Anda mungkin juga menyukai
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyDari EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyBelum ada peringkat
- Dies-3-130918074155-Phpapp02 Die3 - Design Process PDFDokumen24 halamanDies-3-130918074155-Phpapp02 Die3 - Design Process PDFBong ThoBelum ada peringkat
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesDari EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesBelum ada peringkat
- Week 8 Sheet Metal FormingDokumen69 halamanWeek 8 Sheet Metal FormingashkansoheylBelum ada peringkat
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersDari EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersPenilaian: 3.5 dari 5 bintang3.5/5 (2)
- Module 7 Sheet Metal-Forming Lecture 1Dokumen9 halamanModule 7 Sheet Metal-Forming Lecture 1ettypasewangBelum ada peringkat
- An Introduction to Metal-Working (Illustrated)Dari EverandAn Introduction to Metal-Working (Illustrated)Penilaian: 2.5 dari 5 bintang2.5/5 (2)
- DFM ForgingDokumen24 halamanDFM Forgingsaikrishnaps31Belum ada peringkat
- Dies1 2Dokumen23 halamanDies1 2Ajay BabuBelum ada peringkat
- Press Working Operations - Sheet MetalDokumen16 halamanPress Working Operations - Sheet MetalIrwan Rony100% (2)
- Sheet Metal OperationDokumen46 halamanSheet Metal Operationmada sadaBelum ada peringkat
- BTI1133 Ch16Dokumen82 halamanBTI1133 Ch16ACC SHBelum ada peringkat
- Metal Forming LabDokumen57 halamanMetal Forming LabRohitGuptaBelum ada peringkat
- SPiningDokumen45 halamanSPiningnvemanBelum ada peringkat
- ManufProc 5 SheetMetalFormingDokumen65 halamanManufProc 5 SheetMetalFormingHannan yusuf KhanBelum ada peringkat
- Burnishing Is A Process by Which A Smooth Hard Tool (UsingDokumen9 halamanBurnishing Is A Process by Which A Smooth Hard Tool (UsingΒασίλης ΜπουντιούκοςBelum ada peringkat
- UntitledDokumen39 halamanUntitledsasikumarBelum ada peringkat
- 12 - Sheet Metalworking (Chapter 16)Dokumen51 halaman12 - Sheet Metalworking (Chapter 16)Taher al suhamiBelum ada peringkat
- Tool DesignDokumen48 halamanTool DesignPAVIN ENGGBelum ada peringkat
- Sheet Metal FormingDokumen25 halamanSheet Metal Formingankushkapoor2003Belum ada peringkat
- EIN 3390 Chap 17 Sheet-Forming Processes Part 1 Spring 2012Dokumen50 halamanEIN 3390 Chap 17 Sheet-Forming Processes Part 1 Spring 2012sudharsans88Belum ada peringkat
- Chapter 5-Sheet MetalworkingDokumen19 halamanChapter 5-Sheet MetalworkingmousaBelum ada peringkat
- Sheet Metal BasicsDokumen69 halamanSheet Metal Basicskiran_wakchaure50% (2)
- Sheet MetalDokumen21 halamanSheet MetalRam Janm Singh100% (2)
- Die Basics 101: Intro To Stamping: Stamping (Metalworking) Stamping PressingDokumen30 halamanDie Basics 101: Intro To Stamping: Stamping (Metalworking) Stamping PressingAmitBelum ada peringkat
- Chapter 4 (Sheet Metal Fabrication) With VideoDokumen71 halamanChapter 4 (Sheet Metal Fabrication) With VideoSamrat BhattaraiBelum ada peringkat
- Mechanical ForgingDokumen17 halamanMechanical Forgingjjonesche2100% (1)
- Sheet Metal FormingDokumen52 halamanSheet Metal Formingkrunal07786Belum ada peringkat
- Sheet Metal Forming ProcessDokumen50 halamanSheet Metal Forming ProcessSasikumar BalasubramanianBelum ada peringkat
- Lecture-14 Sheet Metal Forming ProcessesDokumen34 halamanLecture-14 Sheet Metal Forming ProcessesDida KhalingBelum ada peringkat
- Ch#20 SHEET METAL WORKINGDokumen119 halamanCh#20 SHEET METAL WORKINGMustaqeem Sajid Khan100% (1)
- Design Study of Progressive Tool DesignDokumen34 halamanDesign Study of Progressive Tool Designsudheer9289% (9)
- Design of Sheet Metal Working ToolsDokumen38 halamanDesign of Sheet Metal Working ToolsAsef ShahriarBelum ada peringkat
- Presentation On Sheet Metal DesignDokumen27 halamanPresentation On Sheet Metal Designniloy_67Belum ada peringkat
- Mechanical Working of MetalsDokumen103 halamanMechanical Working of Metalsgosaye desalegnBelum ada peringkat
- Me6302 MT Mech Iiist Au Unit IVDokumen36 halamanMe6302 MT Mech Iiist Au Unit IVrahulBelum ada peringkat
- Module 5 PDFDokumen93 halamanModule 5 PDFVishal Shanmuga SundramBelum ada peringkat
- Press & Press WorkDokumen7 halamanPress & Press Workapi-19822628Belum ada peringkat
- Extrusion FundamentalsDokumen5 halamanExtrusion FundamentalsJoBelum ada peringkat
- ForgingDokumen2 halamanForgingvelavansuBelum ada peringkat
- Forging Lecture NotesDokumen11 halamanForging Lecture Notesew6082100% (1)
- Sheet Metal FormingDokumen34 halamanSheet Metal FormingAamir RafiqBelum ada peringkat
- SHEARINGDokumen6 halamanSHEARINGanmol6237Belum ada peringkat
- Unit IV 180208091907Dokumen153 halamanUnit IV 180208091907tamilselvan nBelum ada peringkat
- MANU2Dokumen51 halamanMANU2damadam.0367Belum ada peringkat
- Bending ProcessDokumen32 halamanBending ProcessdfdsBelum ada peringkat
- Defi NationsDokumen2 halamanDefi Nationsraghunath670743Belum ada peringkat
- L19 Sheet MetalDokumen36 halamanL19 Sheet Metalharrywilson.harish77Belum ada peringkat
- Sheet Metal Proces DetailsDokumen11 halamanSheet Metal Proces DetailsTito TitoBelum ada peringkat
- Unit - IV Drawing of Rods, Wires and TubesDokumen13 halamanUnit - IV Drawing of Rods, Wires and TubesMaddipudi RamakrishnaBelum ada peringkat
- Introduction of ForgingDokumen5 halamanIntroduction of ForgingAnish DungeonBelum ada peringkat
- Mt1 Unit 4 NotesDokumen11 halamanMt1 Unit 4 Notesvelavansu100% (1)
- Plastic DeformationDokumen3 halamanPlastic DeformationCleng LaynesBelum ada peringkat
- GR GNT 00166580000000717Dokumen25 halamanGR GNT 00166580000000717ashoku24007Belum ada peringkat
- Sheet MetalDokumen8 halamanSheet MetalPrabir Kumar Pati100% (1)
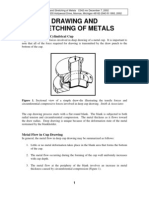
- Drawing and Stretching of MetalsDokumen16 halamanDrawing and Stretching of MetalsNavdeep Singh DhakaBelum ada peringkat
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDokumen62 halamanDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc Le100% (1)
- CH03. Sheet Metal ProcessesDokumen73 halamanCH03. Sheet Metal ProcesseshizanorhudaBelum ada peringkat
- Unit IV OrigionalDokumen25 halamanUnit IV OrigionalPrakash SinghBelum ada peringkat
- Paper Sector BDDokumen6 halamanPaper Sector BDFarin KaziBelum ada peringkat
- Recovered Paper Recovery in MalaysiaDokumen20 halamanRecovered Paper Recovery in MalaysiarexBelum ada peringkat
- Section 17 Standard Notes: ManualDokumen53 halamanSection 17 Standard Notes: Manualabdikarim_omarBelum ada peringkat
- 1 Roles of Aircraft StructuresDokumen32 halaman1 Roles of Aircraft StructureszaidBelum ada peringkat
- Concrete Column FormworkDokumen19 halamanConcrete Column FormworkLuke ObusanBelum ada peringkat
- List of Flag State Comments On DetentionsDokumen100 halamanList of Flag State Comments On Detentionsermis29Belum ada peringkat
- Steel Decking Revised PDFDokumen26 halamanSteel Decking Revised PDFcrimsonbunnie60% (5)
- Bultaco Swingarm Needle Roller Conversion Installation Guide R1Dokumen6 halamanBultaco Swingarm Needle Roller Conversion Installation Guide R1Steve NewmanBelum ada peringkat
- Metalcentre Know Your Steel Mass Book Pipe 2014Dokumen96 halamanMetalcentre Know Your Steel Mass Book Pipe 2014Esteban San JoseBelum ada peringkat
- Coupon Sizes For Mechanical TestingDokumen2 halamanCoupon Sizes For Mechanical TestingIsaac Edusah100% (1)
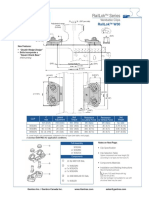
- Raillok w30 Data Sheet ImperialDokumen2 halamanRaillok w30 Data Sheet Imperial30410929Belum ada peringkat
- Silo Conversions Eng PDFDokumen28 halamanSilo Conversions Eng PDFYavuz SolmazBelum ada peringkat
- Final ISCMDokumen10 halamanFinal ISCMChetan Panara50% (2)
- Gruvlok Stainless SteelDokumen16 halamanGruvlok Stainless Steellink2u_007Belum ada peringkat
- MidrexDokumen4 halamanMidrexMarcela ZambranoBelum ada peringkat
- Roadcrete HighwayDokumen4 halamanRoadcrete HighwayfairmatechemicalBelum ada peringkat
- Powerpoint PlumbingDokumen12 halamanPowerpoint Plumbingchintu1973Belum ada peringkat
- Aws d1.1 WPQR GuidesDokumen3 halamanAws d1.1 WPQR GuidesDo XuanBelum ada peringkat
- Practical Guide To Blow MouldingDokumen216 halamanPractical Guide To Blow Mouldingamitav.datta80% (5)
- Installation of Cabinetry - JoineryDokumen4 halamanInstallation of Cabinetry - JoineryJonas100% (2)
- Forklift Truck SopDokumen1 halamanForklift Truck SopnoormuddassirkhanBelum ada peringkat
- 7361294Dokumen20 halaman7361294Seb GrimaBelum ada peringkat
- Consultants PDFDokumen21 halamanConsultants PDFMartin RongenBelum ada peringkat
- Easa Ad CF-2018-03 1Dokumen2 halamanEasa Ad CF-2018-03 1cf34Belum ada peringkat
- Tap Joint SplicesDokumen5 halamanTap Joint SplicesMarvin RetutalBelum ada peringkat
- Carriage of Steel Cargoes - SkuldDokumen37 halamanCarriage of Steel Cargoes - Skuldmahmut100% (1)
- Gravity Die CastingDokumen30 halamanGravity Die Castingwebmash100% (2)
- Sample Company ProfileDokumen3 halamanSample Company ProfilesrisetBelum ada peringkat
- Agriculture India 0709Dokumen4 halamanAgriculture India 0709Randhyka RioehBelum ada peringkat
- 009-Civil-Ms Concrete Works PDFDokumen27 halaman009-Civil-Ms Concrete Works PDFKöksal PatanBelum ada peringkat