Anda mungkin juga menyukai
- House PlansDokumen64 halamanHouse Planslucianm191% (22)
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsDari EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsPenilaian: 5 dari 5 bintang5/5 (1)
- Mechanical Boring Machine ClassificationsDokumen18 halamanMechanical Boring Machine ClassificationsPRADIPBelum ada peringkat
- FT087-Saracen Strongholds 1100-1500 The Central and Eastern Islamic LandsDokumen68 halamanFT087-Saracen Strongholds 1100-1500 The Central and Eastern Islamic Landsab1z100% (6)
- Milling MachiningDokumen13 halamanMilling MachiningAshwin KumarBelum ada peringkat
- JJ 104 Workshop Technology 1 MillingDokumen44 halamanJJ 104 Workshop Technology 1 MillingHusaini Zamzury0% (1)
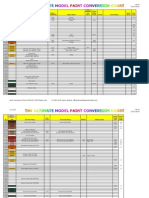
- Paint Conversion Chart 20100101 PDFDokumen0 halamanPaint Conversion Chart 20100101 PDFSteven O'BrienBelum ada peringkat
- Step-By-Step Guide Build & Deploy Ethereum Blockchain Smart ContractDokumen44 halamanStep-By-Step Guide Build & Deploy Ethereum Blockchain Smart ContractKefa Rabah100% (1)
- Power Saving System For LatheDokumen36 halamanPower Saving System For LatheSundaravathanan Chellappan64% (11)
- Configure RHCE Exam QuestionsDokumen3 halamanConfigure RHCE Exam QuestionsRaJu SinGh100% (3)
- For More Presentation Go To: Metal Cutting LatheDokumen74 halamanFor More Presentation Go To: Metal Cutting Lathebabu319Belum ada peringkat
- Milling ReportDokumen5 halamanMilling ReportMuhammad Fadhli80% (5)
- Turning and Lathe Basics Training ObjectivesDokumen8 halamanTurning and Lathe Basics Training ObjectivesSowjanya VenigallaBelum ada peringkat
- JJ450-45-K Mast User ManualDokumen30 halamanJJ450-45-K Mast User ManualAnupam Thakuria100% (1)
- Operations in TurningDokumen8 halamanOperations in Turningcanavarsanayok100% (1)
- Lecture 1 Theory QS Measurement BQ SMMDokumen40 halamanLecture 1 Theory QS Measurement BQ SMMAtef RagabBelum ada peringkat
- Micrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsDari EverandMicrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsBelum ada peringkat
- Workshop TechnologyDokumen105 halamanWorkshop Technologymuneebimran0% (1)
- Everything You Need to Know About LathesDokumen5 halamanEverything You Need to Know About LathesAugusto MonjardimBelum ada peringkat
- Chucks: Clamp Radial Symmetry Cylindrical Drill Bit Power Tool Bar Spindle LatheDokumen14 halamanChucks: Clamp Radial Symmetry Cylindrical Drill Bit Power Tool Bar Spindle LatheIrtaza Husnain100% (1)
- 3g 4g InterworkingSupportDokumen34 halaman3g 4g InterworkingSupportsyed100% (1)
- Vertical Milling AttachmentDokumen52 halamanVertical Milling Attachmentpramo_dassBelum ada peringkat
- Machine Tools Lab Assignment ReportDokumen10 halamanMachine Tools Lab Assignment Reportmohsin931Belum ada peringkat
- Milling Machine GuideDokumen15 halamanMilling Machine GuidetgimranBelum ada peringkat
- To Oldies Moulds ReportDokumen15 halamanTo Oldies Moulds ReportArpit JayswalBelum ada peringkat
- Lab MannualsDokumen15 halamanLab MannualsJatin PahujaBelum ada peringkat
- Imp Lab ManualDokumen36 halamanImp Lab ManualAnas MuhammedBelum ada peringkat
- V Machining ConventionalDokumen22 halamanV Machining Conventionalroamer10Belum ada peringkat
- Ta Ladro Alex OnDokumen6 halamanTa Ladro Alex OnIvan FinolBelum ada peringkat
- Milling Center Basics: CNC, Tools, ProcessesDokumen5 halamanMilling Center Basics: CNC, Tools, ProcessesSelan MatlanBelum ada peringkat
- Lathe, Drilling MachineDokumen42 halamanLathe, Drilling MachineSaroj100% (1)
- Computer Integrated Manufacturing: Machine ToolsDokumen20 halamanComputer Integrated Manufacturing: Machine Toolstayyab40Belum ada peringkat
- IMP Lab Manual - Autumn 2019Dokumen48 halamanIMP Lab Manual - Autumn 2019ZANTHERBelum ada peringkat
- Uses of CNC Lathe MachineDokumen3 halamanUses of CNC Lathe MachineKhairul IkhwanBelum ada peringkat
- Bengkel ReportDokumen5 halamanBengkel ReportPaih DtBelum ada peringkat
- Milling Machining Centers GuideDokumen5 halamanMilling Machining Centers GuideJose JulianBelum ada peringkat
- Milling Machining Centers GuideDokumen5 halamanMilling Machining Centers GuideJose JulianBelum ada peringkat
- Milling (Machining) - WikipediaDokumen102 halamanMilling (Machining) - WikipediaQuelton NgulubeBelum ada peringkat
- Tool Room Project ReportDokumen49 halamanTool Room Project Reportlokeshkrkushwaha67% (3)
- DV09PUB1 Study GuideDokumen5 halamanDV09PUB1 Study Guidesbbu agraBelum ada peringkat
- Turning and Lathe - Guia de Estudo - 2016Dokumen10 halamanTurning and Lathe - Guia de Estudo - 2016Anderson R. RojasBelum ada peringkat
- Measuring Length with a Length Bar MachineDokumen19 halamanMeasuring Length with a Length Bar Machinegopir28Belum ada peringkat
- 01 Center LatheDokumen7 halaman01 Center LathekabbirhossainBelum ada peringkat
- TurningDokumen6 halamanTurningShivshankar Singh0% (1)
- Lathe Machine OperationDokumen38 halamanLathe Machine OperationInilazi JimmyBelum ada peringkat
- Module 4 - Classification, Applications and Operations of MachinesDokumen19 halamanModule 4 - Classification, Applications and Operations of MachinesIsmaeli KielBelum ada peringkat
- LATHEDokumen9 halamanLATHEArun PrasadBelum ada peringkat
- (History, Types, Etc.) : by Group 8Dokumen23 halaman(History, Types, Etc.) : by Group 8Marc BitangBelum ada peringkat
- Module 2Dokumen10 halamanModule 2Shamanth M BabuBelum ada peringkat
- Measuring InstrumentsDokumen10 halamanMeasuring Instrumentsmohsin931Belum ada peringkat
- Rotary Table For Radial Drilling MachineDokumen30 halamanRotary Table For Radial Drilling Machinehardish_trivedi7005Belum ada peringkat
- MACHINE SHOP SAFETYDokumen9 halamanMACHINE SHOP SAFETYJeevan MandalaBelum ada peringkat
- Buckling AnalysisDokumen9 halamanBuckling Analysischandravadiyaketan1504Belum ada peringkat
- ShaperDokumen5 halamanShaperRAFIULALAM75% (4)
- Measuring Tools and MachinesDokumen24 halamanMeasuring Tools and Machinesmuhyideen6abdulganiyBelum ada peringkat
- MCE516 MODULE TWO: METAL REMOVAL PROCESSESDokumen40 halamanMCE516 MODULE TWO: METAL REMOVAL PROCESSESEdward JBelum ada peringkat
- Internship Report on Quality Control ToolsDokumen11 halamanInternship Report on Quality Control ToolsHaider AliBelum ada peringkat
- 6 Notes Milling Shaping & PlaningDokumen14 halaman6 Notes Milling Shaping & PlaningSanket KumarBelum ada peringkat
- Lathe MachineDokumen6 halamanLathe MachineJuno Eron TalamayanBelum ada peringkat
- MCTD LabDokumen38 halamanMCTD LabnidhidarklordBelum ada peringkat
- Sachin Prop LatheDokumen10 halamanSachin Prop LatheSachin KhadkaBelum ada peringkat
- Machining TurningDokumen10 halamanMachining Turningasa_aha789Belum ada peringkat
- Lathe Machine AttachmentDokumen15 halamanLathe Machine Attachmentgajanan maharajBelum ada peringkat
- DV09PUB2 Study GuideDokumen5 halamanDV09PUB2 Study GuideAmirAmiriBelum ada peringkat
- Unit 3 - Machining OperationsDokumen105 halamanUnit 3 - Machining OperationsBhaskar KandpalBelum ada peringkat
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.Dari EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.Belum ada peringkat
- Elements of Architecture and Principles of DesignDokumen11 halamanElements of Architecture and Principles of DesignAbeja ConsolacionBelum ada peringkat
- Generic Plus PCL6 Driver V120 UG EN PDFDokumen129 halamanGeneric Plus PCL6 Driver V120 UG EN PDFciphardBelum ada peringkat
- Chapter 0. Computer Fundamentals SumanDokumen21 halamanChapter 0. Computer Fundamentals SumanSuman JyotiBelum ada peringkat
- Final Examination in ArtsDokumen21 halamanFinal Examination in ArtsLeah Joy RivasBelum ada peringkat
- Hopper System GuideDokumen23 halamanHopper System GuideRamBelum ada peringkat
- Pom 1Dokumen31 halamanPom 1Dilip KhanBelum ada peringkat
- UntitledDokumen155 halamanUntitledpriyait182Belum ada peringkat
- Rahul - Relationship Between Architecture & Politics PDFDokumen19 halamanRahul - Relationship Between Architecture & Politics PDFrahul kheurBelum ada peringkat
- Video System Management Software GuideDokumen129 halamanVideo System Management Software GuideIdrusBelum ada peringkat
- Basement: ME-P2-BS-1-FO099 Basement Floor Plan Fuel Oil Layout 1:100 A0Dokumen5 halamanBasement: ME-P2-BS-1-FO099 Basement Floor Plan Fuel Oil Layout 1:100 A0rajatBelum ada peringkat
- 24 Okt DESCRIBE TEXT - Docx Yang BenerDokumen2 halaman24 Okt DESCRIBE TEXT - Docx Yang BenerM-Lefrand Reyfa ReynaldiBelum ada peringkat
- 9300 Decoder User Manual-V1.0Dokumen30 halaman9300 Decoder User Manual-V1.0Roberto Leonardo RiveroBelum ada peringkat
- SDR EssorDokumen41 halamanSDR EssorLee MarxBelum ada peringkat
- Design of Green Building Case Study for Composite ClimateDokumen6 halamanDesign of Green Building Case Study for Composite ClimatesushmakBelum ada peringkat
- FrontendDokumen1 halamanFrontendEren DhoheiriBelum ada peringkat
- STAAD Pro V8i Analytic Service Structure AnalysisDokumen28 halamanSTAAD Pro V8i Analytic Service Structure AnalysisramBelum ada peringkat
- Multi Storey Car ParksDokumen6 halamanMulti Storey Car ParksRifat Türkkan0% (1)
- Cowes Cultural Communit Y Centre: Community Consultation Summary ReportDokumen7 halamanCowes Cultural Communit Y Centre: Community Consultation Summary Reportsubash sahBelum ada peringkat
- 150 Mandatory Tariff Codes (Hs Code 2012)Dokumen8 halaman150 Mandatory Tariff Codes (Hs Code 2012)mfakhrudBelum ada peringkat
- 8051 Data SheetDokumen11 halaman8051 Data SheetmohanBelum ada peringkat
- Zeeshan Manzoor ResumeDokumen3 halamanZeeshan Manzoor ResumezeeshanjuttBelum ada peringkat
- CPU - Central Processing Unit: Basic Computer Organisation and DesignDokumen41 halamanCPU - Central Processing Unit: Basic Computer Organisation and DesignShweta mauryaBelum ada peringkat