Anda mungkin juga menyukai
- Roscas GEREALIDADESDokumen93 halamanRoscas GEREALIDADEScamaro666100% (4)
- Medicion de Roscas y EngranesDokumen81 halamanMedicion de Roscas y Engranesnjarac197250% (2)
- Fresadora IDokumen67 halamanFresadora ICesar RamosBelum ada peringkat
- TaladradoDokumen23 halamanTaladradoKevin López100% (1)
- 3 Principios Básicos de CNCDokumen50 halaman3 Principios Básicos de CNCGregory GoncalvezBelum ada peringkat
- Aparatos divisores: tipos, funcionamiento y métodos de divisiónDokumen32 halamanAparatos divisores: tipos, funcionamiento y métodos de divisiónAlejandro González GaiteroBelum ada peringkat
- Presentacion Roscas Tipos y PerfilDokumen26 halamanPresentacion Roscas Tipos y Perfiltucuman_69100% (7)
- Herramientas para TornearDokumen47 halamanHerramientas para TornearTaller Metal-Mecanica Leo70% (10)
- Rectificado PDFDokumen24 halamanRectificado PDFSección de Procesos de Manufactura100% (2)
- Procesos de taladrado: introducción a la fabricación de orificiosDokumen22 halamanProcesos de taladrado: introducción a la fabricación de orificiosedgardoBelum ada peringkat
- Torneado ConicoDokumen12 halamanTorneado Conicomarco anto75% (8)
- Curso Afilado de Herramientas Montepiedra 2012Dokumen222 halamanCurso Afilado de Herramientas Montepiedra 2012Mario J. Torres100% (1)
- ROSCASDokumen53 halamanROSCASGLOZOYA2590% (31)
- Micrometro oDokumen71 halamanMicrometro oRudi Córdova FloresBelum ada peringkat
- Manual para El Rectificado-2-55-3-54Dokumen52 halamanManual para El Rectificado-2-55-3-54ALEJANDRO BERNAL SALAMANCABelum ada peringkat
- Rosca a manoDokumen15 halamanRosca a manoCesar MontielBelum ada peringkat
- Herramientas de Torno y BrocasDokumen15 halamanHerramientas de Torno y Brocastaller671797% (33)
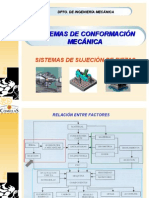
- Tema 2 - Sistemas de Sujeción de Piezas en MáquinaDokumen33 halamanTema 2 - Sistemas de Sujeción de Piezas en Máquinaapi-3747782100% (15)
- Parametros de CorteDokumen27 halamanParametros de CorteJuan Gerundas100% (1)
- Guía I - ConididadDokumen7 halamanGuía I - ConididadIsaias Guevara100% (1)
- Rectificado CilíndricoDokumen9 halamanRectificado CilíndricoWilber DionicioBelum ada peringkat
- Herramientas de CorteDokumen15 halamanHerramientas de Cortejaviercastrillon91% (11)
- Proceso de RoscadoDokumen30 halamanProceso de RoscadoAna Cecilia Castaño MercadoBelum ada peringkat
- Tablas de RoscasDokumen23 halamanTablas de RoscasJunior Balabarca100% (1)
- Tipos de RoscasDokumen45 halamanTipos de Roscasarturo_snk100% (6)
- Sistemas de ajustes y tolerancias en fabricaciónDokumen40 halamanSistemas de ajustes y tolerancias en fabricaciónKhaled Medina100% (1)
- 04 Tolerancias Dimensionales 01Dokumen25 halaman04 Tolerancias Dimensionales 01Esther AyuqueBelum ada peringkat
- Tema 1.cabezal Divisor PDFDokumen35 halamanTema 1.cabezal Divisor PDFVictor JoelBelum ada peringkat
- Introducción A Los Símbolos y Términos en Dimensionamiento y Tolerancias GeométricasDokumen21 halamanIntroducción A Los Símbolos y Términos en Dimensionamiento y Tolerancias Geométricasartiesk100% (1)
- FresadoraDokumen41 halamanFresadoraDavid Eq RBelum ada peringkat
- ROSCASDokumen29 halamanROSCASDavid Ramos Perez100% (2)
- RoscasDokumen111 halamanRoscasbernardino Llerena0% (1)
- RoscasDokumen111 halamanRoscasadelmi2267% (3)
- RoscasDokumen111 halamanRoscasJorge Enco Paredes100% (1)
- RoscasDokumen116 halamanRoscasedwindavid95Belum ada peringkat
- RoscasDokumen111 halamanRoscasr2drill100% (2)
- RoscadoDokumen20 halamanRoscadoElizabeth Manzano ZavalaBelum ada peringkat
- Taller - Machuelos y TerrajasDokumen21 halamanTaller - Machuelos y TerrajascalimovBelum ada peringkat
- RoscadoDokumen7 halamanRoscadoHoracio SerenelliBelum ada peringkat
- RoscadoDokumen20 halamanRoscadoJuly Rodriguez AlvaradoBelum ada peringkat
- El RoscadoDokumen11 halamanEl RoscadoUbaldo Sanchez100% (3)
- Roscado: Características, tipos y aplicacionesDokumen21 halamanRoscado: Características, tipos y aplicacionesDionne Aros SerranoBelum ada peringkat
- Partes y tipos de roscas enDokumen4 halamanPartes y tipos de roscas enjavierpapirico100% (1)
- Unidad I. Guia de RoscasDokumen22 halamanUnidad I. Guia de Roscasefrainj28Belum ada peringkat
- Válvulas de Bola de Acero Carbono 2000 LBS WOGDokumen25 halamanVálvulas de Bola de Acero Carbono 2000 LBS WOGpca97Belum ada peringkat
- Tornillos y TuercasDokumen31 halamanTornillos y TuercasLuis Anton100% (1)
- Operaciones de RoscadoDokumen4 halamanOperaciones de Roscadocristian pe�a figuereoBelum ada peringkat
- Medicion de Roscas y EngranesDokumen35 halamanMedicion de Roscas y EngranesJule LopezBelum ada peringkat
- Introducción a las roscas: definición, tipos, elementos y representaciónDokumen9 halamanIntroducción a las roscas: definición, tipos, elementos y representaciónKe_ruleBelum ada peringkat
- Roscas y TornillosDokumen16 halamanRoscas y TornillosdijuanarguelloBelum ada peringkat
- Tipos de roscas y sus parámetrosDokumen42 halamanTipos de roscas y sus parámetrosjocexdBelum ada peringkat
- Identificación de RoscasDokumen19 halamanIdentificación de RoscasJoel ChambiBelum ada peringkat
- ELEMENTOS ROSCADOS Y SUS TIPOSDokumen7 halamanELEMENTOS ROSCADOS Y SUS TIPOSFrank SánchezBelum ada peringkat
- RoscadoDokumen34 halamanRoscadoCarlos Andres Aguirre Rojas100% (1)
- Caracteristicas TornillosDokumen18 halamanCaracteristicas TornillosCarlos Bolaños100% (1)
- Exposición RoscasDokumen60 halamanExposición RoscasJean CharlesBelum ada peringkat
- Roscado ManualDokumen9 halamanRoscado ManualARKAROF100% (1)
- RoscadoDokumen23 halamanRoscadoEdgar Cruz SalazarBelum ada peringkat
- DISPOSITIVOS DE SUJECIONDokumen9 halamanDISPOSITIVOS DE SUJECIONgeorgenavgomezBelum ada peringkat
- Tecnologia de Los MaterialesDokumen13 halamanTecnologia de Los Materialescbbenites189178% (9)
- Materiales MetalicosDokumen32 halamanMateriales Metalicoscbbenites189193% (14)
- Accidentes CBBEDokumen31 halamanAccidentes CBBEcbbenites1891Belum ada peringkat
- Engranaje ConicoDokumen5 halamanEngranaje Conicocbbenites189182% (11)
- Salud Ocupacional OITDokumen17 halamanSalud Ocupacional OITLuis Aguilar100% (1)
- Conjuntos y DespiecesDokumen19 halamanConjuntos y Despiecescbbenites189190% (30)
- Metro LogiaDokumen95 halamanMetro Logiacbbenites1891100% (10)
- Engranaje ConicoDokumen5 halamanEngranaje Conicocbbenites189182% (11)
- CalculosDokumen23 halamanCalculoscbbenites1891100% (1)
- Tor Nil LoDokumen20 halamanTor Nil Locbbenites1891100% (1)
- Roscas 1Dokumen51 halamanRoscas 1cbbenites1891100% (6)
- Metro LogiaDokumen95 halamanMetro Logiacbbenites1891100% (10)
- Fisica y Quimica AplicadaDokumen322 halamanFisica y Quimica Aplicadacbbenites1891100% (3)
- TORNEADODokumen66 halamanTORNEADOcbbenites1891100% (1)
- Vida Util de Un ProductoDokumen11 halamanVida Util de Un ProductoBlink CcasaniBelum ada peringkat
- Harina de Algarroba 1udep PDFDokumen125 halamanHarina de Algarroba 1udep PDFPedro Palacios FarfanBelum ada peringkat
- Vaca Brava ResueltoDokumen31 halamanVaca Brava ResueltoJca VelasBelum ada peringkat
- 08-07 Documento Art. 43 SPUDokumen2 halaman08-07 Documento Art. 43 SPULucas Matias BarretoBelum ada peringkat
- Taller Programación Lineal PDFDokumen13 halamanTaller Programación Lineal PDFDaniel Gomez MedinaBelum ada peringkat
- Turrón en Trozos Ultracongelados Les Vergers BoironDokumen2 halamanTurrón en Trozos Ultracongelados Les Vergers BoironCristina Gallego DorwigBelum ada peringkat
- Practica 7 Azucares ReductoresDokumen4 halamanPractica 7 Azucares ReductoresghenghisbazanBelum ada peringkat
- ButtercreamDokumen14 halamanButtercreamMariaReneMamaniRiosBelum ada peringkat
- HistoriaDokumen4 halamanHistoriaEber Edison50% (2)
- Catering Gold ServiceDokumen48 halamanCatering Gold ServiceJavierUruriCentenoBelum ada peringkat
- Caso Chocolates El Rey 1 PDFDokumen14 halamanCaso Chocolates El Rey 1 PDFevelynBelum ada peringkat
- Informe VulcanizacionDokumen5 halamanInforme VulcanizacionYess Gomez TabordaBelum ada peringkat
- Folleto AptDokumen14 halamanFolleto Aptrevistapiotamayo01Belum ada peringkat
- Liofilización conserva alimentosDokumen2 halamanLiofilización conserva alimentosDiegoFernandoMontenegroBelum ada peringkat
- Manual de Normas de Calidad de Insumos y Productos Elaborados Por Liconsa PDFDokumen185 halamanManual de Normas de Calidad de Insumos y Productos Elaborados Por Liconsa PDFleopardo7Belum ada peringkat
- Ejemplo Verificacion ValidacionDokumen3 halamanEjemplo Verificacion ValidacionKathy Andrade Garcia100% (1)
- Ejercicios Binarios Sol PDFDokumen4 halamanEjercicios Binarios Sol PDFpepe suarez100% (1)
- Composición Del Grano de SorgoDokumen3 halamanComposición Del Grano de SorgoDavid SotdBelum ada peringkat
- Lucy Trabajo 2Dokumen34 halamanLucy Trabajo 2Billy Ponce LimaymantaBelum ada peringkat
- Cadena de Valor Del CacaoDokumen18 halamanCadena de Valor Del Cacaotrosky1984Belum ada peringkat
- Curso Aprende A Encuadernar LibrosDokumen11 halamanCurso Aprende A Encuadernar LibrosJorge Vasquez ChavarryBelum ada peringkat
- Modelaje de MarroquineríaDokumen9 halamanModelaje de MarroquineríaCesar Villamil100% (1)
- Mi Primera Olla ProgramableDokumen3 halamanMi Primera Olla Programablebetty6vinson04Belum ada peringkat
- Modelo de Negocio para Una CafeteriaDokumen11 halamanModelo de Negocio para Una CafeteriaBabalucheBelum ada peringkat
- Procesos fabricación jugos frutsiDokumen5 halamanProcesos fabricación jugos frutsicarfabriBelum ada peringkat
- Sena Trabajo Alpina 2Dokumen11 halamanSena Trabajo Alpina 2Geraldine VegaBelum ada peringkat
- PESQUERIADokumen11 halamanPESQUERIAMelissa MelBelum ada peringkat
- Norma Tecnica de La Esencia de VainillaDokumen2 halamanNorma Tecnica de La Esencia de VainillaANDREA100% (1)
- Proyecto de BurritosDokumen9 halamanProyecto de BurritosJimenez DestingBelum ada peringkat