringkat
- Norma de tubería industrialDokumen44 halamanNorma de tubería industrialCarlos Gilberto Villamar LinaresBelum ada peringkat
- Procedimiento de HermeticidadDokumen3 halamanProcedimiento de Hermeticidaddiazf2004Belum ada peringkat
- Medidas y Espesores de Pared de Tuberia de LineaDokumen1 halamanMedidas y Espesores de Pared de Tuberia de LineaFredi Zamora Diaz100% (1)
- Manual de Tuberias y DimensionesDokumen40 halamanManual de Tuberias y DimensionesItzamná KauilBelum ada peringkat
- Válvulas. Selección, Uso y Mantenimiento. CRANEDokumen285 halamanVálvulas. Selección, Uso y Mantenimiento. CRANEPaula RiveraBelum ada peringkat
- Flanges RDokumen6 halamanFlanges Rrmacetas2047100% (1)
- Flanges NORMASDokumen6 halamanFlanges NORMASGAMBLBelum ada peringkat
- Flanges: Características, Diseños y NormasDokumen24 halamanFlanges: Características, Diseños y NormasFrancisco Andre Albornoz Mesias0% (1)
- Trabajo Bridas Juntas AnillosDokumen21 halamanTrabajo Bridas Juntas AnillosPablo Valverde Macias100% (2)
- Flanges PDFDokumen6 halamanFlanges PDFcristhianBelum ada peringkat
- FlangesDokumen6 halamanFlangesJesús Alberto Díaz CostaBelum ada peringkat
- Información Técnica FlangesDokumen6 halamanInformación Técnica Flangesmulder21Belum ada peringkat
- Bridas Salas Mariño Jose MiguelDokumen31 halamanBridas Salas Mariño Jose MiguelBeto Miranda ConsueloBelum ada peringkat
- Manual de MotoresDokumen121 halamanManual de MotoresGerardo Pastore100% (1)
- NTP para CablesDokumen86 halamanNTP para CablesJuan Jose Alarcon AquinoBelum ada peringkat
- Catalogo Cadenas GeneralDokumen298 halamanCatalogo Cadenas Generalfparra2777100% (2)
- Motores AsincrónicosDokumen30 halamanMotores AsincrónicosFravier LeonBelum ada peringkat
- Manual Calculo Redes Agua en EdificacionesDokumen76 halamanManual Calculo Redes Agua en Edificacionessmaring5100% (3)
- Reglamento General de EdificacionesDokumen753 halamanReglamento General de EdificacionesaleneiserBelum ada peringkat
- Cilindros redondos DSNU/ESNUDokumen46 halamanCilindros redondos DSNU/ESNUJuan Jose Alarcon AquinoBelum ada peringkat
- Motores AsincrónicosDokumen30 halamanMotores AsincrónicosFravier LeonBelum ada peringkat
- Calculo de TrolleyDokumen81 halamanCalculo de TrolleyJuan Jose Alarcon AquinoBelum ada peringkat
- Norma A-130 Rne PDFDokumen40 halamanNorma A-130 Rne PDFcuscoteBelum ada peringkat
- Catalogo Cadenas GeneralDokumen298 halamanCatalogo Cadenas Generalfparra2777100% (2)
- Seleccion de Lubricante (Aceites y Grasa)Dokumen6 halamanSeleccion de Lubricante (Aceites y Grasa)MESMERBelum ada peringkat
- Norma Sanitaria Operac CentrosacopioDokumen12 halamanNorma Sanitaria Operac CentrosacopioJuan Jose Alarcon AquinoBelum ada peringkat
- 14condiciones TrabajoDokumen57 halaman14condiciones TrabajoJuan Jose Alarcon AquinoBelum ada peringkat
- Form As Dedes Gas TeDokumen1 halamanForm As Dedes Gas TeJuan Jose Alarcon AquinoBelum ada peringkat
- NTP AcerosDokumen0 halamanNTP AcerosJuan Jose Alarcon AquinoBelum ada peringkat
- Logo Power TeamDokumen11 halamanLogo Power TeamRubenj Gonzales AquinoBelum ada peringkat
- Carta de LubricaciónDokumen1 halamanCarta de LubricaciónJuan Jose Alarcon AquinoBelum ada peringkat
- Catalogo Cadenas GeneralDokumen298 halamanCatalogo Cadenas Generalfparra2777100% (2)
- Planos Electricos de CizallaDokumen1 halamanPlanos Electricos de CizallaJuan Jose Alarcon AquinoBelum ada peringkat
- Calculo de BombasDokumen5 halamanCalculo de Bombasfabitoco6048Belum ada peringkat
- Calculo de Resortes PDFDokumen5 halamanCalculo de Resortes PDFj3r007Belum ada peringkat
- Seleccion de Lubricante (Aceites y Grasa)Dokumen6 halamanSeleccion de Lubricante (Aceites y Grasa)MESMERBelum ada peringkat
- Conductores NecDokumen1 halamanConductores NecNelson ForeroBelum ada peringkat
- Seleccion de Lubricante (Aceites y Grasa)Dokumen6 halamanSeleccion de Lubricante (Aceites y Grasa)MESMERBelum ada peringkat
- Manual Técnico de Conductores EléctricosDokumen22 halamanManual Técnico de Conductores EléctricosRoberto Cervantes100% (1)
- Vehiculos HibridosDokumen50 halamanVehiculos HibridosJuan Jose Alarcon Aquino100% (1)
- Catalogo de Carros FestoonDokumen53 halamanCatalogo de Carros FestoonJuan Jose Alarcon Aquino100% (2)
- Particulas MagneticasDokumen3 halamanParticulas MagneticasJuan Jose Alarcon AquinoBelum ada peringkat
- N° 03 - Actividad N°07 - Psicologia PDFDokumen11 halamanN° 03 - Actividad N°07 - Psicologia PDFFernando CcoBelum ada peringkat
- 2 Menú Plan HipocalóricoDokumen6 halaman2 Menú Plan Hipocalóricodagger1959Belum ada peringkat
- Ficha de Evaluación de Concurso de PonchesDokumen3 halamanFicha de Evaluación de Concurso de PonchesAlexito TorresBelum ada peringkat
- Maria FerDokumen10 halamanMaria FerMauricio Ordoñez AriasBelum ada peringkat
- Temario Biología 5toDokumen2 halamanTemario Biología 5toMarcial Luza UrquizoBelum ada peringkat
- Plan de Emergencia y Contingencia SolanoDokumen12 halamanPlan de Emergencia y Contingencia SolanoMarly Sarria GonzalezBelum ada peringkat
- Catálogo Muebles para Exterior - SMDokumen189 halamanCatálogo Muebles para Exterior - SMjulio.ascorveeBelum ada peringkat
- Instructivo Ficha Notificación SivimDokumen10 halamanInstructivo Ficha Notificación SivimLeonardo SuarezBelum ada peringkat
- Vehículo Bul A20 (Manual Utilización)Dokumen61 halamanVehículo Bul A20 (Manual Utilización)Jhon Hever Benitez HernandezBelum ada peringkat
- Tema 1 PrevenciónDokumen2 halamanTema 1 PrevenciónHugo GarciaBelum ada peringkat
- Tomo 1 (Hasta Clasif Sin Claves) 2020Dokumen87 halamanTomo 1 (Hasta Clasif Sin Claves) 2020Flor CalvoBelum ada peringkat
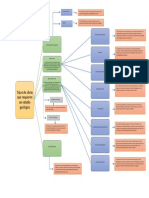
- Obras que requieren estudio geológicoDokumen1 halamanObras que requieren estudio geológicorodrigo0% (1)
- El OlfatoDokumen2 halamanEl Olfatoyurainis Diaz AldanaBelum ada peringkat
- Estudio de Caso Pedagogía EducativaDokumen2 halamanEstudio de Caso Pedagogía EducativaZenchssug VaaotBelum ada peringkat
- HHERRERA - Etnobotánica, Taxonomía y Protección de La BiodiversidadDokumen7 halamanHHERRERA - Etnobotánica, Taxonomía y Protección de La BiodiversidadHilda Herrera AbarcaBelum ada peringkat
- Textos para JovenesDokumen7 halamanTextos para JovenesMaximiliano CalvoBelum ada peringkat
- Aberastury - Cap2 Preparacion Psicoterapeutica para Cirugia PDFDokumen5 halamanAberastury - Cap2 Preparacion Psicoterapeutica para Cirugia PDFJuliSayagoBelum ada peringkat
- 3 Reactivo Limitante y %conversionDokumen6 halaman3 Reactivo Limitante y %conversionPanela PierreBelum ada peringkat
- Inteligencia emocional en el trabajo: qué es y cómo practicarlaDokumen2 halamanInteligencia emocional en el trabajo: qué es y cómo practicarlaFelipe NahumBelum ada peringkat
- Linear Traits Spanish PDFDokumen4 halamanLinear Traits Spanish PDFRoxana CllBelum ada peringkat
- Mapa Conceptual Signos VitalesDokumen4 halamanMapa Conceptual Signos VitalesXiomara Lisseth N�JERA SINCHEBelum ada peringkat
- Actividad Integradora 2 Modulo 2Dokumen5 halamanActividad Integradora 2 Modulo 2Erick TorresBelum ada peringkat
- Postítulo IAGDokumen15 halamanPostítulo IAGPablo IslaBelum ada peringkat
- Ref de CC - NN 8vo 7-Nov-22Dokumen6 halamanRef de CC - NN 8vo 7-Nov-22Evelin RodriguezBelum ada peringkat
- 3 NeuromotorDokumen51 halaman3 NeuromotorJuan Carlo Morales DíazBelum ada peringkat
- wWEB Guía de Limpieza y Desinfección en Clínicas VeterinariasDokumen11 halamanwWEB Guía de Limpieza y Desinfección en Clínicas Veterinariasroger bedriBelum ada peringkat
- Experiencia de Marcelino López como Jefe de Almacén en restaurant y clubDokumen3 halamanExperiencia de Marcelino López como Jefe de Almacén en restaurant y clubDavidBelum ada peringkat
- Modulo 2 SociologiaDokumen6 halamanModulo 2 SociologiaferkohlerBelum ada peringkat
- 01.0.0 Trabajos Provisionales: Actividad de Intervención InmediataDokumen47 halaman01.0.0 Trabajos Provisionales: Actividad de Intervención Inmediatawilson herediaBelum ada peringkat
- Tesis Sobre El BullyingDokumen28 halamanTesis Sobre El Bullyingyuliannysg1575% (4)