Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- KeiretsuDokumen17 halamanKeiretsuHimanshu KumarBelum ada peringkat
- Fluke T3 Voltage and Continuity TesterDokumen2 halamanFluke T3 Voltage and Continuity Testerkoko MeBelum ada peringkat
- Lectra ModarisDokumen29 halamanLectra ModarisNabil HassanBelum ada peringkat
- Interbus For Unidrive V3Dokumen40 halamanInterbus For Unidrive V3Dave CárdenasBelum ada peringkat
- An Introduction To Project Logistics Management: ArticleDokumen9 halamanAn Introduction To Project Logistics Management: ArticleCh Tushar BhatiBelum ada peringkat
- Grafico Miller 1965 PDFDokumen1 halamanGrafico Miller 1965 PDFJaviera AlejandraBelum ada peringkat
- DDJ-RR Update Manual e PDFDokumen8 halamanDDJ-RR Update Manual e PDFgusycaroBelum ada peringkat
- Torque & Tension Figures SPXDokumen24 halamanTorque & Tension Figures SPXzxpnqxv7vhBelum ada peringkat
- CSCEC HSE-F-01 Risk Assessment Form - Excavation& Backfilling - RA-02Dokumen12 halamanCSCEC HSE-F-01 Risk Assessment Form - Excavation& Backfilling - RA-02Dan SarmientoBelum ada peringkat
- EDITED Module 1 5 UsedDokumen55 halamanEDITED Module 1 5 UsedLenb AntonioBelum ada peringkat
- Huawei OLT MA5608T Power Board H801MPWD Hardware DescriptionDokumen7 halamanHuawei OLT MA5608T Power Board H801MPWD Hardware DescriptionHuawei GPON NetworksBelum ada peringkat
- Business Requirements Specifications - TemplateDokumen16 halamanBusiness Requirements Specifications - TemplateGrace GalathiaBelum ada peringkat
- Copper Tubular Terminal As Per DIN 46235: Material: Copper Din EN 13600-2002 Standard: Din 46235 Surface: Tin PlatedDokumen3 halamanCopper Tubular Terminal As Per DIN 46235: Material: Copper Din EN 13600-2002 Standard: Din 46235 Surface: Tin PlatedSETESTING TESTINGBelum ada peringkat
- CB 160 Manual de Servicio PDFDokumen336 halamanCB 160 Manual de Servicio PDFOscar Eduardo Vera Aguirre100% (2)
- Et101 - Electrical Technology Experiment 2 Part A Topic: Ohm'S Law ObjectivesDokumen8 halamanEt101 - Electrical Technology Experiment 2 Part A Topic: Ohm'S Law ObjectivesAugustine JR RobertBelum ada peringkat
- Physical Properties of Undisturbed Tropical Peat Soil at Pekan District, Pahang, West MalaysiaDokumen12 halamanPhysical Properties of Undisturbed Tropical Peat Soil at Pekan District, Pahang, West MalaysiaHanim YunusBelum ada peringkat
- Olycryl Olycryl: Acrylic Based Waterproofing CoatingDokumen2 halamanOlycryl Olycryl: Acrylic Based Waterproofing CoatingVaittianathan MahavapillaiBelum ada peringkat
- Regular Expressions in QTPDokumen15 halamanRegular Expressions in QTPBhargav S RajendraBelum ada peringkat
- Data Sheet - Item Number: 249-117 Screwless End Stop 10 MM Wide For DIN-rail 35 X 15 and 35 X 7.5 GrayDokumen8 halamanData Sheet - Item Number: 249-117 Screwless End Stop 10 MM Wide For DIN-rail 35 X 15 and 35 X 7.5 GrayJosé CarlosBelum ada peringkat
- GoedhartVCI P 2012 en Version1 IDokumen24 halamanGoedhartVCI P 2012 en Version1 IRodrigo GonçalvesBelum ada peringkat
- Solar Sagm 12 205: Data SheetDokumen2 halamanSolar Sagm 12 205: Data Sheetsofia hernandezBelum ada peringkat
- BOSL Controllers Standard-1Dokumen82 halamanBOSL Controllers Standard-1Anonymous bnhNfqZXaBelum ada peringkat
- Concrete Paver Size Test (RECTANGULAR 80mm) : 80.29 MM Averagre of PaversDokumen2 halamanConcrete Paver Size Test (RECTANGULAR 80mm) : 80.29 MM Averagre of PaversNaveed Ul Qamar MughalBelum ada peringkat
- BMW R 1200 GS 2006 Desmontaje - Montaje CilindrosDokumen26 halamanBMW R 1200 GS 2006 Desmontaje - Montaje CilindrosPablo Ezequiel GarciaBelum ada peringkat
- Detailed EstimateDokumen6 halamanDetailed EstimatePamela Joanne Falo AndradeBelum ada peringkat
- Error Running Command Lines CommandDokumen2 halamanError Running Command Lines CommandTrần Văn TrườngBelum ada peringkat
- Normas Iec - AstmDokumen3 halamanNormas Iec - AstmGregorio Mendoza PolaresBelum ada peringkat
- PG Productnews Pumps 01/2016Dokumen8 halamanPG Productnews Pumps 01/2016Устюгов СергейBelum ada peringkat
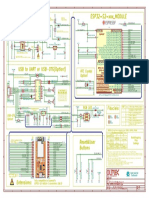
- ESP32 S2 DevKit Lipo - Rev - B1Dokumen1 halamanESP32 S2 DevKit Lipo - Rev - B1Inventor TestBelum ada peringkat
- Effectos de Cromado en Microestrutura y Propiedades de Anticorrosion 316LDokumen11 halamanEffectos de Cromado en Microestrutura y Propiedades de Anticorrosion 316Lraulpalma93Belum ada peringkat