Anda mungkin juga menyukai
- Normas tuberías proceso ASME B31.3Dokumen11 halamanNormas tuberías proceso ASME B31.3William MontalvoBelum ada peringkat
- Mina Santa ElenaDokumen27 halamanMina Santa ElenaNicolas MartinezBelum ada peringkat
- BARRICK - Proceso de Extracción - Lagunas NorteDokumen1 halamanBARRICK - Proceso de Extracción - Lagunas NorteAlberto TumaBelum ada peringkat
- Perdida de Cobre en EscoriasDokumen27 halamanPerdida de Cobre en EscoriasCarlos Guerra AngelBelum ada peringkat
- Resinas de Intercambio IónicoDokumen19 halamanResinas de Intercambio IónicoPaz VazquezBelum ada peringkat
- Copia de PETS-DesorciónDokumen2 halamanCopia de PETS-DesorciónJuan Carlos Ramos CentenoBelum ada peringkat
- Delta Manual para Mineria-SoniaDokumen44 halamanDelta Manual para Mineria-SoniaBrian Taylor100% (1)
- Mecanica de Conminución Nº1Dokumen77 halamanMecanica de Conminución Nº1Ricardo Antonio Ulloa PintoBelum ada peringkat
- Fundamentos Ensayos Al FuegoDokumen75 halamanFundamentos Ensayos Al FuegosocprofcotacachiBelum ada peringkat
- Procesos productivos del cobreDokumen26 halamanProcesos productivos del cobreJimmy Nuñez VarasBelum ada peringkat
- Extraccion de OroDokumen16 halamanExtraccion de OrowilliamBelum ada peringkat
- Filtración por presión placas marcosDokumen17 halamanFiltración por presión placas marcosDaniel ChavezBelum ada peringkat
- EspesadoresDokumen13 halamanEspesadoresFernando DavilaBelum ada peringkat
- Concentración de La Solución de CianuroDokumen5 halamanConcentración de La Solución de CianuroKevin Y. Cornelio PradoBelum ada peringkat
- Proyecto de MetalurgiaDokumen21 halamanProyecto de Metalurgialuis david c' castilloBelum ada peringkat
- El Índice de Trabajo WIDokumen16 halamanEl Índice de Trabajo WIjos18netBelum ada peringkat
- Análisis de oro y plata por vía seca en muestra mineralDokumen16 halamanAnálisis de oro y plata por vía seca en muestra mineralMariana Isasi VenturaBelum ada peringkat
- Supresion de Neblina AcidaDokumen24 halamanSupresion de Neblina AcidaJavier Alejandro Tapia CastroBelum ada peringkat
- Resumen MetaliferosDokumen59 halamanResumen MetaliferosAlvaro Osorio RBelum ada peringkat
- Perfil Competencia Operador Base Equipos MoliendaDokumen5 halamanPerfil Competencia Operador Base Equipos MoliendaJose Valenzuela VásquezBelum ada peringkat
- Recuperacion de Cobre Contenido en Escoria de Cobr PDFDokumen11 halamanRecuperacion de Cobre Contenido en Escoria de Cobr PDFMarcel OrellanaBelum ada peringkat
- Procesos en Gold FieldsDokumen16 halamanProcesos en Gold Fieldsjose cayao coronelBelum ada peringkat
- Procedimiento de Operación en Planta CianuraciónDokumen19 halamanProcedimiento de Operación en Planta CianuraciónEduardo RecaldeBelum ada peringkat
- Aleacion Zinc y MagnesioDokumen10 halamanAleacion Zinc y MagnesioMaria HerasBelum ada peringkat
- Aceros al carbono: clasificación y propiedadesDokumen13 halamanAceros al carbono: clasificación y propiedadesRobinson HerediaBelum ada peringkat
- Reporte Sabinas y MaderoDokumen17 halamanReporte Sabinas y MaderoCarlos Silvestre50% (2)
- FLOTACIONDokumen47 halamanFLOTACIONRonaldo CMBelum ada peringkat
- Hoja Seguridad AgregadosDokumen8 halamanHoja Seguridad Agregadosborisov2009Belum ada peringkat
- Seguridad en Laboratorios de Corrosión RobDokumen3 halamanSeguridad en Laboratorios de Corrosión RobRoberto Aranda100% (1)
- MuestreoDokumen48 halamanMuestreoRamiro SIUCE BONIFACIOBelum ada peringkat
- Metodo de Muestreo MetalúrgicoDokumen9 halamanMetodo de Muestreo Metalúrgicobyronmatias100% (1)
- Reporte de Ensaye A FuegoDokumen7 halamanReporte de Ensaye A FuegoLuis BrionesBelum ada peringkat
- Espesamiento FloculacionDokumen100 halamanEspesamiento FloculacionNataniel Linares Gutiérrez100% (1)
- Diseño y Planta MineraDokumen23 halamanDiseño y Planta MineraMunicipalidad Distrital de Oxamarca100% (1)
- Operaciones de Flotacion IDokumen16 halamanOperaciones de Flotacion IAlmacén AndrewBelum ada peringkat
- Flotacion de CobreDokumen9 halamanFlotacion de CobreRuben Eduardo Charcape JimenezBelum ada peringkat
- Folleto de GalvanotecniaDokumen36 halamanFolleto de GalvanotecniaemzzBelum ada peringkat
- Los Aislamientos Termicos en La IndustriaDokumen66 halamanLos Aislamientos Termicos en La IndustriaRoberto Renato Castro VergaraBelum ada peringkat
- Tratamiento de Soluciones Residuales de Cianuro Mediante El Proceso de Acido CaroDokumen8 halamanTratamiento de Soluciones Residuales de Cianuro Mediante El Proceso de Acido CaroRaul IvanBelum ada peringkat
- Proceso Merril CroweDokumen14 halamanProceso Merril CroweRodrigo Gustavo CUPI MENDOZABelum ada peringkat
- Diseño de La Etapa de Conminucion Convencional 1Dokumen35 halamanDiseño de La Etapa de Conminucion Convencional 1Rodrigo EncinasBelum ada peringkat
- CianicidasDokumen56 halamanCianicidasTONNY H. PUMACAYOBelum ada peringkat
- Trabajo Final Integradora PDFDokumen11 halamanTrabajo Final Integradora PDFRicardo Cano RamírezBelum ada peringkat
- Modelo de La Preaireación en ConcentradoDokumen9 halamanModelo de La Preaireación en ConcentradoMatías RodríguezBelum ada peringkat
- Lixiviacion de Minerales Mediante Pilas y Bateas 1Dokumen11 halamanLixiviacion de Minerales Mediante Pilas y Bateas 1Willihan C VilcaBelum ada peringkat
- Muestreo y Determinación de La Humedad de Una Mena: Universidad Nacional Jorge Basadre GrohmannDokumen30 halamanMuestreo y Determinación de La Humedad de Una Mena: Universidad Nacional Jorge Basadre GrohmannAlexander Saúl Loza MezaBelum ada peringkat
- Hidrociclones Calculo de D50Dokumen62 halamanHidrociclones Calculo de D50Jasmin De La Torre CabreraBelum ada peringkat
- Concentración Por Gravedad (Parte III) - Medio DensoDokumen37 halamanConcentración Por Gravedad (Parte III) - Medio DensoRoger Noel Cubas RamònBelum ada peringkat
- Metalurgia GeneralDokumen47 halamanMetalurgia GeneraltacamanBelum ada peringkat
- Fundicion de PBDokumen97 halamanFundicion de PBHilario MartinezBelum ada peringkat
- Describir El Concepto y Características de La Separación de SólidoDokumen12 halamanDescribir El Concepto y Características de La Separación de Sólidolopes tonyBelum ada peringkat
- ExtractivaDokumen10 halamanExtractivaperrienpuBelum ada peringkat
- Cianuro WAD Libre y Total en Lodos para Lixiviación de Oro y en Aguas ResidualesDokumen2 halamanCianuro WAD Libre y Total en Lodos para Lixiviación de Oro y en Aguas ResidualesCarlos Juan BoninBelum ada peringkat
- Contabilidad Metalurgica SCDokumen20 halamanContabilidad Metalurgica SCAlejandro RondonBelum ada peringkat
- Métodos Utilizados Tratamiento - Gómez - 2015 PDFDokumen55 halamanMétodos Utilizados Tratamiento - Gómez - 2015 PDFEduardo CefsBelum ada peringkat
- DECAPADODokumen8 halamanDECAPADOEstef LuBelum ada peringkat
- Decapado PicklingDokumen2 halamanDecapado PicklingNando RiveBelum ada peringkat
- Procesos de AceraciónDokumen12 halamanProcesos de AceraciónJorge HernandezBelum ada peringkat
- Desengrase y Decapado de MetalesDokumen24 halamanDesengrase y Decapado de MetalesSumiko HinostrozaBelum ada peringkat
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADari EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSABelum ada peringkat
- Opcion Acaso 06Dokumen7 halamanOpcion Acaso 06andresoihfhhs50% (2)
- 1 - Generalidades de La RobóticaDokumen15 halaman1 - Generalidades de La Robóticadevil_ioriBelum ada peringkat
- Constancia de Envio Ciclo AvanzadoDokumen2 halamanConstancia de Envio Ciclo AvanzadoFortunato MhuancasBelum ada peringkat
- Implementación de programación paralela con MPIDokumen9 halamanImplementación de programación paralela con MPIOrlando Alcala Vargas100% (1)
- Historia de Los Sistemas en El Peru y El MundoDokumen11 halamanHistoria de Los Sistemas en El Peru y El Mundojazmine100% (1)
- Catalogo RadiologiaDokumen236 halamanCatalogo RadiologiaRominaBelum ada peringkat
- MEMO. CIRC. #014-2020 (VALIDO) Alex OroscoDokumen19 halamanMEMO. CIRC. #014-2020 (VALIDO) Alex OroscoAlex Franz Orosco QuintanaBelum ada peringkat
- Las 7 Teorías Del Origen de La Vida Más ImportantesDokumen12 halamanLas 7 Teorías Del Origen de La Vida Más ImportantesKeevooHiidaalgooBelum ada peringkat
- Música en El Periodo de EntreguerrasDokumen9 halamanMúsica en El Periodo de EntreguerrasArs gratia artis50% (2)
- Mezcla de AcidosDokumen14 halamanMezcla de AcidosLiz GoCaBelum ada peringkat
- 20 Generos MusicalesDokumen8 halaman20 Generos MusicalesAlexander LopezBelum ada peringkat
- Casos Prácticos de Contabilidad de FranquiciaDokumen2 halamanCasos Prácticos de Contabilidad de FranquiciaLuis Alfonso Magaña ramosBelum ada peringkat
- Acido Base - AbordajeDokumen3 halamanAcido Base - AbordajeAlonso Marcelo Herrera VarasBelum ada peringkat
- MaterialesDokumen18 halamanMaterialesLuis DeEadBelum ada peringkat
- Diseño Resumen Agua y AditivosDokumen7 halamanDiseño Resumen Agua y AditivosYuliana Andrea RolónBelum ada peringkat
- El Señor eDokumen114 halamanEl Señor eArte Gráfico GutenbergBelum ada peringkat
- Sistema de Adquisicion de Suministros Industriales - SASIDokumen3 halamanSistema de Adquisicion de Suministros Industriales - SASIrafaelgusBelum ada peringkat
- Bajo Piso Tekno Step PDFDokumen3 halamanBajo Piso Tekno Step PDFRicci RománBelum ada peringkat
- Asunto Público y PrivadoDokumen4 halamanAsunto Público y PrivadoMATA_CRITTERSBelum ada peringkat
- NumerosDokumen4 halamanNumerosYulei YanBelum ada peringkat
- Informe Constantes FisilogicasDokumen6 halamanInforme Constantes FisilogicasAlex UribeBelum ada peringkat
- Biodiscos y enzimasDokumen9 halamanBiodiscos y enzimaspaulina guerrero hernandezBelum ada peringkat
- Traumatismo de GenitourinarioDokumen80 halamanTraumatismo de GenitourinarioZé Antônio100% (1)
- Revision - Lista de Actividades PTP (Angie)Dokumen349 halamanRevision - Lista de Actividades PTP (Angie)tatiana caceresBelum ada peringkat
- THOMAS TUCHEL-ayuerveda and RoutinesDokumen5 halamanTHOMAS TUCHEL-ayuerveda and RoutinesChris Lagiard-jonesBelum ada peringkat
- Planilla de Actualizacion de Registro de Mesas Tecnicas de Telecomunicaciones 955768Dokumen5 halamanPlanilla de Actualizacion de Registro de Mesas Tecnicas de Telecomunicaciones 955768Jesus AvendañoBelum ada peringkat
- Alisva Cárdenas-Pérez: Agradecimiento ESPE LatacungaDokumen1 halamanAlisva Cárdenas-Pérez: Agradecimiento ESPE LatacungaWalter DiablithoBelum ada peringkat
- Análisis de costos y equilibrio en mercados competitivosDokumen5 halamanAnálisis de costos y equilibrio en mercados competitivosJair AlvaradoBelum ada peringkat
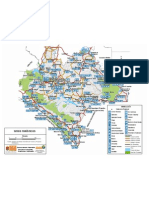
- Mapa Turismo ChiapasDokumen1 halamanMapa Turismo Chiapasgigi26mxBelum ada peringkat
- Practica 1 - 2021 Indice Comparativos Del TrabajoDokumen2 halamanPractica 1 - 2021 Indice Comparativos Del TrabajoDavid BaraoBelum ada peringkat