Anda mungkin juga menyukai
- MicroElectroMechanical SystemsDokumen9 halamanMicroElectroMechanical SystemsSukhwinder Singh GillBelum ada peringkat
- Final Year B.E (Mechanical) : Dhamodharan.R Mohankumar.LDokumen16 halamanFinal Year B.E (Mechanical) : Dhamodharan.R Mohankumar.LdhivakargunalanBelum ada peringkat
- Seminar Report On Mems: Maharishi Markandeshwer UniversityDokumen31 halamanSeminar Report On Mems: Maharishi Markandeshwer UniversityankurjhanjiBelum ada peringkat
- Mems TechDokumen18 halamanMems Techvijaci3491Belum ada peringkat
- 1762-Article Text - Manuscript-6500-1-10-20120317Dokumen16 halaman1762-Article Text - Manuscript-6500-1-10-20120317mercy calloBelum ada peringkat
- MEMS (Report)Dokumen48 halamanMEMS (Report)νιηαyαк нєgdє » Nαηdιкαl100% (6)
- Micro Electromechanical Systems (Mems) : Presented by Shinto Joseph S7 Cs Roll No:26Dokumen23 halamanMicro Electromechanical Systems (Mems) : Presented by Shinto Joseph S7 Cs Roll No:26Abhishek VrBelum ada peringkat
- Report on MEMS Technologies and ApplicationsDokumen40 halamanReport on MEMS Technologies and ApplicationsSwethaBelum ada peringkat
- Bapuji Institute of Engineering and Technology, DavangereDokumen14 halamanBapuji Institute of Engineering and Technology, DavangereMadan Tamraparni100% (1)
- Evolution of MEMSDokumen27 halamanEvolution of MEMSD S RaoBelum ada peringkat
- MEMS and Microsystems OverviewDokumen11 halamanMEMS and Microsystems OverviewSenthilkumaar JSBelum ada peringkat
- MEMS Seminar Report on Microelectro Mechanical SystemsDokumen27 halamanMEMS Seminar Report on Microelectro Mechanical SystemsRohit Uma TiwariBelum ada peringkat
- Ection Ntroduction: Department of ISE, February-June: 2009Dokumen48 halamanEction Ntroduction: Department of ISE, February-June: 2009shreedharkolekarBelum ada peringkat
- History of MEMS TechnologyDokumen4 halamanHistory of MEMS Technologykavin22Belum ada peringkat
- Seminar on MEMS SystemsDokumen48 halamanSeminar on MEMS SystemsshreedharkolekarBelum ada peringkat
- Kainat Shahzadi (Report On MEMS)Dokumen39 halamanKainat Shahzadi (Report On MEMS)k shahBelum ada peringkat
- Introduction To Microelectromechanical Systems (MEMS)Dokumen18 halamanIntroduction To Microelectromechanical Systems (MEMS)BalasubramaniBelum ada peringkat
- Overview of MEMS and MicrosystemsDokumen43 halamanOverview of MEMS and Microsystemsvigneshwararaja1988Belum ada peringkat
- ME189 Chapter 1Dokumen43 halamanME189 Chapter 1Sindhya JayaramBelum ada peringkat
- MEMS Technology SeminarDokumen35 halamanMEMS Technology SeminarPraveen YarnalBelum ada peringkat
- What Is MEMS TechnologyDokumen6 halamanWhat Is MEMS TechnologyMAHDILEE100% (2)
- Final Seminar Project ReportDokumen30 halamanFinal Seminar Project Reportrakesh kumarBelum ada peringkat
- History of MEMS PresentationDokumen27 halamanHistory of MEMS PresentationShujaat KhanBelum ada peringkat
- Kainat Shahzadi (Report On MEMS)Dokumen39 halamanKainat Shahzadi (Report On MEMS)k shahBelum ada peringkat
- Project Report On MEMS (Micro Electromechanical Systems)Dokumen25 halamanProject Report On MEMS (Micro Electromechanical Systems)Manisha GuptaBelum ada peringkat
- Micro Electro Mechanical Systems (Mems)Dokumen12 halamanMicro Electro Mechanical Systems (Mems)S Bharadwaj ReddyBelum ada peringkat
- Chapter IIIDokumen43 halamanChapter IIIJerry boyBelum ada peringkat
- Study on MEMS Fabrication Techniques and ApplicationsDokumen6 halamanStudy on MEMS Fabrication Techniques and ApplicationsNani KumarBelum ada peringkat
- Recent Trends and Advancements in The Field of Micro Electrical and Mechanical Systems (Mems) TechnologyDokumen10 halamanRecent Trends and Advancements in The Field of Micro Electrical and Mechanical Systems (Mems) TechnologyTJPRC PublicationsBelum ada peringkat
- Micro Electromechanical SystemDokumen22 halamanMicro Electromechanical SystemLandi KhaibuBelum ada peringkat
- Microelectromechanical Systems (MEMS) : AbstractDokumen6 halamanMicroelectromechanical Systems (MEMS) : AbstractARVINDBelum ada peringkat
- MEMSDokumen51 halamanMEMSHarshal YeoleBelum ada peringkat
- Biomedical Applications of MemsDokumen12 halamanBiomedical Applications of MemsvpsampathBelum ada peringkat
- Silicon As A Mechanical MaterialDokumen38 halamanSilicon As A Mechanical MaterialLongnan LI100% (1)
- Mems, Piezoelectric Sensing & ActuationDokumen36 halamanMems, Piezoelectric Sensing & ActuationNagabhushanaBelum ada peringkat
- Micro-Electro-Mechanical SystemsDokumen5 halamanMicro-Electro-Mechanical SystemsHBBelum ada peringkat
- MEMS (Micro-Electro-Mechanical Systems) : Presented byDokumen50 halamanMEMS (Micro-Electro-Mechanical Systems) : Presented byGaurav GuptaBelum ada peringkat
- Mems Seminar 2Dokumen24 halamanMems Seminar 2UPENDAR REDDY PULLAGURLABelum ada peringkat
- Ection Ntroduction: Department of ISEDokumen27 halamanEction Ntroduction: Department of ISEAnkit PatelBelum ada peringkat
- MEMs & Nanotech IntroductionDokumen25 halamanMEMs & Nanotech IntroductionnitinBelum ada peringkat
- Understanding MEMS TechnologyDokumen28 halamanUnderstanding MEMS TechnologyAnkit MohanBelum ada peringkat
- Micromachines PresentationDokumen12 halamanMicromachines PresentationSimon DiazBelum ada peringkat
- Mems PDFDokumen4 halamanMems PDFSantosh Hegde0% (1)
- Micro Machining For Micro Electro Mechanical Systems (Mems) : SciencedirectDokumen8 halamanMicro Machining For Micro Electro Mechanical Systems (Mems) : SciencedirectSugey Elisa GaletBelum ada peringkat
- Project Work: Respected Sir Kazim ShahDokumen38 halamanProject Work: Respected Sir Kazim Shahk shahBelum ada peringkat
- MEMS: Design, Fabrication & Their Applications As Chemical & BiosensorsDokumen2 halamanMEMS: Design, Fabrication & Their Applications As Chemical & BiosensorsdsnmdbBelum ada peringkat
- MEMSDokumen2 halamanMEMSnainaBelum ada peringkat
- Microsystems and Micro ElectronicsDokumen2 halamanMicrosystems and Micro Electronics2K19/CO/076 ARJUBelum ada peringkat
- Project Work on MEMS DevicesDokumen27 halamanProject Work on MEMS Devicesk shahBelum ada peringkat
- Integrated Circuits and Semiconductor TechnologyDokumen4 halamanIntegrated Circuits and Semiconductor TechnologyultrasonicdochBelum ada peringkat
- Microelectromechanical Systems Are Integrated Micro Devices or SystemsDokumen13 halamanMicroelectromechanical Systems Are Integrated Micro Devices or SystemsAnush AruBelum ada peringkat
- MicroElectro Mechanical SystemsDokumen11 halamanMicroElectro Mechanical Systemsmicmech100% (1)
- New Sensors and Processing ChainDari EverandNew Sensors and Processing ChainJean-Hugh ThomasBelum ada peringkat
- MEMS Product Development: From Concept to CommercializationDari EverandMEMS Product Development: From Concept to CommercializationBelum ada peringkat
- Fundamentals of Electromigration-Aware Integrated Circuit DesignDari EverandFundamentals of Electromigration-Aware Integrated Circuit DesignBelum ada peringkat
- Handbook of VLSI Microlithography: Principles, Technology and ApplicationsDari EverandHandbook of VLSI Microlithography: Principles, Technology and ApplicationsWilliam B. GlendinningPenilaian: 5 dari 5 bintang5/5 (1)
- Plasma Etching Processes for CMOS Devices RealizationDari EverandPlasma Etching Processes for CMOS Devices RealizationNicolas PossemeBelum ada peringkat
- Nextgen Vakrangee Kendra PresentationDokumen60 halamanNextgen Vakrangee Kendra PresentationAnimesh JainBelum ada peringkat
- Nextgen Vakrangee Kendra PresentationDokumen60 halamanNextgen Vakrangee Kendra PresentationAnimesh JainBelum ada peringkat
- Electrical AuditDokumen1 halamanElectrical AuditAnimesh JainBelum ada peringkat
- Induction HeatingDokumen1 halamanInduction HeatingAnimesh JainBelum ada peringkat
- The Code of RFID Tag Is Also Displayed On AnDokumen3 halamanThe Code of RFID Tag Is Also Displayed On AnAnimesh JainBelum ada peringkat
- L-31 (SM) (Ia&c) ( (Ee) Nptel)Dokumen19 halamanL-31 (SM) (Ia&c) ( (Ee) Nptel)Marvin BayanayBelum ada peringkat
- How RF Module WorksDokumen5 halamanHow RF Module WorksAnimesh JainBelum ada peringkat
- Real Time SystemDokumen4 halamanReal Time SystemAnimesh JainBelum ada peringkat
- Semiconductor Contamination Sources and ClassesDokumen6 halamanSemiconductor Contamination Sources and ClassesAnimesh JainBelum ada peringkat
- Nextgen Vakrangee Kendra PresentationDokumen60 halamanNextgen Vakrangee Kendra PresentationAnimesh JainBelum ada peringkat
- SCHENGEN - Visa RequirementDokumen1 halamanSCHENGEN - Visa RequirementAnimesh JainBelum ada peringkat
- Dos and Donts - Prepare for CyclonesDokumen5 halamanDos and Donts - Prepare for CyclonesAnimesh JainBelum ada peringkat
- Mathematical ModelingDokumen8 halamanMathematical ModelingMourougapragash SubramanianBelum ada peringkat
- L-14 (SS) (Iac) ( (Ee) Nptel)Dokumen10 halamanL-14 (SS) (Iac) ( (Ee) Nptel)Marvin BayanayBelum ada peringkat
- Resistance Welding PDFDokumen2 halamanResistance Welding PDFAnimesh JainBelum ada peringkat
- Crystal GrowthDokumen11 halamanCrystal GrowthAnimesh JainBelum ada peringkat
- Induction HeatingDokumen1 halamanInduction HeatingAnimesh JainBelum ada peringkat
- Lesson 1Dokumen15 halamanLesson 1At TanwiBelum ada peringkat
- Resistance Welding PDFDokumen2 halamanResistance Welding PDFAnimesh JainBelum ada peringkat
- Dilelectric Heating PDFDokumen1 halamanDilelectric Heating PDFAnimesh JainBelum ada peringkat
- EleconicsDokumen25 halamanEleconicsAnimesh JainBelum ada peringkat
- T P E I T: Esting and Erformance Valuation of Nstrument RansformersDokumen15 halamanT P E I T: Esting and Erformance Valuation of Nstrument RansformersAnimesh JainBelum ada peringkat
- Single-Amplifier-Biquad (SAB) Filter Sections: ESE319 Introduction To MicroelectronicsDokumen27 halamanSingle-Amplifier-Biquad (SAB) Filter Sections: ESE319 Introduction To MicroelectronicsAnimesh JainBelum ada peringkat
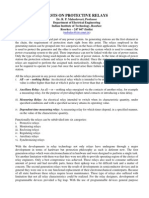
- Testing of RelaysDokumen9 halamanTesting of RelaysAnimesh Jain100% (1)
- Valves Instumentation and ControlDokumen43 halamanValves Instumentation and ControlFayeez MukadamBelum ada peringkat
- Capacitor Colour Coding ChartDokumen3 halamanCapacitor Colour Coding ChartAnimesh JainBelum ada peringkat
- Slidin Mode Research PaperDokumen33 halamanSlidin Mode Research PaperAnimesh JainBelum ada peringkat
- Chapter 42 Photoelectric Effect and Wave-Particle DualityDokumen8 halamanChapter 42 Photoelectric Effect and Wave-Particle Dualityabbh07Belum ada peringkat
- C EssentialsDokumen45 halamanC EssentialssuchitraprasannaBelum ada peringkat
- DiodesDokumen4 halamanDiodesAnimesh JainBelum ada peringkat
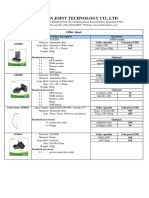
- Vehicle Tracker Offer SheetDokumen1 halamanVehicle Tracker Offer SheetBihun PandaBelum ada peringkat
- An Overview On Recognition of State in International LawDokumen17 halamanAn Overview On Recognition of State in International LawRamanah VBelum ada peringkat
- IBM Release Notes - IBM SPSS Statistics 21.0 - United States PDFDokumen3 halamanIBM Release Notes - IBM SPSS Statistics 21.0 - United States PDFraj sharmaBelum ada peringkat
- BOQ Sample of Electrical DesignDokumen2 halamanBOQ Sample of Electrical DesignAshik Rahman RifatBelum ada peringkat
- Query Operation 2021Dokumen35 halamanQuery Operation 2021Abdo AbaborBelum ada peringkat
- Project Planning HandbookDokumen21 halamanProject Planning HandbookPhilip JonesBelum ada peringkat
- Calmark - Birtcher 44 5 10 LF L DatasheetDokumen2 halamanCalmark - Birtcher 44 5 10 LF L DatasheetirinaBelum ada peringkat
- Wavemakers For Physical Models: EquipmentDokumen10 halamanWavemakers For Physical Models: Equipmentesmaeil013Belum ada peringkat
- HIBAH PKSM Sps 2021Dokumen9 halamanHIBAH PKSM Sps 2021Gargazi Bin HamidBelum ada peringkat
- WaidhanDokumen86 halamanWaidhanPatel Nitesh OadBelum ada peringkat
- Application of EbwDokumen11 halamanApplication of Ebwsuman kumarBelum ada peringkat
- The Scientific MethodDokumen4 halamanThe Scientific MethodRob LovBelum ada peringkat
- Kerala University 2013 Admission ProspectusDokumen50 halamanKerala University 2013 Admission ProspectusMuneer SainulabdeenBelum ada peringkat
- Chapter 1 Optical Fiber Transmission Media PDFDokumen46 halamanChapter 1 Optical Fiber Transmission Media PDFGilang AnandaBelum ada peringkat
- 3ADW000379R0301 DCS550 Manual e CDokumen310 halaman3ADW000379R0301 DCS550 Manual e CLaura SelvaBelum ada peringkat
- Food Conformity BA 550-13Dokumen9 halamanFood Conformity BA 550-13puipuiesperaBelum ada peringkat
- Kevin Chiu - Solving Procrastination v1.1Dokumen2 halamanKevin Chiu - Solving Procrastination v1.1TêteHauteBelum ada peringkat
- Fish HatcheryDokumen14 halamanFish HatcheryYared Mesfin FikaduBelum ada peringkat
- Arduino - Decision Making StatementsDokumen20 halamanArduino - Decision Making StatementsJohn Clifford Ambaic JayomaBelum ada peringkat
- Formal Analysis of Timeliness in Electronic Commerce ProtocolsDokumen5 halamanFormal Analysis of Timeliness in Electronic Commerce Protocolsjuan david arteagaBelum ada peringkat
- An Introduction To Muscle Response Testing MRTDokumen14 halamanAn Introduction To Muscle Response Testing MRTJuan Aguilar HernándezBelum ada peringkat
- Mitigating arc ash hazards design constraintsDokumen6 halamanMitigating arc ash hazards design constraintswaqas_a_shaikh4348Belum ada peringkat
- Drainage PDFDokumen1 halamanDrainage PDFSwapnil JainBelum ada peringkat
- Smarter Washing Solutions: Modular Wash RangeDokumen5 halamanSmarter Washing Solutions: Modular Wash RangeSujesh AnBelum ada peringkat
- Analisis Efektivitas Inklusi Keuangan Di BMT Syariah Riyal: PendahuluanDokumen25 halamanAnalisis Efektivitas Inklusi Keuangan Di BMT Syariah Riyal: PendahuluanEma Rina SafitriBelum ada peringkat
- Mid SemDokumen1 halamanMid SemvidulaBelum ada peringkat
- Lead Funnels On Funnel Swipe File - TrelloDokumen5 halamanLead Funnels On Funnel Swipe File - TrelloKatherie BriersBelum ada peringkat
- Adiabatic Production of Acetic AnhydrideDokumen7 halamanAdiabatic Production of Acetic AnhydrideSunilParjapatiBelum ada peringkat
- Ayurveda Signs of LifeDokumen15 halamanAyurveda Signs of LifeSanjeethBelum ada peringkat
- Marginal Field Development Concepts (Compatibility Mode)Dokumen17 halamanMarginal Field Development Concepts (Compatibility Mode)nallay1705100% (1)