1GM
Sciences et Techniques Industrielles Productique - Cours Gnie Mcanique Premire
Page 1 sur 8
FORMAT GNRAL DES DONNES ET DFINITION DES ADRESSES
%nnnn Nnnnnn Gnn Hnnnn Xnnnnn,nnn Ynnnnn,nnn Znnnnn,nnn Innnnn,nnn Jnnnnn,nnn Knnnnn,nnn Innnnn,nnn Jnnnnn,nnn Unnnnn,nnn Vnnnnn,nnn Wnnnnn,nnn Annnnn,nnn Bnnnnn,nnn Cnnnnn,nnn Pnnnnn,nnn Pnnnn,nnn Qnnnnn,nnn Qnnnn,nnn Rnnnnn,nnn Fnnn,nn Fnnnnn,nn Fnn,nn Fn Mnnn Snnnn Tnnnnn Dnnn Lnnn Ennnnn Numro de programme (4 chiffres maxi) Numro de squence ou de ligne (5 chiffres maxi de N0 N32767) Fonction prparatoire (2 chiffres maxi). 6 fonctions maxi dans un bloc Numro dappel de sous-programme dans une squence comportant un G77 (4 chiffres maxi) Mouvements principaux sur les axes (8 chiffres maxi) Coordonnes du centre en interpolation circulaire en G2 ou G3 ou pas de lhlice en interpolation hlicodale ou pas du filet en filetage au grain Prise de passe latrale en G45 Mouvements parallles aux axes X, Y et Z
Coordonnes angulaires autour des axes X, Y et Z Valeur de la premire pntration en G83 ou G87 ou sens de loutil suivant X ou U en G16 Prise de passe en bauche G45 (7 chiffres maxi) Valeur de la dernire pntration en G83 ou G87 ou sens de loutil suivant Y ou V en G16 Prise de passe latrale en bauche G45 Rayon du cercle en interpolation circulaire ou hlicodale (8 chiffres maxi) ou sens de loutil suivant Z ou V en G16 Vitesse davance en mm/tr en G95 (5 chiffres maxi) Vitesse davance en mm/min en G94 (7 chiffres maxi Valeur de la temporisation en seconde en G4 (4 chiffres maxi. Dure maxi : 99.99 s) Nombre de filet en G33 (1 chiffre. 9 filets maxi) Fonctions auxiliaires (3 chiffres maxi. 32 dcodes. 224 codes) Frquence de rotation de la broche en tr/min en G97 (4 chiffres maxi) ou nombre de rptition dun sous programme en G77 Numro doutil (5 chiffres maxi. De 0 65535) Numro du correcteur (3 chiffres maxi. De 0 255) Variables programmes (3 chiffres maxi. De 0 19 et de 100 199) Paramtres externes (5 chiffres)
STRUCTURE GNRALE DUN PROGRAMME
Page 2 sur 8 La programmation structure permet dans un premier temps danalyser et de concevoir plus rapidement un programme de commande numrique. En effet, dans un programme, toutes les oprations dusinage font appel un certain nombre de fonctions identiques (appel doutil, rotation de broche, conditions de coupe, dgagement doutil ). Il est donc intressant de choisir une programmation structure commune pour toutes ces oprations. Enfin, tous les commentaires utiles la comprhension et lanalyse du programme doivent tre rajouts entre parenthses.
ORIGINES ET POINTS CARACTRISTIQUES
Om Opp Op OP Pr Pc Origine mesure Origine porte-pice Origine pice Origine Programme Point de rfrence Point courant Lie au bti de la machine Lie la mise en position du porte-pice sur la machine Lie la mise en position de la pice sur le porte-pice Place par le programmeur pour faciliter lcriture du programme Li la mise en position du porte-outil sur la machine Point de loutil produisant la surface usine sur la pice
Page 3 sur 8
DCALAGES ET JAUGES
Dfinition Opp / Om Op / Opp OP / Op Pc / Pr Appartient Machine Montage Pice Outil (et porte-outil) Valeur utilisables sur NUM PREF DEC1 ou DEC3 Dcalage programme (G59) Jauge Outil
5 INTRODUCTION DES DCALAGES : PREF, DEC, G59 ET JAUGES
Ces valeurs appartenant diffrentes parties du poste de travail, il est important didentifier ou ces dcalages sont introduits.
PREF
Ces valeurs nappartiennent qu la machine. Dans le cas dun atelier ou les concepts prsents sur ce document sont appliqus systmatiquement, il suffit de les introduire une fois pour toute dans le directeur de commande numrique, ces valeurs ntant changes que lors du drglage de la machine (collision par exemple). Si les conditions prcdentes ne sont pas vrifies, il peut tre intressant de crer un sous programme de rappel de ces valeurs systmatiquement appel en dbut de programme pice.
DEC1 ou DEC3
Ces valeurs appartiennent au porte-pice. Elles sont dtermines par les cotes daptitude du porte-pice. Elles peuvent tre contrles hors machine en MMT par exemple, et peuvent tre graves sur le porte-pice (porte-pice ddi). Elles devront tre introduite dans le DCN : - soit manuellement, - soit par tlchargement. - si le porte-pice dune fabrication est unique et parfaitement identifi, on peut envisager de les faire apparatre dans le programme sous forme de paramtres E6X001.
DECALAGE G59
Ces valeurs font parties intgrantes du programme pice et ne doivent pas tre modifies.
JAUGES
Ces valeurs appartiennent loutil et au porte-outil. Elles peuvent tre contrles hors machine sur banc de contrle par exemple. Elles devront tre introduite dans le DCN : - soit manuellement. - soit par tlchargement.
LES CODES ISO
Page 4 sur 8
Fonctions G en tournage
CODE DSIGNATION G00 Interpolation linaire en rapide G01* Interpolation linaire la vitesse programme Interpolation circulaire la vitesse tangentielle programme, sens antiG02 trigonomtrique G03 Identique G02 mais en sens trigonomtrique G04 Temporisation programmable avec ladresse F G09 Arrt prcis en fin de bloc avant lenchanement sur le bloc suivant Arrt dusinage par acquisition du signal bute fin de bloc ou sur G10 dtection dun seuil mesur, et saut un autre bloc ou enchanement sur le bloc suivant. G12 Survitesse par manivelle G16* Dfinition de laxe de loutil laide des adresses PR G20* Programmation en X et Z Programmation cartsienne sur le couple daxes rotatifs (C) et rectiligne G21 (X) G33 Cycle de filetage pas constant G38 Filetage enchan sur cne G40* Annulation de correction suivant le rayon G41 Correction de rayon doutil gauche du profil G42 Correction de rayon doutil droite du profil G52 Programmation absolue des cotes par rapport lorigine mesure G53 Suspension du zro programme par rapport au zro machine G54* Validation du zro programme par rapport au zro machine G59 Dcalage dorigine programm. Sajoute aux dcalages. Valid par G54 G64 Cycle dbauche paraxial G65 Cycle dbauche de gorge G66 Cycle de dfonage G70 Entre des donnes en pouce G71* Entre des donnes en mtrique G75 Validation dun sous programme de dgagement durgence Transfert des donnes courantes des paramtres dans le programme G76 pice Appel inconditionnel dun sous programme ou dune suite de squence G77 avec retour G79 Saut conditionnel ou inconditionnel une squence sans retour G80 Annulation de cycle dusinage G83 Cycle de dbourrage G87 Cycle de brise-copeaux G90* Programmation absolue par rapport lorigine programme G91 Programmation relative par rapport au point de dpart du bloc G92 Limitation de la vitesse de broche Sxx G92 Prslection de lorigine programme X ou Z G94* Vitesse davance exprime en mm/min G95 Vitesse davance exprime en mm/tr G96 Vitesse de coupe constante G97* Vitesse de broche en tr/min (choix automatique de gamme) Dfinition du rayon ou du diamtre de dpart lors de lusage dun G98 plateau interpol avec X ou Z pour le seul calcul de la vitesse de rotation RVOCATION G01-02-03-33 G00-02-03-33 G00-01-03-33 G00-01-02-33 Fin de bloc Fin de bloc Fin de bloc Fin de bloc Fin de bloc G21 G20 G00-01-02-03 G00-01-02-03 G41-G42 G40-G42 G41-G40 Fin de bloc G54 G53 Fin de bloc G80 Fin de bloc Fin de bloc G71 G70 Fin de bloc Fin de bloc Fin de bloc Fin de bloc G64-83-87 G80-64-65-66-87 G80-64-65-66-83 G91 G90 M2 Fin de bloc G93-95 G93-94 G97 G96
* : fonctions initialises la mise sous tension ou la suite dune remise zro.
Page 5 sur 8
Fonctions M en tournage
CODE M00 M01 M02 M03 M04 M05* M06 M07 M08 M09* M10 M11 M19 M40 M45 M48* M49 M64* M65 M66* M67 M998* M99 X X X X X X X FONCTION AVANT APRS X X X X X X X X X X X X X X X DSIGNATION Arrt programm Arrt optionnel Fin de programme pice Rotation broche sens anti-trigonomtrique Rotation broche sens trigonomtrique Arrt de broche Changement doutil Arrosage N2 Arrosage N1 Arrt des arrosages Blocage daxe Dblocage daxe Indexation broche 6 gammes de broches (suivant CNC) Validation des potentiomtres de broche et davance Inhibition des potentiomtres de broche et davance Commande broche N1 Commande broche n2 Utilisation mesure broche 1 Utilisation mesure broche 2 Mode MODIF, IMD et appel de sousprogramme par lautomate autoris Masquage par programmation des modes MODIF, IMD et appel de sous-programme par lautomate M49 M48 M65 M64-M2 M67 M66-M2 M999 M998-M2 RVOCATION Action sur DCY Action sur DCY % ou EOR M4-M5-M0-M19 M3-M5-M0-M19 M3-M4 Compte rendu M9-M0 M9-M0 M7-M8 M11 M10 M3-M4-M5
* : fonctions initialises la mise sous tension ou la suite dune remise zro. Remarques : Seule la fonction M6 nest pas modale (1) ; elle est remise zro ds la dtection par la CNC du compte rendu M. Plusieurs fonctions M dcodes peuvent tre programme dans un bloc. Des fonctions M codes peuvent tre dfinies par le constructeur. Ce sont des fonctions aprs . Une seule de ces fonctions est autorise par bloc. (1) modale : une fonction est dite modale lorsquelle reste active jusqu sa rvocation. Exemple : si G1 est programm dans un bloc, cette fonction est active, tous les dplacements suivants seront en G1 jusqu la rencontre dun G0, G2 ou G3
Page 6 sur 8
Fonctions G en fraisage
CODE
G00 G01* G02 G03 G04 G09 G10 G12 G16* G17* G18 G19 G31 G40* G41 G42 G45 G51 G52 G53 G54* G59 G70 G71* G73* G74 G75 G76 G77 G79 G80 G81 G82 G83 G84 G85 G86 G87
DSIGNATION
Interpolation linaire en rapide Interpolation linaire la vitesse programme Interpolation circulaire la vitesse tangentielle programme, sens antitrigonomtrique Identique G02 mais en sens trigonomtrique Temporisation programmable avec ladresse F Arrt prcis en fin de bloc avant lenchanement sur le bloc suivant Arrt dusinage par acquisition du signal bute fin de bloc ou sur dtection dun seuil mesur, et saut un autre bloc ou enchanement sur le bloc suivant. Survitesse par manivelle Dfinition de laxe de loutil laide des adresses PR Choix du plan XY pour linterpolation circulaire et la correction de rayon Choix du plan ZX pour linterpolation circulaire et la correction de rayon Choix du plan YZ pour linterpolation circulaire et la correction de rayon Filetage au grain Annulation de correction suivant le rayon Correction de rayon doutil gauche du profil Correction de rayon doutil droite du profil Cycle de poche Validation ou invalidation de la fonction miroir laide des adresses daxes Programmation absolue des cotes par rapport lorigine mesure Suspension du zro programme par rapport au zro machine Validation du zro programme par rapport au zro machine Dcalage dorigine programm. Sajoute aux dcalages. Valid par G54 Entre des donnes en pouce Entre des donnes en mtrique Annulation du facteur dchelle Validation du facteur dchelle Validation dun sous programme de dgagement durgence Transfert des donnes courantes des paramtres dans le programme pice Appel inconditionnel dun sous programme ou dune suite de squence avec retour Saut conditionnel ou inconditionnel une squence sans retour Annulation de cycle dusinage Cycle de perage centrage Cycle de perage chambrage Cycle de dbourrage Cycle de taraudage Cycle dalsage Cycle dalsage avec arrt de broche index en fond de trou Cycle de brise-copeaux
RVOCATION
G01-02-03-33 G00-02-03-33 G00-01-03-33 G00-01-02-33 Fin de bloc Fin de bloc Fin de bloc Fin de bloc Fin de bloc G18 G19 G17 G19 G17 G18 G80 G89 G41-G42 G40-G42 G41-G40 Fin de bloc Fin de bloc Fin de bloc G54 G53 Fin de bloc G71 G70 G74 G73 Fin de bloc Fin de bloc Fin de bloc Fin de bloc G64-83-87 G80, G82 G89 G80, G81, G83 G89 G80-64-65-66-87 G80 G83 G85 G89 G80 G84 G86 G89 G80 G85 G87 G89 G80-64-65-66-83
* : fonctions initialises la mise sous tension ou la suite dune remise zro.
Page 7 sur 8
FONCTIONS G EN FRAISAGE (SUITE)
CODE
G88 G89 G90* G91 G92 Sxx G92 G92 G93 G94*
DSIGNATION
Cycle dalsage et de dressage de face Cycle dalsage avec arrt temporis en fond de trou Programmation absolue par rapport lorigine programme Programmation relative par rapport au point de dpart du bloc Limitation de la vitesse de broche Prslection de lorigine programme Prslection de lorigine programme Vitesse davance exprime en inverse du temps (V/L) Vitesse davance exprime en mm/min
RVOCATION
G80 G87 G89 G80 G88 G91 G90 M2 Fin de bloc Fin de bloc G94 G93-95
Fonctions M en fraisage
CODE
M00 M01 M02 M03 M04 M05* M06 M07 M08 M09* M10 M11 M19 M40 M45 M48*
FONCTION AVANT APRS
X X X X X X X X X X X X X X X
DSIGNATION
Arrt programm Arrt optionnel Fin de programme pice Rotation broche sens anti-trigonomtrique Rotation broche sens trigonomtrique Arrt de broche Changement doutil Arrosage N2 Arrosage N1 Arrt des arrosages Blocage daxe Dblocage daxe Indexation broche 6 gammes de broches (suivant CNC)
RVOCATION
Action sur DCY Action sur DCY % ou EOR M4-M5-M0-M19 M3-M5-M0-M19 M3-M4 Compte rendu M9-M0 M9-M0 M7-M8 M11 M10 M3-M4-M5
Validation des potentiomtres de broche et M49 davance Inhibition des potentiomtres de broche et M49 M48 X davance M64* Commande broche N1 M65 X M65 Commande broche n2 M64-M2 X M66* Utilisation mesure broche 1 M67 X M67 Utilisation mesure broche 2 M66-M2 X Mode MODIF, IMD et appel de sous-programme M998* M999 X par lautomate autoris Masquage par programmation des modes M99 M998-M2 X MODIF, IMD et appel de sous-programme par lautomate * : fonctions initialises la mise sous tension ou la suite dune remise zro Remarques : Seule la fonction M6 nest pas modale (1) ; elle est remise zro ds la dtection par la CNC du compte rendu M. Plusieurs fonctions M dcodes peuvent tre programme dans un bloc. Des fonctions M codes peuvent tre dfinie par le constructeur. Ce sont des fonctions aprs . Une seule de ces fonctions est autorise par bloc. (1) modale : une fonction est dite modale lorsquelle reste active jusqu sa rvocation. Exemple : si G1 est programm dans un bloc, cette fonction est active, tous les dplacements suivants seront en G1 jusqu la rencontre dun G0, G2 ou G3
Page 8 sur 8
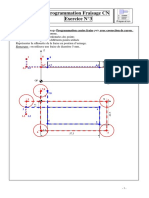
EXEMPLES - STRUCTURES
Pour raliser une opration dusinage, le DCN doit accomplir des tches principales qui sont : - positionner le bon outil, - approcher loutil en rapide, - adapter les conditions de coupe, - raliser lopration dusinage, - dgager loutil en rapide.
Anda mungkin juga menyukai
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Dari EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Belum ada peringkat
- Autodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsDari EverandAutodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsBelum ada peringkat
- Annexe Code G - Fonctions ISODokumen3 halamanAnnexe Code G - Fonctions ISOSabri Belaidi67% (3)
- ProgCN 2Dokumen13 halamanProgCN 2Rahmani AbdelazizBelum ada peringkat
- Exercice 3 Cor RigDokumen3 halamanExercice 3 Cor Rigمنير بوزيد100% (1)
- Manuel de Programmation G-CodeDokumen538 halamanManuel de Programmation G-CodeJorge Amaral100% (14)
- Exam Prat TSMFM FF 09Dokumen16 halamanExam Prat TSMFM FF 09Hamza NassibBelum ada peringkat
- Thème Montage ModulaireDokumen16 halamanThème Montage Modulairekldmnt100% (1)
- Compte Rendu TP Tournage PDFDokumen4 halamanCompte Rendu TP Tournage PDFRa Him100% (3)
- Leçon 2 - Mise en Œuvre de La MOCNDokumen26 halamanLeçon 2 - Mise en Œuvre de La MOCNAbichou IssaBelum ada peringkat
- Exercice n1 CorrigeDokumen2 halamanExercice n1 CorrigeStephane Durel Mbida100% (3)
- Les Cycles de FraisageDokumen32 halamanLes Cycles de Fraisageرفيق طرشونBelum ada peringkat
- 4-Contrat de Phase #10-CvDokumen1 halaman4-Contrat de Phase #10-CvMohamedBejja100% (1)
- 13 9 TD - Transmission PDFDokumen10 halaman13 9 TD - Transmission PDFRanya ouherrouBelum ada peringkat
- Exemples D'isostatismeDokumen5 halamanExemples D'isostatismehamzaouarraq100% (1)
- Devoir de Maison Janvier 2021Dokumen17 halamanDevoir de Maison Janvier 2021soulaima khederBelum ada peringkat
- 4-Simulation D'usinageDokumen26 halaman4-Simulation D'usinageMarwenBeltaif100% (2)
- Commande Numerique CoursDokumen206 halamanCommande Numerique Coursmassilia1320017020100% (5)
- Temps D'usinageDokumen4 halamanTemps D'usinageIadh Triaa88% (8)
- Cours de MOCNDokumen71 halamanCours de MOCNHouari Pachika91% (11)
- MOCN Et Programmation Cours 14-01-10Dokumen30 halamanMOCN Et Programmation Cours 14-01-10Marwen Omri67% (3)
- Calcul de Temps D'usinageDokumen5 halamanCalcul de Temps D'usinageAit El Caid AbdellatifBelum ada peringkat
- Les Cycles FixesDokumen28 halamanLes Cycles FixesYosr Maiza100% (1)
- Exercice 4 Avec CATIADokumen2 halamanExercice 4 Avec CATIASoufianeBelum ada peringkat
- Commande NumériqueDokumen7 halamanCommande NumériqueMohamed KerrouBelum ada peringkat
- Contrat de Phase Final122226Dokumen2 halamanContrat de Phase Final122226Nada Ghammem50% (2)
- M13 - Programmation, Réglage Et Conduite Des MOCN Version 2Dokumen44 halamanM13 - Programmation, Réglage Et Conduite Des MOCN Version 2shi_salbe_1583880% (5)
- Rapport de TP de Processus D'industrialisation Et Procédés de FabricationDokumen35 halamanRapport de TP de Processus D'industrialisation Et Procédés de FabricationOuissal Feddoul100% (2)
- Devoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéDokumen17 halamanDevoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéO ZBelum ada peringkat
- Montages Usinage PDFDokumen4 halamanMontages Usinage PDFdidined92% (13)
- Auto-Formation Tournage 2018Dokumen146 halamanAuto-Formation Tournage 2018Anis Ziani0% (1)
- Exercice CN FraisageDokumen6 halamanExercice CN FraisageBouallegue MounirBelum ada peringkat
- Cours D Usinage de L IsostatismeDokumen8 halamanCours D Usinage de L Isostatismeredataliani123100% (10)
- TD Elaboration Des GammesDokumen9 halamanTD Elaboration Des GammesKhadija Labrizi100% (1)
- Examen CNC Novmebre 2018 - 5EM CorrigéDokumen8 halamanExamen CNC Novmebre 2018 - 5EM CorrigéKader YahayaBelum ada peringkat
- Tournage ConiqueDokumen4 halamanTournage ConiqueKouki Nizar100% (7)
- Programmation MOCNDokumen107 halamanProgrammation MOCNMohamed Sahil75% (4)
- Théorie de CoupeDokumen30 halamanThéorie de CoupeMec Inov83% (6)
- Poly Gamme D'usinageDokumen31 halamanPoly Gamme D'usinageazzeddinr100% (3)
- La Genie Mecanique-IsetDokumen170 halamanLa Genie Mecanique-Isetyassinebouazzi100% (4)
- Chapitre 4 Cycles Programmation TournageDokumen9 halamanChapitre 4 Cycles Programmation TournageLarbi ElbakkaliBelum ada peringkat
- Examen de CFAO PDFDokumen2 halamanExamen de CFAO PDFSalim Rezki100% (1)
- Cours Usinage CNC 2019 PDFDokumen35 halamanCours Usinage CNC 2019 PDFParc Elyes67% (3)
- Programmation Des Machines - OutilsDokumen27 halamanProgrammation Des Machines - OutilsFAWZI RONALDOBelum ada peringkat
- Contrat de Phase Vierge Cours (01sciences - Com)Dokumen1 halamanContrat de Phase Vierge Cours (01sciences - Com)Nedrosat100% (4)
- Cours Prog - 2 PDFDokumen120 halamanCours Prog - 2 PDFmahergarfa90% (10)
- TP Initiation Au Fraisage CNDokumen9 halamanTP Initiation Au Fraisage CNneotuning100% (1)
- TP3 V2Tournage Avec Mastercam X5Dokumen13 halamanTP3 V2Tournage Avec Mastercam X5Fajjeri Hadil100% (1)
- Fusion 360 | Projets de conception CAO Partie I: 10 projets de conception CAO de niveau facile à moyen.Dari EverandFusion 360 | Projets de conception CAO Partie I: 10 projets de conception CAO de niveau facile à moyen.Belum ada peringkat
- Code G&MDokumen8 halamanCode G&MJosé VicenteBelum ada peringkat
- Fabrication Assistée Par Ordinateur3Dokumen87 halamanFabrication Assistée Par Ordinateur3helmimannaiBelum ada peringkat
- CNDokumen3 halamanCN0001fredBelum ada peringkat
- La Programmation Des MOCN - Codes ISO PDFDokumen8 halamanLa Programmation Des MOCN - Codes ISO PDFCherche Annonce AnnonceBelum ada peringkat
- CH2 FaoDokumen40 halamanCH2 FaoHadil SadokBelum ada peringkat
- Programmation de Commande Numérique - WikipédiaDokumen14 halamanProgrammation de Commande Numérique - WikipédianonoBelum ada peringkat
- Prod Program F 20-40-60Dokumen566 halamanProd Program F 20-40-60Yassine BouzidiBelum ada peringkat
- 11 Langage ISO, ProgrammationDokumen15 halaman11 Langage ISO, ProgrammationKld MntBelum ada peringkat
- Programmation de Commande NumériqueDokumen13 halamanProgrammation de Commande NumériqueTahafanMaggedon100% (1)
- CN TournageDokumen21 halamanCN TournageAbdellah El BarkanyBelum ada peringkat
- 1-Introduction de La MOCNDokumen80 halaman1-Introduction de La MOCN04 VIVO offBelum ada peringkat
- La Belle Fausse Vie Que Beaucoup Ressentent Le Besoin de MontrerDokumen4 halamanLa Belle Fausse Vie Que Beaucoup Ressentent Le Besoin de MontrerJorge AmaralBelum ada peringkat
- Calcul Et Mesure Des Temps Execution Dune OperationDokumen11 halamanCalcul Et Mesure Des Temps Execution Dune OperationJorge Amaral100% (2)
- Mesurer La ProductivitéDokumen48 halamanMesurer La ProductivitéJorge AmaralBelum ada peringkat
- Boostez Votre Mémoire en 15 LeçonsDokumen20 halamanBoostez Votre Mémoire en 15 LeçonsJorge Amaral100% (4)
- Modification Alternateur ValeoDokumen5 halamanModification Alternateur ValeoJorge AmaralBelum ada peringkat
- Brochure Du PolisseurDokumen17 halamanBrochure Du PolisseurJorge AmaralBelum ada peringkat
- Programme HaarpDokumen79 halamanProgramme HaarpToma UnpluggedBelum ada peringkat
- Symboles ElectriquesDokumen4 halamanSymboles ElectriquesNizar FellousBelum ada peringkat
- Norme EscalierDokumen1 halamanNorme EscalierFannie LambertBelum ada peringkat
- Algorthmique 1Dokumen120 halamanAlgorthmique 1Monyo LapinBelum ada peringkat
- CV 2021Dokumen3 halamanCV 2021kadesk.karlBelum ada peringkat
- 0536 Les Systemes RaidDokumen12 halaman0536 Les Systemes RaidFarid FaridBelum ada peringkat
- Géopolitique de L'intelligence Artificielle - Conflits Entre La Chine Et Les Etats Unis À Propos de L'afriqueDokumen10 halamanGéopolitique de L'intelligence Artificielle - Conflits Entre La Chine Et Les Etats Unis À Propos de L'afriqueMOHAMMED RIDA NOURBelum ada peringkat
- BouyguesTelecom Facture 20211202 220111 102036Dokumen4 halamanBouyguesTelecom Facture 20211202 220111 102036Nelson DecobecqBelum ada peringkat
- Al3 - Matrices - QCM - Rev 2017Dokumen1 halamanAl3 - Matrices - QCM - Rev 2017api-203629011Belum ada peringkat
- Activité 1Dokumen3 halamanActivité 1Jemai NadimBelum ada peringkat
- Livre Blanc e Madina 3.0 La Chaîne de Valeur Des Smart CitiesDokumen62 halamanLivre Blanc e Madina 3.0 La Chaîne de Valeur Des Smart CitiesZineb SadoukBelum ada peringkat
- Cours Aoutoma - EchantionéDokumen146 halamanCours Aoutoma - Echantionéhamzalotfi60100% (1)
- AteliersModule Architecture LogicielleDokumen8 halamanAteliersModule Architecture Logicielledorsafayed816Belum ada peringkat
- GabaritDokumen4 halamanGabaritjean pierre PeresBelum ada peringkat
- Les Outils de La DigitalisationDokumen2 halamanLes Outils de La DigitalisationAfnane RakiBelum ada peringkat
- Ergonomie CognitiveDokumen6 halamanErgonomie CognitiveBRAKNESSBelum ada peringkat
- SodapdfDokumen53 halamanSodapdfbochraBelum ada peringkat
- Guide SMQDokumen20 halamanGuide SMQRiyad BENZIANBelum ada peringkat
- Notes Dec Ours LatexDokumen39 halamanNotes Dec Ours LatexCHNINIF MOHAMEDBelum ada peringkat
- Inew 970 HDDokumen199 halamanInew 970 HDTenny SupBelum ada peringkat
- Hamitouche ElhachemiDokumen65 halamanHamitouche ElhachemiMohamed HaddadBelum ada peringkat
- CHAPITRE 2 (Enregistré Automatiquement) (Réparé)Dokumen20 halamanCHAPITRE 2 (Enregistré Automatiquement) (Réparé)Kiswendsida Firmin SAWADOGOBelum ada peringkat
- AN05G Formation Ameliorations Power8 Et Aix PDFDokumen1 halamanAN05G Formation Ameliorations Power8 Et Aix PDFCertyouFormationBelum ada peringkat
- Cours03 14Dokumen12 halamanCours03 14Georges Le Mignon OleBelum ada peringkat
- Compteurs: Laboratoire de L'électroniqueDokumen28 halamanCompteurs: Laboratoire de L'électroniqueAbdellahi CheikhahmedBelum ada peringkat
- Fiche PersonnaliseeDokumen2 halamanFiche PersonnaliseeROUFIDBelum ada peringkat
- Guide de Création de Ressources Pour TNI Avec Open-Sankoré PDFDokumen38 halamanGuide de Création de Ressources Pour TNI Avec Open-Sankoré PDFbocquetfrancoisBelum ada peringkat
- Dijancteur 22 HamzaDokumen31 halamanDijancteur 22 Hamzahamza naimBelum ada peringkat
- Le Transistor MOSDokumen21 halamanLe Transistor MOSFlorence DoBelum ada peringkat
- Catalogue ATS48Dokumen31 halamanCatalogue ATS48Akhen AtoonBelum ada peringkat
- Calendrier Annuel SMR 2023 PDFDokumen15 halamanCalendrier Annuel SMR 2023 PDFTonon SamsonBelum ada peringkat
- Examen Session Normale 2023Dokumen1 halamanExamen Session Normale 2023Youdas TairiBelum ada peringkat