Anda mungkin juga menyukai
- Structural Concrete: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionDari EverandStructural Concrete: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionBelum ada peringkat
- Introduction to Prestressed Concrete Design and MaterialsDokumen10 halamanIntroduction to Prestressed Concrete Design and MaterialsSasi HoneyBelum ada peringkat
- Reinforced Concrete Buildings: Behavior and DesignDari EverandReinforced Concrete Buildings: Behavior and DesignPenilaian: 5 dari 5 bintang5/5 (1)
- PSC 1. NtroductionDokumen43 halamanPSC 1. NtroductionHarold Jackson MtyanaBelum ada peringkat
- Prestressed ConcreteDokumen14 halamanPrestressed ConcretekomalBelum ada peringkat
- A Guide to Some of the Equations used in Constructing a Suspension BridgeDari EverandA Guide to Some of the Equations used in Constructing a Suspension BridgeBelum ada peringkat
- Prestressing Concrete: Neda Shakil 4 Year, BDokumen8 halamanPrestressing Concrete: Neda Shakil 4 Year, BNeda ShakilBelum ada peringkat
- Corrosion and its Consequences for Reinforced Concrete StructuresDari EverandCorrosion and its Consequences for Reinforced Concrete StructuresBelum ada peringkat
- Strength Through Wizardry: Prestressing TechniqueDokumen6 halamanStrength Through Wizardry: Prestressing TechniqueMayankMehrotraBelum ada peringkat
- Figure-Prestressing of Concrete Beams by Mild Steel RodsDokumen4 halamanFigure-Prestressing of Concrete Beams by Mild Steel RodsJaneeshVargheseBelum ada peringkat
- Prestressed Concrete - Lecture 1 & 2Dokumen69 halamanPrestressed Concrete - Lecture 1 & 2Banda RajeshBelum ada peringkat
- Principles and Methods of Prestressing Concrete StructuresDokumen2 halamanPrinciples and Methods of Prestressing Concrete Structuresmas4everBelum ada peringkat
- PSC - IntroductionDokumen48 halamanPSC - IntroductionJames SantosBelum ada peringkat
- Pre-Stressed Concrete Electric PolesDokumen25 halamanPre-Stressed Concrete Electric PolesRahul Ramesh100% (3)
- PSC UNIT-1Dokumen49 halamanPSC UNIT-1madhu sreeBelum ada peringkat
- Tos Vii Unit 01 & 02dfhtgfijkDokumen20 halamanTos Vii Unit 01 & 02dfhtgfijkKanak YadavBelum ada peringkat
- Ce2404 Pcs NotesDokumen49 halamanCe2404 Pcs NotesChockalingamBelum ada peringkat
- Pre StressingDokumen5 halamanPre StressingAakriti VermaBelum ada peringkat
- PRESTRESSED CONCRETE DESIGNDokumen26 halamanPRESTRESSED CONCRETE DESIGNasaad mahmood mezbanBelum ada peringkat
- Prestressed Concrete: Theory and Design of Structures Assignment No. 1Dokumen10 halamanPrestressed Concrete: Theory and Design of Structures Assignment No. 1harish guptaBelum ada peringkat
- Prestensioning & Post-TensioningDokumen40 halamanPrestensioning & Post-TensioningKURUBA SARAN RAJ SamBelum ada peringkat
- Prestress Concrete DPDokumen20 halamanPrestress Concrete DPdanielBelum ada peringkat
- Disney Theme Park in East AsiaDokumen8 halamanDisney Theme Park in East Asiajerry elizagaBelum ada peringkat
- Prestressing MethodDokumen18 halamanPrestressing MethodMeghanaagarwal9Belum ada peringkat
- Pre StreesingDokumen6 halamanPre StreesingDeepak VermaBelum ada peringkat
- Lesson 13 Introduction To Prestressed ConcreteDokumen8 halamanLesson 13 Introduction To Prestressed ConcreteJoshua John JulioBelum ada peringkat
- Fundamentals of Post Tensioned Concrete Design For BuildingsDokumen49 halamanFundamentals of Post Tensioned Concrete Design For BuildingsstructuralengineersBelum ada peringkat
- Losses in Prestress ConcreteDokumen41 halamanLosses in Prestress ConcreteourebooksBelum ada peringkat
- 1.introduction To Pre Stressed Concrete StructuresDokumen9 halaman1.introduction To Pre Stressed Concrete Structures8986103tBelum ada peringkat
- PresconDokumen3 halamanPresconsam dorilloBelum ada peringkat
- NIST Prestressed ConcreteDokumen6 halamanNIST Prestressed Concretepaul machariaBelum ada peringkat
- Definition of PrestressDokumen21 halamanDefinition of PrestressShashank PatoleBelum ada peringkat
- Nabor, Jeanfred G. BSCE-5,151578 Pre-Test Examination: Elective Ii: Module-1 PCDDokumen3 halamanNabor, Jeanfred G. BSCE-5,151578 Pre-Test Examination: Elective Ii: Module-1 PCDPalabyo NaborBelum ada peringkat
- Prestressed Concrete Design 2020Dokumen21 halamanPrestressed Concrete Design 2020Edzel RenomeronBelum ada peringkat
- Husana, Thessaly Aubrey S. - Bt115 - Research No. 2aDokumen19 halamanHusana, Thessaly Aubrey S. - Bt115 - Research No. 2aThessaly HusanaBelum ada peringkat
- Prestressed ConcreteDokumen35 halamanPrestressed ConcreteRp Singh100% (1)
- Pretensioned Precast Slab UnitsDokumen7 halamanPretensioned Precast Slab UnitsDhruv GuptaBelum ada peringkat
- Prestress Lecture NotesfsfsfsDokumen153 halamanPrestress Lecture NotesfsfsfsAlzhammer ManupacBelum ada peringkat
- PSC Lecture NotesDokumen32 halamanPSC Lecture NotesHaider Shah100% (1)
- Precast Concrete StructuresDokumen34 halamanPrecast Concrete StructuresdavidBelum ada peringkat
- Prestressed Concrete: BT AR Joseph ReaDokumen4 halamanPrestressed Concrete: BT AR Joseph ReaDaryl AguilarBelum ada peringkat
- PreStress ConcreteDokumen26 halamanPreStress ConcreteAbbasabbasiBelum ada peringkat
- Ghosh, Karuna Moy. Prestressed Concrete - Analysis and Design Practice of Members - PHI. Kindle EditionDokumen2 halamanGhosh, Karuna Moy. Prestressed Concrete - Analysis and Design Practice of Members - PHI. Kindle EditionH S Vishwa NathBelum ada peringkat
- CE20100 Lecture 12Dokumen33 halamanCE20100 Lecture 12sahan munasingheBelum ada peringkat
- Design and Analysis of RC BeamsDokumen12 halamanDesign and Analysis of RC BeamsmyidmaranBelum ada peringkat
- Prestressed ConcreteDokumen9 halamanPrestressed ConcreteDiploma - CE Dept.Belum ada peringkat
- Introduction To PrestressedconcreteDokumen39 halamanIntroduction To Prestressedconcretelet's talkBelum ada peringkat
- Chapter 4 Pre-Stressed ConcreteDokumen23 halamanChapter 4 Pre-Stressed ConcreteDdeqz Elina Bueno IBelum ada peringkat
- Pre StressingDokumen10 halamanPre Stressingvinita thakurBelum ada peringkat
- DPSC Mod 1 IntroductionDokumen12 halamanDPSC Mod 1 IntroductionKajalBelum ada peringkat
- Prestressed Concrete: 2Nd Semester 2020-2021Dokumen7 halamanPrestressed Concrete: 2Nd Semester 2020-2021Nino MontaBelum ada peringkat
- Construction TechDokumen13 halamanConstruction Techengsam777Belum ada peringkat
- Seminor On Prestressed ConcreteDokumen43 halamanSeminor On Prestressed ConcreteNatarajan Saravanan100% (5)
- Chapter One IntrodutionDokumen30 halamanChapter One Introdution123Belum ada peringkat
- BTech4 Module 1 Lecture 5 - PRESTRESSED CONCRETEDokumen46 halamanBTech4 Module 1 Lecture 5 - PRESTRESSED CONCRETEMadja Ysabelle SibalBelum ada peringkat
- Seminor On Prestressed Concrete.Dokumen43 halamanSeminor On Prestressed Concrete.CHETTIKULAM NATHAM projectBelum ada peringkat
- Prestresed Concrete Post Tensioning PDFDokumen27 halamanPrestresed Concrete Post Tensioning PDFSathya GajjalaBelum ada peringkat
- Prestress Concrete (17-23)Dokumen40 halamanPrestress Concrete (17-23)anon_57992799Belum ada peringkat
- Prestressed Concrete StructuresDokumen73 halamanPrestressed Concrete StructuresMahesh Nayak100% (4)
- WC 1Dokumen6 halamanWC 1Ashish GBelum ada peringkat
- WC 1Dokumen6 halamanWC 1Ashish GBelum ada peringkat
- U-shaped retaining wall design parametersDokumen4 halamanU-shaped retaining wall design parametersAshish G100% (1)
- Irs Seismic Code 2017 PDFDokumen39 halamanIrs Seismic Code 2017 PDFSM ConsultantsBelum ada peringkat
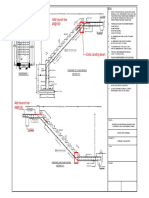
- Staircase 1Dokumen1 halamanStaircase 1Ashish GBelum ada peringkat
- 1) in This Load Management Significance of Load Case - 1 & 2 (SW-SUM & STG-SUM) Is Not Understood. Could You Please Explain What Does This Signifies?Dokumen10 halaman1) in This Load Management Significance of Load Case - 1 & 2 (SW-SUM & STG-SUM) Is Not Understood. Could You Please Explain What Does This Signifies?Ashish GBelum ada peringkat
- Upload 4Dokumen31 halamanUpload 4Ashish GBelum ada peringkat
- Design of Raft FoundationDokumen6 halamanDesign of Raft FoundationAshish GBelum ada peringkat
- Intake 1Dokumen9 halamanIntake 1Ashish GBelum ada peringkat
- Return WallDokumen4 halamanReturn WallAshish GBelum ada peringkat
- Bridge Design Eurocodes Worked ExamplesDokumen438 halamanBridge Design Eurocodes Worked Examplespradeepjoshi007100% (4)
- PedestalDokumen1 halamanPedestalAshish GBelum ada peringkat
- Structure Ref: Left Hand EndDokumen3 halamanStructure Ref: Left Hand EndAshish GBelum ada peringkat
- Irs Seismic Code 2017 PDFDokumen39 halamanIrs Seismic Code 2017 PDFSM ConsultantsBelum ada peringkat
- EE (Bridge) / SE (P&D) / E.I.C.: 1 X 20.00 1X19.35 PileDokumen4 halamanEE (Bridge) / SE (P&D) / E.I.C.: 1 X 20.00 1X19.35 PileAshish GBelum ada peringkat
- Calculation of Load Carrying Capacity of Pile (Al)Dokumen26 halamanCalculation of Load Carrying Capacity of Pile (Al)Ashish GBelum ada peringkat
- Design of Corbel: (Check)Dokumen14 halamanDesign of Corbel: (Check)Ashish GBelum ada peringkat
- CALCULATION OF LOADDokumen47 halamanCALCULATION OF LOADAshish GBelum ada peringkat
- Pile Foundation BuildingDokumen6 halamanPile Foundation BuildingAshish GBelum ada peringkat
- FinalDokumen2 halamanFinalAshish GBelum ada peringkat
- Handbook For Returning Officers (Council Elections) PDFDokumen473 halamanHandbook For Returning Officers (Council Elections) PDFAshish GBelum ada peringkat
- B1-Floorbeam (250 X 500) Beam DesignDokumen2 halamanB1-Floorbeam (250 X 500) Beam DesignAshish GBelum ada peringkat
- Error 'Port 80 (Or 443) Is Not Responding' When Running Activation Tool For Web-Activated LicensesDokumen1 halamanError 'Port 80 (Or 443) Is Not Responding' When Running Activation Tool For Web-Activated LicensesAshish GBelum ada peringkat
- Brahmanipali Design Report PDFDokumen21 halamanBrahmanipali Design Report PDFAshish GBelum ada peringkat
- Stresses Slide 1Dokumen36 halamanStresses Slide 1Muhammad Waleed KhanBelum ada peringkat
- M30 All Around (Typ.) : Construction of Mounded Storage Vessel at Tuticorin and Thanjavur LPG PlantsDokumen1 halamanM30 All Around (Typ.) : Construction of Mounded Storage Vessel at Tuticorin and Thanjavur LPG PlantsAshish GBelum ada peringkat
- Model School - r1 PDFDokumen5 halamanModel School - r1 PDFAshish GBelum ada peringkat
- DriftDokumen4 halamanDriftsunilr_60Belum ada peringkat
- Bridge Bearings 2014Dokumen167 halamanBridge Bearings 2014ErDKushwaha100% (1)
- Irc 6-2016Dokumen107 halamanIrc 6-2016Manvendra Nigam100% (26)
- SERVICEABILITYDokumen75 halamanSERVICEABILITYÜstün Onur Baktır100% (1)
- 14070733Dokumen27 halaman14070733layaljamal2Belum ada peringkat
- Ep11450 E12 PDFDokumen9 halamanEp11450 E12 PDFWan WeiBelum ada peringkat
- Aermec FCL 32-124 Technical Manual EngDokumen84 halamanAermec FCL 32-124 Technical Manual Enganon_281687165Belum ada peringkat
- SN043a-EN-EU Design of Fixed Column Base JointsDokumen23 halamanSN043a-EN-EU Design of Fixed Column Base JointsCenascenascenascenasBelum ada peringkat
- Technical Report: Design of Metal Anchors For Use in Concrete Under Seismic ActionsDokumen16 halamanTechnical Report: Design of Metal Anchors For Use in Concrete Under Seismic ActionsJulioGoesBelum ada peringkat
- Lecture # 8: Dr. Muzaffar AliDokumen37 halamanLecture # 8: Dr. Muzaffar Alikamran bhatBelum ada peringkat
- 2006 VA Powertrain SprinterDokumen292 halaman2006 VA Powertrain Sprinteractuator79100% (2)
- Tokico P.D. Oil Flowmeter KatalogDokumen6 halamanTokico P.D. Oil Flowmeter KatalogPRIMA UTAMA MULYABelum ada peringkat
- Assignment No. 1 Design Basis Report G+5 BuildingDokumen34 halamanAssignment No. 1 Design Basis Report G+5 BuildingMerijanBelum ada peringkat
- Catalogo Motor Parker TC, TB, TE, TJ, TF, TG, TH, TLDokumen56 halamanCatalogo Motor Parker TC, TB, TE, TJ, TF, TG, TH, TLg alves100% (1)
- Minicrawler EnglishDokumen24 halamanMinicrawler EnglishXUAN LUUBelum ada peringkat
- Steel Interstop Stopper Rod Mechanism Type SRM L 1812 en 181206 MonDokumen3 halamanSteel Interstop Stopper Rod Mechanism Type SRM L 1812 en 181206 MonAdarsh JhaBelum ada peringkat
- 1104D-E44T and 1104D-E44TA Industrial Engine Electrical SystemDokumen2 halaman1104D-E44T and 1104D-E44TA Industrial Engine Electrical SystemGerman E.100% (1)
- Physics Question Bank Kvpy PDFDokumen97 halamanPhysics Question Bank Kvpy PDFaswin sivakumarBelum ada peringkat
- Chapter Three:: Kinetics of Particles: Newton's Second LawDokumen44 halamanChapter Three:: Kinetics of Particles: Newton's Second LawSalahadin ShemsuBelum ada peringkat
- 57 en 12952-4 2011 PDFDokumen21 halaman57 en 12952-4 2011 PDFalilka404100% (1)
- Accelerator Ap PsDokumen2 halamanAccelerator Ap PsRazvan RaduBelum ada peringkat
- Manual Flowpacks Ensamble InstitucionalDokumen32 halamanManual Flowpacks Ensamble InstitucionalhaynerBelum ada peringkat
- Second Law of Thermodynamics 1Dokumen16 halamanSecond Law of Thermodynamics 1Lone KnightBelum ada peringkat
- Sanjana 04 Acoustics ReportDokumen5 halamanSanjana 04 Acoustics ReportSanjana BhandiwadBelum ada peringkat
- 0303 MEA Multi V HeatpumpDokumen119 halaman0303 MEA Multi V HeatpumpfatjoebirdBelum ada peringkat
- Three-Dimensional Force Systems: Today's ObjectivesDokumen17 halamanThree-Dimensional Force Systems: Today's ObjectivesAtef NazBelum ada peringkat
- Production and Industrial EngineeringDokumen27 halamanProduction and Industrial EngineeringShivangi MishraBelum ada peringkat
- MIE100H1 - 20195 - 631572298320MIE 100 CheatsheetDokumen2 halamanMIE100H1 - 20195 - 631572298320MIE 100 CheatsheetSCR PpelusaBelum ada peringkat
- JC GGC 2011 Catalogue Low ResDokumen52 halamanJC GGC 2011 Catalogue Low ResgaluBelum ada peringkat
- Final ReviewDokumen104 halamanFinal Reviewzhou wangchaoBelum ada peringkat
- HP Valve PDFDokumen48 halamanHP Valve PDFTuanTu NguyenTranBelum ada peringkat
- Basics of Pumps Training ModuleDokumen54 halamanBasics of Pumps Training ModulesuprateemBelum ada peringkat
- To Engineer Is Human: The Role of Failure in Successful DesignDari EverandTo Engineer Is Human: The Role of Failure in Successful DesignPenilaian: 4 dari 5 bintang4/5 (137)
- Advanced Modelling Techniques in Structural DesignDari EverandAdvanced Modelling Techniques in Structural DesignPenilaian: 5 dari 5 bintang5/5 (3)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsDari EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsBelum ada peringkat
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsDari EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsBelum ada peringkat
- Pocket Guide to Flanges, Fittings, and Piping DataDari EverandPocket Guide to Flanges, Fittings, and Piping DataPenilaian: 3.5 dari 5 bintang3.5/5 (22)
- Marine Structural Design CalculationsDari EverandMarine Structural Design CalculationsPenilaian: 4.5 dari 5 bintang4.5/5 (13)
- Bridge Design: Concepts and AnalysisDari EverandBridge Design: Concepts and AnalysisPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Transmission Pipeline Calculations and Simulations ManualDari EverandTransmission Pipeline Calculations and Simulations ManualPenilaian: 4.5 dari 5 bintang4.5/5 (10)
- Built: The Hidden Stories Behind Our StructuresDari EverandBuilt: The Hidden Stories Behind Our StructuresPenilaian: 4 dari 5 bintang4/5 (27)
- Design and Construction of Soil Anchor PlatesDari EverandDesign and Construction of Soil Anchor PlatesPenilaian: 5 dari 5 bintang5/5 (1)
- Pile Design and Construction Rules of ThumbDari EverandPile Design and Construction Rules of ThumbPenilaian: 4.5 dari 5 bintang4.5/5 (15)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingDari EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingBelum ada peringkat
- Piezocone and Cone Penetration Test (CPTu and CPT) Applications in Foundation EngineeringDari EverandPiezocone and Cone Penetration Test (CPTu and CPT) Applications in Foundation EngineeringBelum ada peringkat
- Advanced Design Examples of Seismic Retrofit of StructuresDari EverandAdvanced Design Examples of Seismic Retrofit of StructuresPenilaian: 1 dari 5 bintang1/5 (1)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresDari EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresPenilaian: 1 dari 5 bintang1/5 (2)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsDari EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsPenilaian: 4 dari 5 bintang4/5 (16)
- 3D Concrete Printing Technology: Construction and Building ApplicationsDari Everand3D Concrete Printing Technology: Construction and Building ApplicationsBelum ada peringkat
- Matrix Methods for Advanced Structural AnalysisDari EverandMatrix Methods for Advanced Structural AnalysisPenilaian: 5 dari 5 bintang5/5 (1)
- Offshore Pipelines: Design, Installation, and MaintenanceDari EverandOffshore Pipelines: Design, Installation, and MaintenancePenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Pipeline Planning and Construction Field ManualDari EverandPipeline Planning and Construction Field ManualPenilaian: 5 dari 5 bintang5/5 (3)
- Experiment and Calculation of Reinforced Concrete at Elevated TemperaturesDari EverandExperiment and Calculation of Reinforced Concrete at Elevated TemperaturesPenilaian: 5 dari 5 bintang5/5 (2)