Anda mungkin juga menyukai
- Operators Manuel International Cub Cadet 72, 104, 105, 124, ZND 125 TractorsDokumen44 halamanOperators Manuel International Cub Cadet 72, 104, 105, 124, ZND 125 Tractorsfundreamer1Belum ada peringkat
- JUS StandardsDokumen28 halamanJUS StandardsgarejkaBelum ada peringkat
- 3 Phase Induction Motors Objective Questions With AnswersDokumen3 halaman3 Phase Induction Motors Objective Questions With AnswersMohan Raj0% (2)
- Mud Viscocities and Other Rheological PropertiesDokumen23 halamanMud Viscocities and Other Rheological PropertiesMuhammad Naqiuddin Bin Zahid67% (3)
- Viscoelastic Structures: Mechanics of Growth and AgingDari EverandViscoelastic Structures: Mechanics of Growth and AgingBelum ada peringkat
- 13 - Principles of Flight - QuestionsDokumen80 halaman13 - Principles of Flight - QuestionsEdgar Muñoz Fernández50% (4)
- Polymer Rheology and ProcessingDokumen57 halamanPolymer Rheology and ProcessingAbhishek KumarBelum ada peringkat
- Rheology of Dispersions: Principles and ApplicationsDari EverandRheology of Dispersions: Principles and ApplicationsBelum ada peringkat
- 8.physical Testing of Rubber VulcanizatesDokumen22 halaman8.physical Testing of Rubber Vulcanizatesbodekiz78% (9)
- Understanding Rheology of ThermosetsDokumen14 halamanUnderstanding Rheology of Thermosetschristopher_kephart1Belum ada peringkat
- Creep and Creep TestingDokumen5 halamanCreep and Creep TestingAnkit MauryaBelum ada peringkat
- 01 4G64S4M & 4G69S4N Engine-2Dokumen38 halaman01 4G64S4M & 4G69S4N Engine-2vitor santosBelum ada peringkat
- A Report On Workability of Fresh Concrete by Slump TestDokumen5 halamanA Report On Workability of Fresh Concrete by Slump TestRishabhJain100% (1)
- Dynamic Mechanical Analysis (DMA)Dokumen17 halamanDynamic Mechanical Analysis (DMA)Parul Singh100% (1)
- Application of Polymer Rheology for Processing ControlDokumen6 halamanApplication of Polymer Rheology for Processing ControlEhteshamul IslamBelum ada peringkat
- Particle Deposition and Aggregation: Measurement, Modelling and SimulationDari EverandParticle Deposition and Aggregation: Measurement, Modelling and SimulationBelum ada peringkat
- A Rheological Viewpoint of Thermoplastic MeltsDokumen9 halamanA Rheological Viewpoint of Thermoplastic MeltsfarzadsadeghzadBelum ada peringkat
- Capillary Rheometer Application 1Dokumen5 halamanCapillary Rheometer Application 1k-razak100% (1)
- ANTEC 1999 - Investigation of Rhelogical Properties of Rotomolding ResinsDokumen5 halamanANTEC 1999 - Investigation of Rhelogical Properties of Rotomolding ResinsAkrem KhaznajiBelum ada peringkat
- Thesis RheologyDokumen8 halamanThesis Rheologylindseywilliamscolumbia100% (3)
- ICH404-Lecture Note 5Dokumen3 halamanICH404-Lecture Note 5Lukman Bola Abdulra'ufBelum ada peringkat
- Tacticity of PolymersDokumen8 halamanTacticity of PolymersKhaulla AwanBelum ada peringkat
- REO-Viscometer or Rheometer Making The DecisionDokumen2 halamanREO-Viscometer or Rheometer Making The DecisionAyush SinghBelum ada peringkat
- Fundamental of Drilling Engineering: Prepared By: Amir Sabah KhalidDokumen15 halamanFundamental of Drilling Engineering: Prepared By: Amir Sabah KhalidMohammed MohammedBelum ada peringkat
- Mfi and Reology of PolymersDokumen10 halamanMfi and Reology of PolymersSushmaBelum ada peringkat
- Testing and Interpretation of Test Results Glossary of Material CodesDokumen11 halamanTesting and Interpretation of Test Results Glossary of Material CodesSen VanBelum ada peringkat
- Final Tesile Testing ReportDokumen12 halamanFinal Tesile Testing Reportismael hashiBelum ada peringkat
- Lab TestingDokumen5 halamanLab TestingRajeev MenonBelum ada peringkat
- Microrheometer J Rheology2008Dokumen12 halamanMicrorheometer J Rheology2008api-3827827Belum ada peringkat
- BBBBBBBBBBBBBBBBBDokumen9 halamanBBBBBBBBBBBBBBBBBali ahmedBelum ada peringkat
- 0 - Application - of - Rheology - Polymers PDFDokumen4 halaman0 - Application - of - Rheology - Polymers PDFIMOdraudeBelum ada peringkat
- Understanding Rheology of Thermoplastic Polymers PDFDokumen8 halamanUnderstanding Rheology of Thermoplastic Polymers PDFJJmithras8Belum ada peringkat
- RheoviscoDokumen3 halamanRheoviscoShakeel AhmadBelum ada peringkat
- Chapter 4. FRC Manufacturing - Fundamental ConceptsDokumen5 halamanChapter 4. FRC Manufacturing - Fundamental ConceptsNarendra GadkariBelum ada peringkat
- Polymer Melt Flow TestingDokumen21 halamanPolymer Melt Flow TestingHimanshu SonkarBelum ada peringkat
- Analysis Creep BehaviorDokumen4 halamanAnalysis Creep BehaviorRamesh SantanaBelum ada peringkat
- Polymer Rheology and Processing ( - ÈDokumen57 halamanPolymer Rheology and Processing ( - Èabilio_j_vieiraBelum ada peringkat
- Construction and Evaluation of A New Tribometer For Polymers - 2011 - MainextDokumen8 halamanConstruction and Evaluation of A New Tribometer For Polymers - 2011 - MainextBittu Kumar SinghBelum ada peringkat
- Rheology and Testing of Polymers LabDokumen79 halamanRheology and Testing of Polymers LabIBIZABelum ada peringkat
- An Overview of The Use of Rheology For Adhesive ManufacturersDokumen8 halamanAn Overview of The Use of Rheology For Adhesive ManufacturersCublktigressBelum ada peringkat
- Melt Shear Viscosity of Original and Recycled PETDokumen7 halamanMelt Shear Viscosity of Original and Recycled PETHerschelle DsouzaBelum ada peringkat
- Focus On RheologyDokumen8 halamanFocus On RheologyVinay BhayaBelum ada peringkat
- The Basics of Capillary Rheometry - NETZSCH Analyzing & TestingDokumen8 halamanThe Basics of Capillary Rheometry - NETZSCH Analyzing & TestingKashif MuhammadBelum ada peringkat
- MFR Testing Reveals Polymer MW RelationshipDokumen26 halamanMFR Testing Reveals Polymer MW RelationshipUsman HameedBelum ada peringkat
- High Strain Rate Mechanics of Polymers: A ReviewDokumen18 halamanHigh Strain Rate Mechanics of Polymers: A ReviewRodrigo ToasaBelum ada peringkat
- TT UnderstandingRheology TaggedDokumen2 halamanTT UnderstandingRheology TaggedwinowinoBelum ada peringkat
- Design For Creep Resistance: 11.1 The Stages of CreepDokumen6 halamanDesign For Creep Resistance: 11.1 The Stages of Creepprabhat ranjan mishraBelum ada peringkat
- Polymer Viscoelasticity: Dynamic Mechanical Analysis (DMADokumen81 halamanPolymer Viscoelasticity: Dynamic Mechanical Analysis (DMAtayitooo100% (1)
- Chapter 4Dokumen23 halamanChapter 4Nikolaus R. LarssonBelum ada peringkat
- 01-Rheology (Course 016) - Why Is Rheo ImportantDokumen21 halaman01-Rheology (Course 016) - Why Is Rheo ImportantEmmanuel Garcia GarciaBelum ada peringkat
- SES - Plastics Testing & CharacterizationDokumen8 halamanSES - Plastics Testing & CharacterizationSES_CincinnatiBelum ada peringkat
- 21: Flow Properties of Molten Polymers: PC DawsonDokumen8 halaman21: Flow Properties of Molten Polymers: PC DawsonTamalika DasBelum ada peringkat
- The Rheology of Fresh Cement and Concrete - A Review by PFG BanfillDokumen13 halamanThe Rheology of Fresh Cement and Concrete - A Review by PFG BanfillvolminkBelum ada peringkat
- نرجس وليد 51 تقرير مادة الحفرDokumen5 halamanنرجس وليد 51 تقرير مادة الحفرNarjes WalidBelum ada peringkat
- Thermal Analysis of MaterialsDokumen17 halamanThermal Analysis of MaterialsHamzahSardar100% (1)
- nelson1986Dokumen8 halamannelson1986chemistpl420Belum ada peringkat
- Viscoelastic Flow Effects in High Speed Injection MouldingDokumen23 halamanViscoelastic Flow Effects in High Speed Injection MouldingGiap NguyenBelum ada peringkat
- On The Viscosity of Energol 320Dokumen12 halamanOn The Viscosity of Energol 320Charlie HanniganBelum ada peringkat
- Report MohammedDokumen8 halamanReport MohammedTaha ShalabiBelum ada peringkat
- Food Rheology: Understanding Flow and DeformationDokumen37 halamanFood Rheology: Understanding Flow and DeformationCindi Pratiwi100% (1)
- Using A Torque Rheometer To PDFDokumen2 halamanUsing A Torque Rheometer To PDFdeveshdpt100% (1)
- The Thermo-Mechanical Performance of Glass-Fibre Reinforced Polyamide 66Dokumen30 halamanThe Thermo-Mechanical Performance of Glass-Fibre Reinforced Polyamide 66nksingh16Belum ada peringkat
- Viscosity and Density Measurement Methods For PolyDokumen7 halamanViscosity and Density Measurement Methods For Polynana jangBelum ada peringkat
- Versatile Polyurethane Dispersion Based Pressure Sensitive AdhesivesDokumen8 halamanVersatile Polyurethane Dispersion Based Pressure Sensitive Adhesives8612106535Belum ada peringkat
- Rheology of Biopolymer Solutions and Gels: David R. Picout and Simon B. Ross-MurphyDokumen17 halamanRheology of Biopolymer Solutions and Gels: David R. Picout and Simon B. Ross-MurphynorchavarriaBelum ada peringkat
- Atmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionDari EverandAtmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionBelum ada peringkat
- Epvc 360naDokumen1 halamanEpvc 360naDevashish AgnihotriBelum ada peringkat
- Epvc 367NKDokumen1 halamanEpvc 367NKDevashish AgnihotriBelum ada peringkat
- Epvc 167GZDokumen1 halamanEpvc 167GZDevashish AgnihotriBelum ada peringkat
- Albert Einstein. 1879-1955. A Biographical Memoir by John Archibald WheelerDokumen23 halamanAlbert Einstein. 1879-1955. A Biographical Memoir by John Archibald Wheelergbabeuf100% (1)
- Stressman Engineering - Brochure Norway 2018-6Dokumen8 halamanStressman Engineering - Brochure Norway 2018-6FelipeBelum ada peringkat
- New Schedule For Sunset Limited Benefits Passengers and Improves Financial PerformanceDokumen3 halamanNew Schedule For Sunset Limited Benefits Passengers and Improves Financial Performanceapi-26433240Belum ada peringkat
- Sad Thesis Guidelines FinalsDokumen13 halamanSad Thesis Guidelines FinalsJes RamosBelum ada peringkat
- Strength of Pressure Vessels With Ellipsoidal HeadsDokumen8 halamanStrength of Pressure Vessels With Ellipsoidal Headsنصرالدين ادريسBelum ada peringkat
- Memory Map and Address DecodingDokumen9 halamanMemory Map and Address DecodingGhozi AlBelum ada peringkat
- Product Design Recommended Reading ListDokumen3 halamanProduct Design Recommended Reading ListSai Prasath100% (1)
- Physics Lab ReportDokumen2 halamanPhysics Lab ReportFelix SonsunBelum ada peringkat
- Achievements Under EpiraDokumen6 halamanAchievements Under EpiraLyn Dela Cruz DumoBelum ada peringkat
- Friction Factor For Turbulent Pipe Flow: January 2006Dokumen17 halamanFriction Factor For Turbulent Pipe Flow: January 2006John AnthoniBelum ada peringkat
- 5TH Week EnergyDokumen6 halaman5TH Week EnergyMira VeranoBelum ada peringkat
- An Algorithm For Minimax Solution of Overdetennined Systems of Non-Linear EquationsDokumen8 halamanAn Algorithm For Minimax Solution of Overdetennined Systems of Non-Linear EquationsDewi FitriyaniBelum ada peringkat
- Ceramic Terminal BlocksDokumen1 halamanCeramic Terminal BlockselijbbBelum ada peringkat
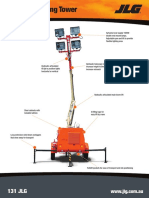
- JLG Lighting Tower 6308AN Series II 20150907Dokumen2 halamanJLG Lighting Tower 6308AN Series II 20150907DwiSulistyo09Belum ada peringkat
- Estimating/ Construction Planning/ Scheduling and Programming/ Feasibility Project StudiesDokumen4 halamanEstimating/ Construction Planning/ Scheduling and Programming/ Feasibility Project StudiesVholts Villa VitugBelum ada peringkat
- Power and Simplicity: Pace ScientificDokumen16 halamanPower and Simplicity: Pace ScientificAnonymous mNQq7ojBelum ada peringkat
- YZ250 Off-Road Bike Parts CatalogDokumen55 halamanYZ250 Off-Road Bike Parts Catalogdwiyanti20Belum ada peringkat
- Wireless Mouse m325 Quick Start GuideDokumen2 halamanWireless Mouse m325 Quick Start GuideFabolos 9Belum ada peringkat
- Cs 180 Notes UCLADokumen3 halamanCs 180 Notes UCLAnattaq12345Belum ada peringkat
- Master Opp GaveDokumen84 halamanMaster Opp GaveRizki Al AyyubiBelum ada peringkat
- 95 - 737-General-InformationDokumen3 halaman95 - 737-General-InformationffontanaBelum ada peringkat
- Java Topics To Cover in InterviewsDokumen5 halamanJava Topics To Cover in InterviewsHemanth KumarBelum ada peringkat
- Motion ReportDokumen2 halamanMotion Reportmikeb-erau100% (2)
- Technical Presentation - Arik Ethan Kinajil (25231)Dokumen5 halamanTechnical Presentation - Arik Ethan Kinajil (25231)Arik EthanBelum ada peringkat
- SDCK CD Ies 01 (Rev B)Dokumen125 halamanSDCK CD Ies 01 (Rev B)Narada HerathBelum ada peringkat