Anda mungkin juga menyukai
- Ceramics Science and Technology, Volume 4: ApplicationsDari EverandCeramics Science and Technology, Volume 4: ApplicationsRalf RiedelBelum ada peringkat
- Wear Behavior of Aluminium Based MMCsDokumen114 halamanWear Behavior of Aluminium Based MMCsRaja Rv100% (1)
- Metal Matrix Composite Production and Characterisation of Aluminium-Fly Ash Composite Using Stir Casting MethodDokumen57 halamanMetal Matrix Composite Production and Characterisation of Aluminium-Fly Ash Composite Using Stir Casting MethodKarthikeyanBelum ada peringkat
- Project DeepakDokumen36 halamanProject DeepakSuneesh EBelum ada peringkat
- 52IJMPERDAPR201952Dokumen8 halaman52IJMPERDAPR201952TJPRC PublicationsBelum ada peringkat
- 6.materials Today ProceedingsDokumen11 halaman6.materials Today ProceedingsKannan ChidambaramBelum ada peringkat
- Fabrication and Experimental Testing of Aluminium7075 With Graphite Metal Matrix Composite Made of Stir CastingDokumen10 halamanFabrication and Experimental Testing of Aluminium7075 With Graphite Metal Matrix Composite Made of Stir CastingAjhay Krishna K SBelum ada peringkat
- Effect Of Α‑Al And Si Precipitates On Microstructural Evaluation And Corrosion Behavior Of Laser Powder Bed Fusion Printed Alsi10Mg Plates In Seawater EnvironmentDokumen18 halamanEffect Of Α‑Al And Si Precipitates On Microstructural Evaluation And Corrosion Behavior Of Laser Powder Bed Fusion Printed Alsi10Mg Plates In Seawater Environmentsai charanBelum ada peringkat
- Minor Project ReoprtDokumen35 halamanMinor Project ReoprtGopal MehraBelum ada peringkat
- Siju ThomasDokumen66 halamanSiju Thomaspraise thomasBelum ada peringkat
- Optimization of Milling Parameters On Aluminium Hybrid Metal Matrix Composite Using Taguchi MethodDokumen6 halamanOptimization of Milling Parameters On Aluminium Hybrid Metal Matrix Composite Using Taguchi MethodInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Experimental Study To Analyze The Effect of Silicon Carbide On The Mechanical Properties On AA3103Dokumen9 halamanExperimental Study To Analyze The Effect of Silicon Carbide On The Mechanical Properties On AA3103IJRASETPublicationsBelum ada peringkat
- Fly Ash Soil BlocksDokumen42 halamanFly Ash Soil Blocksrafilu100% (1)
- 2 67 1583819722 36.ijmperdapr202036Dokumen14 halaman2 67 1583819722 36.ijmperdapr202036TJPRC PublicationsBelum ada peringkat
- A Synonymous Description of Al-Zn Alloy in Different Casting ProcessDokumen9 halamanA Synonymous Description of Al-Zn Alloy in Different Casting ProcessInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- 4.2019.Al-Al2O3-SiC MMCDokumen4 halaman4.2019.Al-Al2O3-SiC MMCMEBelum ada peringkat
- Microstructure, Wear and Corrosion Characteristics of Cu Matrix Reinforced Sic-Graphite Hybrid CompositesDokumen9 halamanMicrostructure, Wear and Corrosion Characteristics of Cu Matrix Reinforced Sic-Graphite Hybrid Compositesjeevan gBelum ada peringkat
- Properties and Characterization of Al-Al2O3 Composites PDFDokumen11 halamanProperties and Characterization of Al-Al2O3 Composites PDFudaypattelaBelum ada peringkat
- Effect of TiO2 Addition in Al2O3-Phase Evolution, Densification, Microstructure and Mechanical PropertiesDokumen45 halamanEffect of TiO2 Addition in Al2O3-Phase Evolution, Densification, Microstructure and Mechanical PropertiesBM QBelum ada peringkat
- Statistical Analysis of Tribological Performance of Functionally Graded Copper Composite Using DOEDokumen8 halamanStatistical Analysis of Tribological Performance of Functionally Graded Copper Composite Using DOEZamzam DiamelBelum ada peringkat
- Experimental Analysis of Aluminium Alloy LM25 With Carbon in Composite Material - ScienceDirectDokumen6 halamanExperimental Analysis of Aluminium Alloy LM25 With Carbon in Composite Material - ScienceDirectVijay KumarBelum ada peringkat
- 2 67 1588228790 18ijmperdjun202018Dokumen11 halaman2 67 1588228790 18ijmperdjun202018TJPRC PublicationsBelum ada peringkat
- Experimental Determination and Analysis of Fracture Toughness of MMCDokumen79 halamanExperimental Determination and Analysis of Fracture Toughness of MMCsanthosh k sBelum ada peringkat
- Fly Ash Soil Blocks PDFDokumen42 halamanFly Ash Soil Blocks PDFTahir KhalidBelum ada peringkat
- Final ThesisDokumen60 halamanFinal ThesisManjunatha EikilaBelum ada peringkat
- 1 s2.0 S1877705814033657 MainDokumen10 halaman1 s2.0 S1877705814033657 MainDesalegn DgaBelum ada peringkat
- Synthesis, Characterization and Mechanical Properties of A356.1 Aluminium Alloy Matrix Composite Reinforced With Mgo Nano ParticlesDokumen7 halamanSynthesis, Characterization and Mechanical Properties of A356.1 Aluminium Alloy Matrix Composite Reinforced With Mgo Nano ParticlesinventionjournalsBelum ada peringkat
- PugalenthiDokumen7 halamanPugalenthiTHANI ORUVANBelum ada peringkat
- 7475 EdsDokumen8 halaman7475 EdsbyrareddyBelum ada peringkat
- An Investigation and Effect of Coconut Shell Ash and Egg Shell Particles of Aluminium Based CompositesDokumen9 halamanAn Investigation and Effect of Coconut Shell Ash and Egg Shell Particles of Aluminium Based CompositesIJRASETPublicationsBelum ada peringkat
- 12Th Global Congress On Manufacturing and Management, GCMM 2014Dokumen8 halaman12Th Global Congress On Manufacturing and Management, GCMM 2014vamsi krishna mamidiBelum ada peringkat
- Mould Design Analysis of Casted Natural Fibre-Metal Matrix CompositesDokumen7 halamanMould Design Analysis of Casted Natural Fibre-Metal Matrix CompositesIndra XenoBelum ada peringkat
- Metals 11 01105Dokumen17 halamanMetals 11 01105Rajat ShrirameBelum ada peringkat
- G B Veeresh Kumar, P S Shivakumar Gouda, R Pramod, CspraoDokumen6 halamanG B Veeresh Kumar, P S Shivakumar Gouda, R Pramod, CspraoShivu RajBelum ada peringkat
- Mechanical Behavior and Analysis of Metal Matrix Composite (Al+Sic+Ti)Dokumen7 halamanMechanical Behavior and Analysis of Metal Matrix Composite (Al+Sic+Ti)Selvakumar SubbaiahBelum ada peringkat
- Optimizing The Mechanical and Microstructure Characteristics of Stir Casting and Hot-Pressed AA 7075/ZnO/ZrO2 CompositesDokumen18 halamanOptimizing The Mechanical and Microstructure Characteristics of Stir Casting and Hot-Pressed AA 7075/ZnO/ZrO2 CompositesDr. Mahesh GopalBelum ada peringkat
- Evaluation of Mechanical Properties of Aluminium and Silicone Carbide With Red MudDokumen5 halamanEvaluation of Mechanical Properties of Aluminium and Silicone Carbide With Red MudIJRASETPublicationsBelum ada peringkat
- Tribological and Mechanical Characterization of Al-Ni-Sic Metal Matrix CompositesDokumen7 halamanTribological and Mechanical Characterization of Al-Ni-Sic Metal Matrix CompositesMajid RazaqBelum ada peringkat
- STUDIES ON TRIBOLOGICAL PROPERTIES ON GRAPHENE AND S GLASS REINFORCED Al-6061 METAL MATRIX COMPOSITESDokumen19 halamanSTUDIES ON TRIBOLOGICAL PROPERTIES ON GRAPHENE AND S GLASS REINFORCED Al-6061 METAL MATRIX COMPOSITESVerma RajamanickamBelum ada peringkat
- Experimental Investigation of Laminated Metal Matrix Composite Used in Drone FrameDokumen11 halamanExperimental Investigation of Laminated Metal Matrix Composite Used in Drone FrameIJRASETPublicationsBelum ada peringkat
- Effect of Mechanical Properties On Multi Axial Forged LM4 Aluminium AlloyDokumen6 halamanEffect of Mechanical Properties On Multi Axial Forged LM4 Aluminium AlloySharath P CBelum ada peringkat
- Effect of Addition of Fly Ash and Graphite Particulates On The Mechanical Behavior of Al-7Si Alloy Hybrid CompositesDokumen10 halamanEffect of Addition of Fly Ash and Graphite Particulates On The Mechanical Behavior of Al-7Si Alloy Hybrid CompositesTJPRC PublicationsBelum ada peringkat
- V2 I 221Dokumen17 halamanV2 I 221Nguyen Quoc TuanBelum ada peringkat
- The Corrosion Rate of B C Particles Reinforced With Al-Si Alloyprepared by Powder Metallurgy in Acidic Solution Using RSMDokumen10 halamanThe Corrosion Rate of B C Particles Reinforced With Al-Si Alloyprepared by Powder Metallurgy in Acidic Solution Using RSMTJPRC PublicationsBelum ada peringkat
- Case Study On Design and Development of A Metal Matrix Composite For Aeronautical ApplicationsDokumen13 halamanCase Study On Design and Development of A Metal Matrix Composite For Aeronautical ApplicationsAruna MBelum ada peringkat
- An Effect On Wear Characteristics of Nano-Al O Particulates Reinforced Al7075 Metal Matrix CompositeDokumen8 halamanAn Effect On Wear Characteristics of Nano-Al O Particulates Reinforced Al7075 Metal Matrix CompositeTJPRC PublicationsBelum ada peringkat
- s40033 023 00519 1Dokumen11 halamans40033 023 00519 1ชลธิชา โยชาลีBelum ada peringkat
- Evaluation On Mechanical Properties of Coated RHA-TIO2-LM24 Aluminium Alloy CompositeDokumen13 halamanEvaluation On Mechanical Properties of Coated RHA-TIO2-LM24 Aluminium Alloy CompositeIJRASETPublicationsBelum ada peringkat
- Phase 2Dokumen13 halamanPhase 2Vishwas ShettyBelum ada peringkat
- Home Work 1Dokumen3 halamanHome Work 1sami abbasBelum ada peringkat
- A Statistical Analysis of Optimization of Wear Behaviour of Al-Al O Composites Using Taguchi TechniqueDokumen10 halamanA Statistical Analysis of Optimization of Wear Behaviour of Al-Al O Composites Using Taguchi TechniqueNikhil Vijay HiwaleBelum ada peringkat
- Published Paper - MACMDokumen12 halamanPublished Paper - MACMPandian PitchipooBelum ada peringkat
- Report-FABRICATION AND EXPERIMENTAL INVESTIGATION OF HYBRID COMPOSITES FOR AIRCRAFT STRUCTURAL FRAMES-cDokumen63 halamanReport-FABRICATION AND EXPERIMENTAL INVESTIGATION OF HYBRID COMPOSITES FOR AIRCRAFT STRUCTURAL FRAMES-cRajkumarBelum ada peringkat
- Optimization of Drilling Parameters On Surface Roughness of Al 1200-Sic Composites Using Taguchi AnalysisDokumen9 halamanOptimization of Drilling Parameters On Surface Roughness of Al 1200-Sic Composites Using Taguchi AnalysisTHALUPULA PRASANTHBelum ada peringkat
- Characterization of Aluminium Alloy AA2219 Reinforced With Graphite by Stir Casting MethodDokumen7 halamanCharacterization of Aluminium Alloy AA2219 Reinforced With Graphite by Stir Casting MethodYuvaraj RajuBelum ada peringkat
- 55IJMPERDJUN201955Dokumen8 halaman55IJMPERDJUN201955TJPRC PublicationsBelum ada peringkat
- Y 67 JKs My 99 Yyq 7 VCZ 5 Bs LW GDokumen9 halamanY 67 JKs My 99 Yyq 7 VCZ 5 Bs LW GAdalberto Gomes de MirandaBelum ada peringkat
- Experimental Investigations On Mechanical and Wear Behaviour of 2014Al-Al O CompositesDokumen10 halamanExperimental Investigations On Mechanical and Wear Behaviour of 2014Al-Al O Compositesanil kumarBelum ada peringkat
- 1.2019.AA2219 MMCDokumen8 halaman1.2019.AA2219 MMCMEBelum ada peringkat
- Characterization of Sintered Metal Additive Manufactured ProductsDokumen7 halamanCharacterization of Sintered Metal Additive Manufactured ProductsM Waqas Malik MumtazBelum ada peringkat
- 8015-0151-SC03-00-000-Cl-RP-00050 - A - Geotechnical Report Template - Pipeline From CPF To WP 11-WQ (II)Dokumen79 halaman8015-0151-SC03-00-000-Cl-RP-00050 - A - Geotechnical Report Template - Pipeline From CPF To WP 11-WQ (II)Fabrizio MansuetoBelum ada peringkat
- CPCS Log Book PDFDokumen12 halamanCPCS Log Book PDFAli Gohar Rao100% (1)
- Elevated Storage Reservoir DesignDokumen8 halamanElevated Storage Reservoir Designiqramoyale022Belum ada peringkat
- QSB3.3 Parts Catalog 68331277Dokumen91 halamanQSB3.3 Parts Catalog 68331277Галина КарташоваBelum ada peringkat
- Slope Stability Analysis Report PDFDokumen7 halamanSlope Stability Analysis Report PDFPrakash Singh RawalBelum ada peringkat
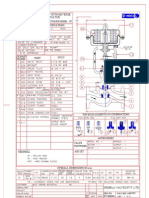
- Dembla Control ValvesDokumen30 halamanDembla Control ValvesMixmikmic' KrittananBelum ada peringkat
- 15570Dokumen6 halaman15570JhoBelum ada peringkat
- Fencing, Compound Wall and Gate: by Ar. Pranoti LadDokumen49 halamanFencing, Compound Wall and Gate: by Ar. Pranoti Ladbishal dasBelum ada peringkat
- Afes ReportDokumen17 halamanAfes Reportmello_14Belum ada peringkat
- WS18-Chapter 23 Roof Plan LayoutDokumen2 halamanWS18-Chapter 23 Roof Plan LayoutJCBelum ada peringkat
- GB Prorox-Product CatalogDokumen19 halamanGB Prorox-Product CatalogGozuengineer GozuBelum ada peringkat
- Green ArchitectureDokumen272 halamanGreen ArchitectureIuliu Nicolae Borsa96% (24)
- Ideal Aquaview - Report2Dokumen22 halamanIdeal Aquaview - Report2ANKAN RAKSHITBelum ada peringkat
- Saep 309Dokumen22 halamanSaep 309brecht1980Belum ada peringkat
- Under Floor Insulation System: CompliesDokumen4 halamanUnder Floor Insulation System: CompliesJohn LiebermanBelum ada peringkat
- Is 13935Dokumen26 halamanIs 13935Ashaprava MohantaBelum ada peringkat
- Equipos John DeereDokumen1 halamanEquipos John DeereGustavo GonzalezBelum ada peringkat
- Operator's Manual for 662420-B Air Motor Oil PumpDokumen11 halamanOperator's Manual for 662420-B Air Motor Oil PumpgnunezisventecBelum ada peringkat
- Civil Engineering Industrial Training Presentation (Piling Site)Dokumen25 halamanCivil Engineering Industrial Training Presentation (Piling Site)Bshfirnaudz50% (2)
- Chemrite - 540Dokumen2 halamanChemrite - 540ghazanfarBelum ada peringkat
- Contractor Design and Standard Form ContractsDokumen14 halamanContractor Design and Standard Form ContractskuvjBelum ada peringkat
- European Wide Flange Beams PDFDokumen2 halamanEuropean Wide Flange Beams PDFTylerBelum ada peringkat
- Factors affecting materials properties: Heat treatment, processing, environmental reactionsDokumen3 halamanFactors affecting materials properties: Heat treatment, processing, environmental reactionsRomari Estrella MirandaBelum ada peringkat
- Studor Tec-Vent: Product Information/Specification Sheet (Air Admittance Valve For Plumbing Ventilation)Dokumen1 halamanStudor Tec-Vent: Product Information/Specification Sheet (Air Admittance Valve For Plumbing Ventilation)sijilBelum ada peringkat
- PENOLIOplumbing Design AnalysisDokumen2 halamanPENOLIOplumbing Design Analysisrrpenolio86% (7)
- 1 PDFDokumen85 halaman1 PDFtim winkelmanBelum ada peringkat
- AITECH Manual As of September2016 UPDATED PDFDokumen35 halamanAITECH Manual As of September2016 UPDATED PDFJohn MolinaBelum ada peringkat
- Allowable Thickness Diminution For Hull StructuresDokumen13 halamanAllowable Thickness Diminution For Hull Structuresjstoute100% (1)
- 18 Silbond and SilaidDokumen4 halaman18 Silbond and SilaidsviruindiaBelum ada peringkat
- 13 CIR VS MARUBENI (2001) G.R. No. 137377Dokumen12 halaman13 CIR VS MARUBENI (2001) G.R. No. 137377JanMarkMontedeRamosWongBelum ada peringkat
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseDari EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniversePenilaian: 4.5 dari 5 bintang4.5/5 (50)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionDari EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsDari EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsDari EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsBelum ada peringkat
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDari EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationPenilaian: 4 dari 5 bintang4/5 (18)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedDari EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedPenilaian: 5 dari 5 bintang5/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionDari EverandThe Laws of Thermodynamics: A Very Short IntroductionPenilaian: 4.5 dari 5 bintang4.5/5 (10)
- Handbook of Mechanical and Materials EngineeringDari EverandHandbook of Mechanical and Materials EngineeringPenilaian: 5 dari 5 bintang5/5 (4)
- Introduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionDari EverandIntroduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionPenilaian: 2.5 dari 5 bintang2.5/5 (3)
- Aerodynamics for Engineering StudentsDari EverandAerodynamics for Engineering StudentsPenilaian: 5 dari 5 bintang5/5 (5)
- Quantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationDari EverandQuantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationPenilaian: 1 dari 5 bintang1/5 (1)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsDari EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsBelum ada peringkat
- Waves and Beaches: The Powerful Dynamics of Sea and CoastDari EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastPenilaian: 4 dari 5 bintang4/5 (1)
- Albert Einstein's Theory Of Relativity Explained SimplyDari EverandAlbert Einstein's Theory Of Relativity Explained SimplyBelum ada peringkat
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideDari Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuidePenilaian: 3.5 dari 5 bintang3.5/5 (7)
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeDari EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimePenilaian: 3.5 dari 5 bintang3.5/5 (4)
- Operational Amplifier Circuits: Analysis and DesignDari EverandOperational Amplifier Circuits: Analysis and DesignPenilaian: 4.5 dari 5 bintang4.5/5 (2)