Anda mungkin juga menyukai
- Click Here, Type The Title of Your Paper, Capitalize First LetterDokumen3 halamanClick Here, Type The Title of Your Paper, Capitalize First LetterYsharath ChandramouliBelum ada peringkat
- 1-D Beam Code: For EI (X) 1, F 1, L 1, With Boundary Conditions W 0, 0 at X 0 and M 0, V 1 at X 1.given T 0.01Dokumen6 halaman1-D Beam Code: For EI (X) 1, F 1, L 1, With Boundary Conditions W 0, 0 at X 0 and M 0, V 1 at X 1.given T 0.01Ysharath ChandramouliBelum ada peringkat
- Solving System of Linear Equations: Y. Sharath Chandra MouliDokumen32 halamanSolving System of Linear Equations: Y. Sharath Chandra MouliYsharath ChandramouliBelum ada peringkat
- TEQIP School On Computational Methods in Engineering ApplicationsDokumen3 halamanTEQIP School On Computational Methods in Engineering ApplicationsYsharath ChandramouliBelum ada peringkat
- Study On Material Selection of Fuselage SkinDokumen10 halamanStudy On Material Selection of Fuselage SkinYsharath ChandramouliBelum ada peringkat
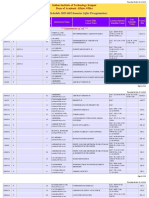
- Course Schedule2015162 PDFDokumen52 halamanCourse Schedule2015162 PDFYsharath ChandramouliBelum ada peringkat
- Study On Material Selection of Fuselage SkinDokumen10 halamanStudy On Material Selection of Fuselage SkinYsharath ChandramouliBelum ada peringkat
- Uni Variant MinimizationDokumen15 halamanUni Variant MinimizationYsharath ChandramouliBelum ada peringkat
- Assumed Modes MethodsDokumen17 halamanAssumed Modes MethodsYsharath Chandramouli100% (1)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1091)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Product Catalogue (ARZTECH SOLUTION) PDFDokumen5 halamanProduct Catalogue (ARZTECH SOLUTION) PDFAzizy YusofBelum ada peringkat
- LRL 1220 DDokumen6 halamanLRL 1220 DDEShifBelum ada peringkat
- 1 s2.0 S0008884621002027 MainDokumen19 halaman1 s2.0 S0008884621002027 MainEverton AndradeBelum ada peringkat
- Fluid Mechanics Objective Type QuestionsDokumen210 halamanFluid Mechanics Objective Type Questionspavankumar001Belum ada peringkat
- Tigris Gas Manual en FinalDokumen14 halamanTigris Gas Manual en FinalLuis13956353Belum ada peringkat
- Matter and Its PropertiesDokumen3 halamanMatter and Its PropertiesCynthiaBelum ada peringkat
- Anti Crak Brochure ScreenDokumen7 halamanAnti Crak Brochure ScreenPablo Quinteros PizarroBelum ada peringkat
- Table of Contents-Heat Transfer Calculations-Myer KutzDokumen11 halamanTable of Contents-Heat Transfer Calculations-Myer Kutzpvr2k1100% (1)
- Uni S MPB CDokumen4 halamanUni S MPB CJose CastilloBelum ada peringkat
- So Lubi LizerDokumen3 halamanSo Lubi LizerfushiersBelum ada peringkat
- Vacuum InterruptersDokumen17 halamanVacuum InterruptersCARLOS LÓPEZBelum ada peringkat
- Smart Multipure 2.0 Smart Multipure 2.0Dokumen1 halamanSmart Multipure 2.0 Smart Multipure 2.0Bharathi dobbaliBelum ada peringkat
- ChemistryDokumen2 halamanChemistrypriya yadavBelum ada peringkat
- BodyDokumen69 halamanBodyRoi Benedict BuenaBelum ada peringkat
- Types of PaintDokumen17 halamanTypes of PaintdhanyaBelum ada peringkat
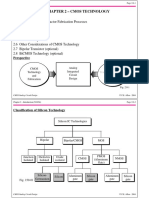
- Chapter 1 Part 1Dokumen80 halamanChapter 1 Part 1anil kumarBelum ada peringkat
- An Incursion On Punching of Reinforced Concrete Flat SlabsDokumen10 halamanAn Incursion On Punching of Reinforced Concrete Flat Slabsszilard88Belum ada peringkat
- A Preliminary Study On Bladder-Assisted Rotomolding of Thermoplastic Polymer CompositesDokumen12 halamanA Preliminary Study On Bladder-Assisted Rotomolding of Thermoplastic Polymer Compositespetrusz1Belum ada peringkat
- Anexa 3 BI261Dokumen69 halamanAnexa 3 BI261ahmadove1Belum ada peringkat
- Orient CompanyDokumen8 halamanOrient CompanyAasma NazBelum ada peringkat
- Final Report 3D Chocolate PrintingDokumen20 halamanFinal Report 3D Chocolate PrintingPrathamesh PatilBelum ada peringkat
- Equilibrium Staged OperationsDokumen11 halamanEquilibrium Staged OperationsdeeptankBelum ada peringkat
- A325n X SCDokumen1 halamanA325n X SCAnonymous ARMtmNKLBelum ada peringkat
- Mechanical FailureDokumen52 halamanMechanical FailureDirkPons100% (5)
- Greenhouse Structural ComponentsDokumen26 halamanGreenhouse Structural Componentsnadiahikhlas50% (2)
- Cleaning, Casting Defects and Die Castings. CleaningFettling of CastingsDokumen70 halamanCleaning, Casting Defects and Die Castings. CleaningFettling of Castingsmecaunidos7771Belum ada peringkat
- ACI 358 Railway LaodingDokumen35 halamanACI 358 Railway LaodingTommy YapBelum ada peringkat
- ExtruderDokumen6 halamanExtruderSamuel AbebawBelum ada peringkat
- Aux Electrical PDFDokumen137 halamanAux Electrical PDFmahi9892100% (1)
- Top Drive Brochure PDFDokumen6 halamanTop Drive Brochure PDFaldino020203100% (1)