Anda mungkin juga menyukai
- Methanol OverviewDokumen3 halamanMethanol OverviewYan LaksanaBelum ada peringkat
- Fertilizer PresentationDokumen7 halamanFertilizer PresentationYan LaksanaBelum ada peringkat
- NRDC Consolidated Coal Renewable Database 2017Dokumen38 halamanNRDC Consolidated Coal Renewable Database 2017Yan LaksanaBelum ada peringkat
- New Gold SummaryDokumen1 halamanNew Gold SummaryYan LaksanaBelum ada peringkat
- The Cost of DesalinationDokumen16 halamanThe Cost of DesalinationYan LaksanaBelum ada peringkat
- Indonesia Salary Guide Ebook PDFDokumen22 halamanIndonesia Salary Guide Ebook PDFteguh_setiono100% (2)
- Concept DefinitionDokumen1 halamanConcept DefinitionYan LaksanaBelum ada peringkat
- Cooling and Water ScenarioDokumen6 halamanCooling and Water ScenarioYan LaksanaBelum ada peringkat
- ADB SESA Prospectus for Indonesia Energy TransitionDokumen12 halamanADB SESA Prospectus for Indonesia Energy TransitionYan LaksanaBelum ada peringkat
- Concept DefinitionDokumen1 halamanConcept DefinitionYan LaksanaBelum ada peringkat
- Daftar Pltu RiDokumen6 halamanDaftar Pltu Rirahmatrasit7742Belum ada peringkat
- No. Chemical Product Proposed Plant Capacity (MTPA)Dokumen1 halamanNo. Chemical Product Proposed Plant Capacity (MTPA)Yan LaksanaBelum ada peringkat
- Pinang 5900 Coal Quality: According To ISO Methods, Except HGI, Trace Elements and Ash Analysis To ASTMDokumen1 halamanPinang 5900 Coal Quality: According To ISO Methods, Except HGI, Trace Elements and Ash Analysis To ASTMYan LaksanaBelum ada peringkat
- Presentasi PipingDokumen45 halamanPresentasi PipingYan LaksanaBelum ada peringkat
- GTL TechnologyDokumen3 halamanGTL TechnologyYan LaksanaBelum ada peringkat
- Synfuel TechnologyDokumen9 halamanSynfuel TechnologyYan LaksanaBelum ada peringkat
- Distribution and Reconciliation of Fuel Usage in 2013Dokumen41 halamanDistribution and Reconciliation of Fuel Usage in 2013Yan LaksanaBelum ada peringkat
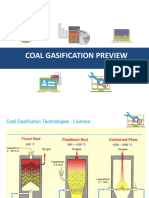
- Coal Gasification PreviewDokumen4 halamanCoal Gasification PreviewYan LaksanaBelum ada peringkat
- Global Dimethyl Ether Emerging Markets - DMEDokumen27 halamanGlobal Dimethyl Ether Emerging Markets - DMEUci UtamiBelum ada peringkat
- History Trends and Prospects For LNG ShippingDokumen24 halamanHistory Trends and Prospects For LNG ShippingYan LaksanaBelum ada peringkat
- Reburning Renewable Biomass For Emissions Control and Ash Deposition Effects in Power Generation PDFDokumen250 halamanReburning Renewable Biomass For Emissions Control and Ash Deposition Effects in Power Generation PDFYan LaksanaBelum ada peringkat
- G20 Subsidies - ChinaDokumen22 halamanG20 Subsidies - ChinaYan LaksanaBelum ada peringkat
- CBM Book IntroDokumen1 halamanCBM Book IntroRihamBelum ada peringkat
- Fpso Design Document: Marie C. Mcgraw Roberto J. Mel Endez Javier A. RamosDokumen20 halamanFpso Design Document: Marie C. Mcgraw Roberto J. Mel Endez Javier A. RamosYan Laksana100% (2)
- Properties of Coal Classification and AnalysisDokumen7 halamanProperties of Coal Classification and AnalysisJaco KotzeBelum ada peringkat
- Pemurnian Metanol Dari Kandungan Tri Methyl Amine Di PT. Kaltim Methanol Industri - Bontang KaltimDokumen7 halamanPemurnian Metanol Dari Kandungan Tri Methyl Amine Di PT. Kaltim Methanol Industri - Bontang KaltimSylvia ChavezBelum ada peringkat
- Chap4lowres PDFDokumen28 halamanChap4lowres PDFshazniSBelum ada peringkat
- Study On Ecological and Highly Efficient Combustion Technology For Upgraded Brown Coal PDFDokumen137 halamanStudy On Ecological and Highly Efficient Combustion Technology For Upgraded Brown Coal PDFYan LaksanaBelum ada peringkat
- Centrifugal PumpsDokumen117 halamanCentrifugal PumpsYan LaksanaBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Module A Specimen Questions January2020 PDFDokumen5 halamanModule A Specimen Questions January2020 PDFShashi Bhusan SinghBelum ada peringkat
- Đề cương ôn tập tiếng anh 9Dokumen28 halamanĐề cương ôn tập tiếng anh 9Nguyễn HoaBelum ada peringkat
- Request Baha Alert PPMPDokumen3 halamanRequest Baha Alert PPMPLö Räine AñascoBelum ada peringkat
- EcR - 1 Leading and Lagging IndicatorsDokumen10 halamanEcR - 1 Leading and Lagging IndicatorsMiloš ĐukićBelum ada peringkat
- Black Girl Magic: Over 200+ AffirmationsDokumen229 halamanBlack Girl Magic: Over 200+ AffirmationsDestiny S. Harris100% (2)
- Perforamance Based AssessmentDokumen2 halamanPerforamance Based AssessmentJocelyn Acog Bisas MestizoBelum ada peringkat
- Chapter 5Dokumen16 halamanChapter 5Ankit GuptaBelum ada peringkat
- Dr. Namrata Misra Head of Bioinnovations at KIIT UniversityDokumen1 halamanDr. Namrata Misra Head of Bioinnovations at KIIT Universitymanisha maniBelum ada peringkat
- Solcon Catalog WebDokumen12 halamanSolcon Catalog Webquocviet612Belum ada peringkat
- Sigma monitor relayDokumen32 halamanSigma monitor relayEdwin Oria EspinozaBelum ada peringkat
- Sub Erna RekhaDokumen2 halamanSub Erna Rekhasurabhi mandalBelum ada peringkat
- Journalize The Following Transactions in The Journal Page Below. Add Explanations For The Transactions and Leave A Space Between EachDokumen3 halamanJournalize The Following Transactions in The Journal Page Below. Add Explanations For The Transactions and Leave A Space Between EachTurkan Amirova100% (1)
- Dip Obst (SA) Past Papers - 2020 1st Semester 1-6-2023Dokumen1 halamanDip Obst (SA) Past Papers - 2020 1st Semester 1-6-2023Neo Latoya MadunaBelum ada peringkat
- wch13 01 Rms 20230817Dokumen24 halamanwch13 01 Rms 20230817halcieeschBelum ada peringkat
- Chapter 4Dokumen26 halamanChapter 4Lana AlakhrasBelum ada peringkat
- Guide Propedevt Stomat 2c EngDokumen256 halamanGuide Propedevt Stomat 2c EngJhoel Jhonatan Torres MuñozBelum ada peringkat
- Executive Order 000Dokumen2 halamanExecutive Order 000Randell ManjarresBelum ada peringkat
- BOF, LF & CasterDokumen14 halamanBOF, LF & CastermaklesurrahmanBelum ada peringkat
- 1 Colmac DX Ammonia Piping Handbook 4th EdDokumen64 halaman1 Colmac DX Ammonia Piping Handbook 4th EdAlbertoBelum ada peringkat
- C. Drug Action 1Dokumen28 halamanC. Drug Action 1Jay Eamon Reyes MendrosBelum ada peringkat
- SM RSJ 420 800Dokumen77 halamanSM RSJ 420 800elshan_asgarovBelum ada peringkat
- 07 Chapter2Dokumen16 halaman07 Chapter2Jigar JaniBelum ada peringkat
- Laboratorio 1Dokumen6 halamanLaboratorio 1Marlon DiazBelum ada peringkat
- HVDC BasicDokumen36 halamanHVDC BasicAshok KumarBelum ada peringkat
- Canada's Health Care SystemDokumen11 halamanCanada's Health Care SystemHuffy27100% (2)
- Fuck Your LawnDokumen86 halamanFuck Your Lawnhuneebee100% (1)
- Grab Go Porter S 5 ForcesDokumen2 halamanGrab Go Porter S 5 ForcesUtkarsh SharmaBelum ada peringkat
- Treatment of Fruit Juice Concentrate Wastewater by Electrocoagulation - Optimization of COD Removal (#400881) - 455944Dokumen5 halamanTreatment of Fruit Juice Concentrate Wastewater by Electrocoagulation - Optimization of COD Removal (#400881) - 455944Victoria LeahBelum ada peringkat
- UMR Introduction 2023Dokumen110 halamanUMR Introduction 2023tu reves mon filsBelum ada peringkat
- Elem. Reading PracticeDokumen10 halamanElem. Reading PracticeElissa Janquil RussellBelum ada peringkat