Anda mungkin juga menyukai
- Helical GearsDokumen24 halamanHelical GearsPrakash Joshi88% (8)
- Dodge Durango 1999 DN Parts CatalogueDokumen20 halamanDodge Durango 1999 DN Parts Cataloguemark100% (33)
- Journal Bearing Paper PDFDokumen36 halamanJournal Bearing Paper PDFRudrendu ShekharBelum ada peringkat
- Distribution of Loads of Cycloid Speed REDUCERDokumen4 halamanDistribution of Loads of Cycloid Speed REDUCERperaBelum ada peringkat
- Cycloid Drive - Replaced by Planocentric Involute GearingDokumen6 halamanCycloid Drive - Replaced by Planocentric Involute GearingMax GrandeBelum ada peringkat
- Savonius Windrotor Basics PDFDokumen6 halamanSavonius Windrotor Basics PDFjairtorrezanBelum ada peringkat
- Windlass Brake TestDokumen44 halamanWindlass Brake TestHasancan YavaşBelum ada peringkat
- Suction Pile SpecDokumen33 halamanSuction Pile Specriaz16shaik100% (1)
- Design and Analysis of Centrifugal CompressorsDari EverandDesign and Analysis of Centrifugal CompressorsBelum ada peringkat
- NewLecture8 Centrifugal CompressorsDokumen126 halamanNewLecture8 Centrifugal CompressorsKhalid Mahmood100% (1)
- Precision, Stability and Productivity Increase in Throughfeed Centerless GrindingDokumen4 halamanPrecision, Stability and Productivity Increase in Throughfeed Centerless GrindingphuongdxBelum ada peringkat
- Refrigerant Piping PDFDokumen9 halamanRefrigerant Piping PDFzikhail93Belum ada peringkat
- Tdoct1551b Eng PDFDokumen738 halamanTdoct1551b Eng PDFzikhail93Belum ada peringkat
- Sandvik DD321Dokumen4 halamanSandvik DD321Anonymous Dm7iMmt0% (2)
- Introduction To Rotor Dynamics Critical Speed and Unbalance Response Analysis E. J. Gunter 2001Dokumen65 halamanIntroduction To Rotor Dynamics Critical Speed and Unbalance Response Analysis E. J. Gunter 2001Joel Morales PerezBelum ada peringkat
- Instruction Manual Shinva 45litre Autoclave240V With PrinterDokumen21 halamanInstruction Manual Shinva 45litre Autoclave240V With PrinterEnfant Perdu100% (3)
- Calculation of Rotor Interference in Screw CompresDokumen9 halamanCalculation of Rotor Interference in Screw CompresAdrian SetyadharmaBelum ada peringkat
- One Approach For Modelling Intermittent Motion Mechanism With Noncircular GearsDokumen6 halamanOne Approach For Modelling Intermittent Motion Mechanism With Noncircular GearsradoevBelum ada peringkat
- Compression Load Transmission in Screw Compressors: Journal of Sound and Vibration (1997) 207 (5), 671-691Dokumen21 halamanCompression Load Transmission in Screw Compressors: Journal of Sound and Vibration (1997) 207 (5), 671-691saekBelum ada peringkat
- Modelos de Slip FactorDokumen7 halamanModelos de Slip FactorJulio Alejandro GómezBelum ada peringkat
- NTN TR75 en P053Dokumen9 halamanNTN TR75 en P053hollabackcockBelum ada peringkat
- Analysis of Flow Through Roots Blower Systems PDFDokumen8 halamanAnalysis of Flow Through Roots Blower Systems PDFSugianto BarusBelum ada peringkat
- Geometric Design For A Gerotor Pump With High Area EfficiencyDokumen9 halamanGeometric Design For A Gerotor Pump With High Area Efficiencykanteron6443Belum ada peringkat
- On Gearing of Helical Screw Compressor Rotors: N Stos IcDokumen8 halamanOn Gearing of Helical Screw Compressor Rotors: N Stos IcSyed Ali KhanBelum ada peringkat
- 3-D Stress Analysis Generator Rotor Styudy PDFDokumen24 halaman3-D Stress Analysis Generator Rotor Styudy PDFdkymqBelum ada peringkat
- Apex Seal Vibration Analysis of Limacon PDFDokumen9 halamanApex Seal Vibration Analysis of Limacon PDFtakiya genjiBelum ada peringkat
- NTN TR75 en P140Dokumen9 halamanNTN TR75 en P140Vijay KumarBelum ada peringkat
- O A T A O Oatao: Pen Rchive Oulouse Rchive UverteDokumen16 halamanO A T A O Oatao: Pen Rchive Oulouse Rchive UverteAnonymous LU3Dz3TKtVBelum ada peringkat
- Axisymmetric Analysis and Design of Ducted Rotors: MIT Aero & Astro Dept. Aerocraft, IncDokumen20 halamanAxisymmetric Analysis and Design of Ducted Rotors: MIT Aero & Astro Dept. Aerocraft, IncIman SaberiBelum ada peringkat
- Dynamics of Machine ManualDokumen16 halamanDynamics of Machine ManualDevangMarvaniaBelum ada peringkat
- Kinematics of The Revolving Knife Disc Type Sugarcane Base Cutter 01Dokumen17 halamanKinematics of The Revolving Knife Disc Type Sugarcane Base Cutter 01Moses Frank OduoriBelum ada peringkat
- Design and Fabrication of Time Delay Conveyor Using Geneva MechanismDokumen40 halamanDesign and Fabrication of Time Delay Conveyor Using Geneva MechanismRamachantran RamachantranBelum ada peringkat
- What Is An Orbit MotorDokumen10 halamanWhat Is An Orbit MotorishwarBelum ada peringkat
- Exercise 7 Dynamic Balancing of Rigid RotorsDokumen7 halamanExercise 7 Dynamic Balancing of Rigid RotorsAnonymous dqbb02DUhBelum ada peringkat
- Elements of Mechanical Design: SYEN4399. FIRST in EngineeringDokumen27 halamanElements of Mechanical Design: SYEN4399. FIRST in EngineeringYash GandhiBelum ada peringkat
- Calculation of Inductances of Induction Machines Under Axial Non-Uniformity ConditionsDokumen6 halamanCalculation of Inductances of Induction Machines Under Axial Non-Uniformity ConditionsWahyu Kunto WibowoBelum ada peringkat
- Detection of Bearing Fault in 3 PHASE INDUCTION MOTOR USING WAVELETDokumen8 halamanDetection of Bearing Fault in 3 PHASE INDUCTION MOTOR USING WAVELETamrpalaBelum ada peringkat
- Long Journal BearingsDokumen29 halamanLong Journal Bearingssivajirao70Belum ada peringkat
- A.C.Synchronous Transmitter Manual PDFDokumen15 halamanA.C.Synchronous Transmitter Manual PDFAbhishek RajBelum ada peringkat
- Sdp-Si Worm GearDokumen9 halamanSdp-Si Worm GearIvo CarvalhoBelum ada peringkat
- Mathematical Modeling of Dynamic Induction Motor With Bearing FaultDokumen5 halamanMathematical Modeling of Dynamic Induction Motor With Bearing FaultTawhid Bin TarekBelum ada peringkat
- Formation of Roll Contact in Four-High Mill Stand: R o L L I N GDokumen7 halamanFormation of Roll Contact in Four-High Mill Stand: R o L L I N GAli VarmazyarBelum ada peringkat
- Vibration ProjectDokumen11 halamanVibration ProjectEileen WongBelum ada peringkat
- Internal GearsDokumen4 halamanInternal GearsBranislav DjordjevicBelum ada peringkat
- DETC2007/XXX: The Multiobjective Optimization of A Prismatic DriveDokumen9 halamanDETC2007/XXX: The Multiobjective Optimization of A Prismatic Drivemikesmith71poleBelum ada peringkat
- Chaadaev 2009Dokumen6 halamanChaadaev 2009Claude ClaudeBelum ada peringkat
- Choice of Blade Profile, Pitch and ChordDokumen6 halamanChoice of Blade Profile, Pitch and Chordapi-27135468260% (5)
- A New Slip Factor Model For Axial and Radial ImpellersDokumen10 halamanA New Slip Factor Model For Axial and Radial ImpellersEfrain ValleBelum ada peringkat
- Shaft N Coupling CP 10.Dokumen29 halamanShaft N Coupling CP 10.Ashraf HaikalBelum ada peringkat
- Torsion of Crankshafts: Imoshenko Hiladelphia ADokumen15 halamanTorsion of Crankshafts: Imoshenko Hiladelphia ALahiru Prabhatha AmarasenaBelum ada peringkat
- Rahnejat Gohar DesignofprofiledtaperrollerbearingDokumen8 halamanRahnejat Gohar DesignofprofiledtaperrollerbearingAakashAbhaniBelum ada peringkat
- High-Speed Operation: Ball and Roller Dynamic Loads and Bearing Internal Load DistributionDokumen32 halamanHigh-Speed Operation: Ball and Roller Dynamic Loads and Bearing Internal Load DistributionankitsarvaiyaBelum ada peringkat
- WindturbineDokumen14 halamanWindturbineImran ShahzadBelum ada peringkat
- MSI Centrifugal Impeller Structural Resonance PDFDokumen9 halamanMSI Centrifugal Impeller Structural Resonance PDFJigneshBelum ada peringkat
- Paper Suspension Rocker BogieDokumen8 halamanPaper Suspension Rocker BogieJorge EstradaBelum ada peringkat
- Numerical and Experimental Approach For Roll Grinding ProcessDokumen7 halamanNumerical and Experimental Approach For Roll Grinding ProcessGinanjar Surya RamadhanBelum ada peringkat
- Matlab Simulink Model of Rigid RotorsDokumen9 halamanMatlab Simulink Model of Rigid RotorsPinank PatelBelum ada peringkat
- Flexible RotorDokumen22 halamanFlexible RotormghgolBelum ada peringkat
- Main ShaftDokumen7 halamanMain Shaftcosta59dac9242Belum ada peringkat
- Optimization of Radial Impeller Geometry PDFDokumen28 halamanOptimization of Radial Impeller Geometry PDFomarihuanoBelum ada peringkat
- Iahr 2006 2Dokumen15 halamanIahr 2006 2Pixing ZuoBelum ada peringkat
- 9 - 20 at Elsevier Sequoia S.A., Lausanne - Prihted in The NetherlandsDokumen12 halaman9 - 20 at Elsevier Sequoia S.A., Lausanne - Prihted in The NetherlandsTauha KhanBelum ada peringkat
- CK2013 Husty Schadlbauer Caro Wenger The3-RPSManipulatorCanHaveNon-SingularAssembly-ModeChangesDokumen9 halamanCK2013 Husty Schadlbauer Caro Wenger The3-RPSManipulatorCanHaveNon-SingularAssembly-ModeChanges王根萌Belum ada peringkat
- Design of A Constant Stress Steam Turbine Rotor Blade PDFDokumen19 halamanDesign of A Constant Stress Steam Turbine Rotor Blade PDFRaphael PugliesiBelum ada peringkat
- (1996) Predicting Dynamic Imbanlance in Rotors - ReadDokumen5 halaman(1996) Predicting Dynamic Imbanlance in Rotors - ReadAgustín Erasmo Juárez MartínezBelum ada peringkat
- Robot Manipulators: Modeling, Performance Analysis and ControlDari EverandRobot Manipulators: Modeling, Performance Analysis and ControlBelum ada peringkat
- STAL Miniplant Blocks PDFDokumen65 halamanSTAL Miniplant Blocks PDFzikhail93100% (2)
- CO2 Presentation LAM 2003 06 PDFDokumen81 halamanCO2 Presentation LAM 2003 06 PDFzikhail93Belum ada peringkat
- Air Cylinder: Series A03 COMPACT CYLINDERS MAGNETIC Double Acting (Ø12 - 100) MM FeaturesDokumen4 halamanAir Cylinder: Series A03 COMPACT CYLINDERS MAGNETIC Double Acting (Ø12 - 100) MM FeaturesBiswanath LenkaBelum ada peringkat
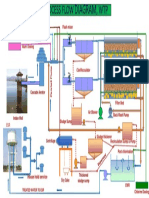
- WTP Process DiagramDokumen1 halamanWTP Process DiagramKumar AbhishekBelum ada peringkat
- Design Standards and SpecificationsDokumen47 halamanDesign Standards and Specificationsabhi0912Belum ada peringkat
- General Notes:: Isometric PlanDokumen1 halamanGeneral Notes:: Isometric PlanAeron Acio0% (1)
- Datasheet (API 610 - 1 Page)Dokumen8 halamanDatasheet (API 610 - 1 Page)Rudin Fahrudin RahmanBelum ada peringkat
- Lesson 1.1: Effective StressDokumen6 halamanLesson 1.1: Effective StressYam-yam RemotoBelum ada peringkat
- Farooqi Mohammed Yousuf Saudi Arabia 17.00 YrsDokumen5 halamanFarooqi Mohammed Yousuf Saudi Arabia 17.00 YrsKirkD'costaBelum ada peringkat
- Catalogo de Partes Blue BirdDokumen112 halamanCatalogo de Partes Blue Birdjhongua7Belum ada peringkat
- df100 InstructionDokumen20 halamandf100 InstructionFranco SBelum ada peringkat
- Department of Mechanical Engineering (MEE)Dokumen4 halamanDepartment of Mechanical Engineering (MEE)sagarsononiBelum ada peringkat
- Revision Status: Details Accepted Prepared Rev Date Rev NRDokumen49 halamanRevision Status: Details Accepted Prepared Rev Date Rev NRRupam BaruahBelum ada peringkat
- Group Assignment 02-Advanced Structural Mechanics (TCS 6103)Dokumen2 halamanGroup Assignment 02-Advanced Structural Mechanics (TCS 6103)JimmyBelum ada peringkat
- Important RCC Questions-Short and LongDokumen15 halamanImportant RCC Questions-Short and LongmailjoelsamuelBelum ada peringkat
- CFD Analysis On Pulsating Heat Pipe To Improve Heat TransferDokumen5 halamanCFD Analysis On Pulsating Heat Pipe To Improve Heat TransferijripublishersBelum ada peringkat
- PC2 - Practice Exam WorkedDokumen12 halamanPC2 - Practice Exam WorkednomsyBelum ada peringkat
- Stair Well Pressurization Design CriteriaDokumen2 halamanStair Well Pressurization Design CriteriaShabeer HamzaBelum ada peringkat
- Technical Specifications For ValvesDokumen32 halamanTechnical Specifications For ValvesEr Hussain GhadialiBelum ada peringkat
- Equipment Made of 2.25 Cr-1 Mo Steel in Quenched and Tempered ConditionDokumen37 halamanEquipment Made of 2.25 Cr-1 Mo Steel in Quenched and Tempered ConditionNayibet Quintero DíazBelum ada peringkat
- Boiling and CondensationDokumen13 halamanBoiling and CondensationPrithvi de VilliersBelum ada peringkat
- FPS FormulasDokumen5 halamanFPS FormulasthamaraikkaniBelum ada peringkat
- 2.0 MZR-CD Engine Lubrication SystemDokumen20 halaman2.0 MZR-CD Engine Lubrication SystemPablo De Miguel GonzálezBelum ada peringkat
- Santilli 1994Dokumen12 halamanSantilli 1994aminardakaniBelum ada peringkat
- Fluids and LubricantsDokumen2 halamanFluids and LubricantsRUN GOBelum ada peringkat
- CadDokumen15 halamanCadBikila JemalBelum ada peringkat
- Module 2 - ABE Common Materials - No PretestDokumen13 halamanModule 2 - ABE Common Materials - No PretestSofiah Leahneil BergundoBelum ada peringkat