Anda mungkin juga menyukai
- Weld FeaDokumen14 halamanWeld FeaAlexander ReyesBelum ada peringkat
- Information About Welding Method and Joint Configuration:: Project: Test, Weld Number: Test 1Dokumen1 halamanInformation About Welding Method and Joint Configuration:: Project: Test, Weld Number: Test 1carrotironBelum ada peringkat
- Zbornik (Proceedings) COMETa 2018Dokumen928 halamanZbornik (Proceedings) COMETa 2018GogyBelum ada peringkat
- CFturbo enDokumen184 halamanCFturbo enDefinal ChaniagoBelum ada peringkat
- Welding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFDokumen1 halamanWelding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFAnonymous VRspXsmBelum ada peringkat
- Welding Neck Flanges 1Dokumen3 halamanWelding Neck Flanges 1bikkelbobBelum ada peringkat
- BM 3.4 LRFD PPC I DesignDokumen142 halamanBM 3.4 LRFD PPC I DesignphanoanhgtvtBelum ada peringkat
- Drawing Guide Weld SymbolsDokumen3 halamanDrawing Guide Weld SymbolsspaljeniBelum ada peringkat
- Neiman Machinery Hydracrop SeriesDokumen8 halamanNeiman Machinery Hydracrop SeriesWilliam RoarkBelum ada peringkat
- Welding Code, or AWS D1.1, Structural Welding Code-Steel) To The Construction Division, MaterialsDokumen10 halamanWelding Code, or AWS D1.1, Structural Welding Code-Steel) To The Construction Division, MaterialsDak KaizBelum ada peringkat
- Demo Weld Cost Calc XL (Recovered)Dokumen9 halamanDemo Weld Cost Calc XL (Recovered)Bhagyesh B. MaskeBelum ada peringkat
- Section 2 Gmaw Fundamentals: 2-1. Basic InformationDokumen9 halamanSection 2 Gmaw Fundamentals: 2-1. Basic InformationEnriquinoBelum ada peringkat
- Press Brake Metric Tonnage Chart For Air BendingDokumen1 halamanPress Brake Metric Tonnage Chart For Air BendingkokyawzawBelum ada peringkat
- STAAD Service Stage and Seismic Analysis ResultsDokumen14 halamanSTAAD Service Stage and Seismic Analysis ResultsVikasBelum ada peringkat
- Weld StressDokumen9 halamanWeld StressArvindBelum ada peringkat
- Tool WearDokumen8 halamanTool WearSai KrishnaBelum ada peringkat
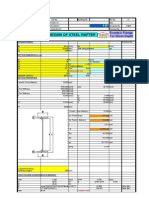
- Design of Steel Rafter: Econmic Flange For Given DepthDokumen31 halamanDesign of Steel Rafter: Econmic Flange For Given DepthYusuf KardelenBelum ada peringkat
- Cutting SpeedDokumen5 halamanCutting SpeedsandigricBelum ada peringkat
- Jacket Drawings Cencored PDFDokumen15 halamanJacket Drawings Cencored PDFThomas NoordmanBelum ada peringkat
- Buffer Tank DesignDokumen1 halamanBuffer Tank DesignSuresh Damu BhadBelum ada peringkat
- Electrodes & Filler Wires Estimate Total Quantity 32602 Inch DiaDokumen5 halamanElectrodes & Filler Wires Estimate Total Quantity 32602 Inch DiaAnonymous Ftxuwk1Ww5Belum ada peringkat
- Catalog 103Dokumen72 halamanCatalog 103Bill GinivanBelum ada peringkat
- IIT Hyderabad Faculty Housing Design CalculationsDokumen33 halamanIIT Hyderabad Faculty Housing Design CalculationssmijusBelum ada peringkat
- Exact solution for stresses in thick-walled pressure vesselsDokumen7 halamanExact solution for stresses in thick-walled pressure vesselschuckhsu1248Belum ada peringkat
- Pelton Turbine1Dokumen8 halamanPelton Turbine1rjrahul25Belum ada peringkat
- Selecting the Right Press Brake and ToolingDokumen2 halamanSelecting the Right Press Brake and ToolingLingarajan RamasamyBelum ada peringkat
- 07 Piping BOQDokumen54 halaman07 Piping BOQHRK65Belum ada peringkat
- Tube Bending Formulas GuideDokumen3 halamanTube Bending Formulas GuideJordan MosesBelum ada peringkat
- Torque For BoltDokumen18 halamanTorque For BoltZoebairBelum ada peringkat
- Anchor Force CalculationsDokumen40 halamanAnchor Force CalculationsImmanuel SBelum ada peringkat
- WL130 PE4710 FM Approved Pipe: IPS & DIPS Pipe Sizes - Class 150, 200 & 267Dokumen3 halamanWL130 PE4710 FM Approved Pipe: IPS & DIPS Pipe Sizes - Class 150, 200 & 267Tanwir AhmadBelum ada peringkat
- ANSI Fittings WeightsDokumen42 halamanANSI Fittings Weightsmatthewwalls4386Belum ada peringkat
- Thin Cylinderical ShellsDokumen9 halamanThin Cylinderical ShellsYogendra KumarBelum ada peringkat
- Weld Stress CalculationsDokumen9 halamanWeld Stress Calculationspurav_patel20079232Belum ada peringkat
- Cutting Speed LaserDokumen6 halamanCutting Speed LaserSrinivasan KasiBelum ada peringkat
- Samyang Gear ReducerDokumen6 halamanSamyang Gear Reducerjuliyanto88Belum ada peringkat
- Unit 10 Machining Economics: StructureDokumen22 halamanUnit 10 Machining Economics: StructureTapas BanerjeeBelum ada peringkat
- Shaft KeywayDokumen8 halamanShaft KeywayturboconchBelum ada peringkat
- Design and Development of Low-Cost Wind Tunnel For Educational PurposeDokumen13 halamanDesign and Development of Low-Cost Wind Tunnel For Educational Purposeirfan aBelum ada peringkat
- Turning: ATMH1283 CNC and Workshop Technology Machining Operation Calculation (Turning)Dokumen4 halamanTurning: ATMH1283 CNC and Workshop Technology Machining Operation Calculation (Turning)Shan PinBelum ada peringkat
- Wolter FanDokumen16 halamanWolter FanSo Cho WingBelum ada peringkat
- Shaft Design - Overheads PDFDokumen20 halamanShaft Design - Overheads PDFRyan BaleBelum ada peringkat
- Mechanical Drawing Standards and TablesDokumen34 halamanMechanical Drawing Standards and TableshataefendiBelum ada peringkat
- 6 Shafts PDFDokumen23 halaman6 Shafts PDFViven SharmaBelum ada peringkat
- MI-1220 XL Manual 2008Dokumen115 halamanMI-1220 XL Manual 2008James BanksBelum ada peringkat
- Nps Table Welded Seamless Stainless Steel PipeDokumen3 halamanNps Table Welded Seamless Stainless Steel PipeOmar HasounBelum ada peringkat
- Steel Section Properties From ArcellorDokumen69 halamanSteel Section Properties From Arcellorsymon ellimacBelum ada peringkat
- Thread Chart Data IndexDokumen18 halamanThread Chart Data IndexjaydeepsinhBelum ada peringkat
- Proposal for side curtain EC house nipple watering systemDokumen10 halamanProposal for side curtain EC house nipple watering systemt. shivaBelum ada peringkat
- Determining The Cost of WeldingDokumen7 halamanDetermining The Cost of WeldingGilbertoUGO0% (1)
- SIE1010 Lesson 5.2 - Dimensioning and Tolerancing (Part 2)Dokumen56 halamanSIE1010 Lesson 5.2 - Dimensioning and Tolerancing (Part 2)lightsoul91Belum ada peringkat
- Trolley Weight EstimationDokumen7 halamanTrolley Weight EstimationRaj KumarBelum ada peringkat
- Online steel calculation tool covers carbon equivalents, phase transformationsDokumen1 halamanOnline steel calculation tool covers carbon equivalents, phase transformationshaharameshBelum ada peringkat
- Mechanical Design SpreadsheetDokumen1 halamanMechanical Design SpreadsheetHoney TiwariBelum ada peringkat
- Weld Stress Calculation GuideDokumen9 halamanWeld Stress Calculation GuideprasenjitsayantanBelum ada peringkat
- Welding Cost Optimization with GMAWDokumen6 halamanWelding Cost Optimization with GMAWratneshkumar2004Belum ada peringkat
- Galloway AM Pure Techno Economic Evaluation of Reducing Shielding Gas Consumption in GMAW Whilst Maintaining Weld Quality Nov 2011Dokumen20 halamanGalloway AM Pure Techno Economic Evaluation of Reducing Shielding Gas Consumption in GMAW Whilst Maintaining Weld Quality Nov 2011jiao longBelum ada peringkat
- 7 effects of shielding gas compositionDokumen4 halaman7 effects of shielding gas compositionnateBelum ada peringkat
- Welding Costs: Job KnowledgeDokumen3 halamanWelding Costs: Job KnowledgeMuhammed Sulfeek100% (1)
- Human Sexuality - A Theosophical Analysis PDFDokumen0 halamanHuman Sexuality - A Theosophical Analysis PDFkapurrrnBelum ada peringkat
- An Explanation of Low Energy Nuclear ReactionDokumen22 halamanAn Explanation of Low Energy Nuclear ReactionAzhan AhmedBelum ada peringkat
- Process Plant Piping OverviewDokumen133 halamanProcess Plant Piping Overviewskdalalsin100% (8)
- ANSI Vs API Pump Comparison PDFDokumen6 halamanANSI Vs API Pump Comparison PDFkapurrrnBelum ada peringkat
- A Glimpse of Jugaad TechnologyDokumen28 halamanA Glimpse of Jugaad TechnologyrsundharBelum ada peringkat
- Project Finance: An Overview of Key Concepts and TrendsDokumen13 halamanProject Finance: An Overview of Key Concepts and TrendsMahantesh BalekundriBelum ada peringkat
- Currencies and EconomicsDokumen8 halamanCurrencies and EconomicskapurrrnBelum ada peringkat
- Life Cycle Analysis For Heavy VehiclesDokumen16 halamanLife Cycle Analysis For Heavy VehicleskapurrrnBelum ada peringkat
- Life Cycle Analysis For Heavy VehiclesDokumen16 halamanLife Cycle Analysis For Heavy VehicleskapurrrnBelum ada peringkat
- Aviation Fuel 2003 Report 7294712Dokumen78 halamanAviation Fuel 2003 Report 7294712kapurrrnBelum ada peringkat
- Software Cost EstimateDokumen9 halamanSoftware Cost EstimatekapurrrnBelum ada peringkat
- Unit Conversion SI UnitsDokumen6 halamanUnit Conversion SI UnitsJhanvi Rao NarayanaBelum ada peringkat
- Escalation On Major ProjectsDokumen24 halamanEscalation On Major ProjectskapurrrnBelum ada peringkat
- A Mathematicians Apology - CommentsDokumen22 halamanA Mathematicians Apology - CommentskapurrrnBelum ada peringkat
- Ten Things About The LCFSDokumen2 halamanTen Things About The LCFSkapurrrnBelum ada peringkat
- LNG Master Sales Agreement & Their Value in A Destination Flexible LNG Market - Steven MilesDokumen33 halamanLNG Master Sales Agreement & Their Value in A Destination Flexible LNG Market - Steven Mileskapurrrn50% (2)
- Well To Wheels - Fossil FuelsDokumen74 halamanWell To Wheels - Fossil FuelskapurrrnBelum ada peringkat
- Heavy Crude Processing 808157080Dokumen7 halamanHeavy Crude Processing 808157080kapurrrn100% (1)
- Cost of Capital BVU2011 - 12 - CzaplinskiDokumen4 halamanCost of Capital BVU2011 - 12 - CzaplinskikapurrrnBelum ada peringkat
- FT PR 3Dokumen2 halamanFT PR 3victorsondavisBelum ada peringkat
- HitlerDokumen11 halamanHitlerkapurrrn0% (1)
- Getting Past "Rational Man/Emotional Woman": How Far Have Research Programs in Happiness and Interpersonal Relations Progressed?Dokumen27 halamanGetting Past "Rational Man/Emotional Woman": How Far Have Research Programs in Happiness and Interpersonal Relations Progressed?kapurrrnBelum ada peringkat
- Composite Floor EconomyDokumen4 halamanComposite Floor EconomykapurrrnBelum ada peringkat
- Punjabi PoetryDokumen88 halamanPunjabi PoetrykapurrrnBelum ada peringkat
- Punjabi AmritaDokumen8 halamanPunjabi AmritakapurrrnBelum ada peringkat
- Life Cycle Analysis For Heavy VehiclesDokumen16 halamanLife Cycle Analysis For Heavy VehicleskapurrrnBelum ada peringkat
- Presentation On Cost Estimation in A Construction CompanyDokumen18 halamanPresentation On Cost Estimation in A Construction CompanycoxshulerBelum ada peringkat
- Fparu Djsa&: /kez Ds Fy, Cfynku Nsus Okys PKJ Vej "KGHNDokumen2 halamanFparu Djsa&: /kez Ds Fy, Cfynku Nsus Okys PKJ Vej "KGHNkapurrrnBelum ada peringkat
- A Glimpse of Jugaad TechnologyDokumen28 halamanA Glimpse of Jugaad TechnologyrsundharBelum ada peringkat
- Kabir Ke DoheDokumen36 halamanKabir Ke Doheapi-3708828100% (10)
- Ship Constructions Lecture NotesDokumen20 halamanShip Constructions Lecture Noteskyaw100% (1)
- Steering Universal JointsDokumen11 halamanSteering Universal JointsAman JainBelum ada peringkat
- Iso 9606-3Dokumen30 halamanIso 9606-3Aleksandar StojanovicBelum ada peringkat
- Service Manual Gysmi 161: Read/DownloadDokumen2 halamanService Manual Gysmi 161: Read/DownloadIgorBelum ada peringkat
- Iso TR 17671 4 2002Dokumen11 halamanIso TR 17671 4 2002Mani Kandasamy100% (1)
- Undercut - Most Predominant Weld Fault Fix: Short Arc Length, Proper Amperage and SpeedDokumen27 halamanUndercut - Most Predominant Weld Fault Fix: Short Arc Length, Proper Amperage and SpeedJACKMAAAABelum ada peringkat
- Coker Vessel Life Extension Repair Implementation Amador AZZ DCU Mumbai 2016Dokumen39 halamanCoker Vessel Life Extension Repair Implementation Amador AZZ DCU Mumbai 2016Fayaz MohammedBelum ada peringkat
- Selecting Welding Processes Based on Material Type and ThicknessDokumen1 halamanSelecting Welding Processes Based on Material Type and ThicknessMurugananthamParamasivamBelum ada peringkat
- Vetassess - Stage 2 - Assessment Guide - FA PDFDokumen14 halamanVetassess - Stage 2 - Assessment Guide - FA PDFStanley AlexBelum ada peringkat
- 1811 611 RC 0 B PDFDokumen277 halaman1811 611 RC 0 B PDFTrịnh Quốc TuyếnBelum ada peringkat
- Khusheim General Catalogue 2014Dokumen77 halamanKhusheim General Catalogue 2014Muhammad ShahzadBelum ada peringkat
- 5 Ways To Increase Welder EfficiencyDokumen18 halaman5 Ways To Increase Welder EfficiencyXavier BloombergBelum ada peringkat
- Thermanit Nimo C 24 (ERNiCrMo3) GTAWDokumen1 halamanThermanit Nimo C 24 (ERNiCrMo3) GTAWNiranjan Fakirchand YadavBelum ada peringkat
- Madina Trading WPS DetailsDokumen11 halamanMadina Trading WPS DetailsMAT-LIONBelum ada peringkat
- Welding "Grade 91" Alloy Steel: Less Than 1.05%Dokumen5 halamanWelding "Grade 91" Alloy Steel: Less Than 1.05%Anonymous nw5AXJqjdBelum ada peringkat
- Evaluation of Mechanical and Metallurgical Properties of TIG Welded AlDokumen4 halamanEvaluation of Mechanical and Metallurgical Properties of TIG Welded AlRiyadh MohammedBelum ada peringkat
- ARC 200 Operating ManualDokumen30 halamanARC 200 Operating ManualAmbar Solange100% (1)
- MANUAL STAHLWERK WIG - 200 - 300 - Reihe - ENDokumen12 halamanMANUAL STAHLWERK WIG - 200 - 300 - Reihe - ENpankrasius herbudiBelum ada peringkat
- All The Correct Answers For Every Online Quiz For ManufacturingDokumen124 halamanAll The Correct Answers For Every Online Quiz For ManufacturingBleachedasBelum ada peringkat
- Mig WeldingDokumen70 halamanMig WeldingAhmed100% (1)
- Welding: Philippine Society of Mechanical Engineers Professional Development CourseDokumen30 halamanWelding: Philippine Society of Mechanical Engineers Professional Development CourseAngel Silva VicenteBelum ada peringkat
- Gas Tungsten Arc-Gas Shielded Metal-Self Shielding Metal Arc PDFDokumen42 halamanGas Tungsten Arc-Gas Shielded Metal-Self Shielding Metal Arc PDFRobin GuBelum ada peringkat
- Day 6 Welding Process, Electrode - FCAW, GTAW & SAWDokumen65 halamanDay 6 Welding Process, Electrode - FCAW, GTAW & SAWRohit Kamble100% (1)
- Electrode SelectionDokumen85 halamanElectrode SelectionShaheen Andre Chikku100% (2)
- 01 IM3131rev02 - ENGDokumen18 halaman01 IM3131rev02 - ENGAlejandro Pino GomezBelum ada peringkat
- Entry AC43.13-1BDokumen35 halamanEntry AC43.13-1Bjuan_o_620100% (1)
- CSWIP-WI-6-92 14th Edition April 2017Dokumen17 halamanCSWIP-WI-6-92 14th Edition April 2017mullanjiBelum ada peringkat
- Product Technology (Welds)Dokumen84 halamanProduct Technology (Welds)dvianBelum ada peringkat
- Welding For Nickel AlloysDokumen20 halamanWelding For Nickel AlloysClodomiro Barril Club de Amigos de la CuecaBelum ada peringkat
- Waste Vegetable Oil Heater PlansDokumen2 halamanWaste Vegetable Oil Heater Plansaaposxtolo100% (1)