Anda mungkin juga menyukai
- Self-Assessment Test-1 - How Entreprenerial You AreDokumen2 halamanSelf-Assessment Test-1 - How Entreprenerial You AreJanak ValakiBelum ada peringkat
- Pay Fixation Circular of BunchingDokumen9 halamanPay Fixation Circular of BunchingJanak ValakiBelum ada peringkat
- Staff Contact DetailDokumen2 halamanStaff Contact DetailJanak ValakiBelum ada peringkat
- Biofuel PDFDokumen11 halamanBiofuel PDFJanak ValakiBelum ada peringkat
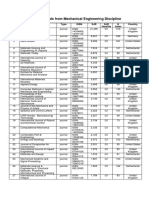
- List of Mechanical Engineering Journals PDFDokumen33 halamanList of Mechanical Engineering Journals PDFJanak Valaki100% (3)
- Non-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2Dokumen242 halamanNon-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2darqm589% (18)
- Webinar Flyer - Sustainable ManufacturingDokumen1 halamanWebinar Flyer - Sustainable ManufacturingJanak ValakiBelum ada peringkat
- Instruction Manual of EDM MachineDokumen18 halamanInstruction Manual of EDM MachineJanak ValakiBelum ada peringkat
- Prfessional Skills For EngineersDokumen12 halamanPrfessional Skills For EngineersJanak ValakiBelum ada peringkat
- Inventory List IT Lessthan 20000Dokumen3 halamanInventory List IT Lessthan 20000Janak ValakiBelum ada peringkat
- EDM and Varinats-Presentation PDFDokumen98 halamanEDM and Varinats-Presentation PDFJanak ValakiBelum ada peringkat
- MPA Question BankDokumen1 halamanMPA Question BankJanak ValakiBelum ada peringkat
- Codes & Standards For Natural GasDokumen13 halamanCodes & Standards For Natural Gasharikrishnanpd3327Belum ada peringkat
- Cold Rolling MillDokumen50 halamanCold Rolling MillJanak Valaki100% (1)
- Action Plan Training and Capability StrandDokumen4 halamanAction Plan Training and Capability StrandJanak ValakiBelum ada peringkat
- Business Draft LetterDokumen2 halamanBusiness Draft LetterJanak ValakiBelum ada peringkat
- Whatever You Do, You Are Creating Your Own FutureDokumen3 halamanWhatever You Do, You Are Creating Your Own FutureJanak ValakiBelum ada peringkat
- Voter Registration DriveDokumen6 halamanVoter Registration DriveJanak ValakiBelum ada peringkat
- 1 s2.0 S0007850607634532 MainDokumen26 halaman1 s2.0 S0007850607634532 MainJanak ValakiBelum ada peringkat
- Cold Rolling MillDokumen50 halamanCold Rolling MillJanak Valaki100% (1)
- InderscienceDokumen3 halamanIndersciencePrabir SahaBelum ada peringkat
- Int. J. Production Economics: M. Gaussin, G. Hu, S. Abolghasem, S. Basu, M.R. Shankar, B. BidandaDokumen9 halamanInt. J. Production Economics: M. Gaussin, G. Hu, S. Abolghasem, S. Basu, M.R. Shankar, B. BidandaJanak ValakiBelum ada peringkat
- Basic Thermodynamics TutorialDokumen12 halamanBasic Thermodynamics TutorialJanak ValakiBelum ada peringkat
- The Impact of ISO 9000 and ISO 14000 On Standardisation of Social Responsibility-An Inside PerspectiveDokumen14 halamanThe Impact of ISO 9000 and ISO 14000 On Standardisation of Social Responsibility-An Inside PerspectiveJanak ValakiBelum ada peringkat
- List of Experiments Sr. No. Name of Experiment: Mechanical Engineering Department L.D.College of Engg., Ahmedabad-15Dokumen1 halamanList of Experiments Sr. No. Name of Experiment: Mechanical Engineering Department L.D.College of Engg., Ahmedabad-15Janak ValakiBelum ada peringkat
- PHD Coursework Syllabus-Mechanical Engg. - Modern Machining MethodsDokumen1 halamanPHD Coursework Syllabus-Mechanical Engg. - Modern Machining MethodsJanak ValakiBelum ada peringkat
- Production TechnologyDokumen3 halamanProduction TechnologyJanak ValakiBelum ada peringkat
- Malzeme Üretim Süreçlerinin Analizi: Assoc. Professor:Metin UstaDokumen11 halamanMalzeme Üretim Süreçlerinin Analizi: Assoc. Professor:Metin UstaJanak ValakiBelum ada peringkat
- Manufacturing Process ManualDokumen24 halamanManufacturing Process ManualAmrat PatelBelum ada peringkat
- PHD Coursework Syllabus-Mechanical Engg. - Modern Machining MethodsDokumen1 halamanPHD Coursework Syllabus-Mechanical Engg. - Modern Machining MethodsJanak ValakiBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Day 7.5 - BGCO Basic Call FlowDokumen4 halamanDay 7.5 - BGCO Basic Call FlowStephanie ParkBelum ada peringkat
- FM Superregenerative Receiver: Using Only Two TransistorsDokumen3 halamanFM Superregenerative Receiver: Using Only Two TransistorsJayceemikelBelum ada peringkat
- Project Report On Thermal EngineeringDokumen14 halamanProject Report On Thermal EngineeringTanmay AmodkarBelum ada peringkat
- Implementing DR Demings Quality PhilosophyDokumen45 halamanImplementing DR Demings Quality PhilosophyDavid del CampoBelum ada peringkat
- Chapter 1 Evolution of Management AccountingDokumen27 halamanChapter 1 Evolution of Management AccountingMohd Haiqal100% (2)
- STRG6653 PDFDokumen8 halamanSTRG6653 PDFAman MobilesBelum ada peringkat
- ShipParticular STM-004Dokumen8 halamanShipParticular STM-004RF NoiseeBelum ada peringkat
- A Framework For Web Based Student Record Management System Using PHPDokumen5 halamanA Framework For Web Based Student Record Management System Using PHPDrey Drey IIBelum ada peringkat
- NVCC - CUDA Toolkit DocumentationDokumen1 halamanNVCC - CUDA Toolkit DocumentationBan JelacicjBelum ada peringkat
- 3 - Content - Introduction To Java, JVM, JDK PDFDokumen8 halaman3 - Content - Introduction To Java, JVM, JDK PDFAnonymous zdY202lgZYBelum ada peringkat
- Quality Form: Dr. Cesar A. Villariba Research and Knowledge Management InstituteDokumen2 halamanQuality Form: Dr. Cesar A. Villariba Research and Knowledge Management Institutewatak ONLINEBelum ada peringkat
- CPA System REST API Specification 3.5.7Dokumen121 halamanCPA System REST API Specification 3.5.7demuziovarioxf.syw.240.0Belum ada peringkat
- Résumé: 120 "Shri Ram Kutir", Udhna, Pandesara, Surat-394210Dokumen4 halamanRésumé: 120 "Shri Ram Kutir", Udhna, Pandesara, Surat-394210Raj AryanBelum ada peringkat
- Indian Standards List As On Jan2009Dokumen216 halamanIndian Standards List As On Jan2009Vasudeva Pavan VemuriBelum ada peringkat
- InstallationDokumen2 halamanInstallationAlona AcotBelum ada peringkat
- Engine Scania1 PDFDokumen74 halamanEngine Scania1 PDFMarek MaciążekBelum ada peringkat
- Canalta Meter Run Info SheetDokumen3 halamanCanalta Meter Run Info Sheetautrol100% (1)
- Fortios v7.0.0 Release NotesDokumen91 halamanFortios v7.0.0 Release NotesSandro Henrique de OliveiraBelum ada peringkat
- Computer Science SyllabusDokumen16 halamanComputer Science SyllabusAR OFFICIALBelum ada peringkat
- 96-8000R English Mill - Haas PDFDokumen217 halaman96-8000R English Mill - Haas PDFPranjal JangidBelum ada peringkat
- CHAPTER 2 3.0 Power in AC Circuits With SolutionDokumen20 halamanCHAPTER 2 3.0 Power in AC Circuits With SolutionMUHAMMAD ALIFF DANIAL RAZMIBelum ada peringkat
- Radius: Remote Authentication Dial in User Service (RADIUS) Is A NetworkingDokumen6 halamanRadius: Remote Authentication Dial in User Service (RADIUS) Is A NetworkingVandana SharmaBelum ada peringkat
- Machine Learning Applications Used in Accounting and AuditsDokumen6 halamanMachine Learning Applications Used in Accounting and AuditsVIVA-TECH IJRI100% (1)
- Bigip Update Upgrade GuideDokumen85 halamanBigip Update Upgrade Guidealways_redBelum ada peringkat
- Electric and Hybrid Electric Vehicles 1 Edition James D Halderman Full ChapterDokumen63 halamanElectric and Hybrid Electric Vehicles 1 Edition James D Halderman Full Chaptersusie.menefee409100% (7)
- Cryptographic Accelerator in Reconfigurable HardwareDokumen8 halamanCryptographic Accelerator in Reconfigurable HardwareDaniel Andrés CrespoBelum ada peringkat
- Vita Vpad Easy: Operating ManualDokumen26 halamanVita Vpad Easy: Operating ManualmrahBelum ada peringkat
- Abid Hussain ResumeDokumen1 halamanAbid Hussain ResumeAbid HussainBelum ada peringkat
- TACCP Risk Assessment Template Checklist - SafetyCultureDokumen4 halamanTACCP Risk Assessment Template Checklist - SafetyCultureNaeemaBelum ada peringkat
- Open Source Whitebox Router PDFDokumen13 halamanOpen Source Whitebox Router PDFtobecaBelum ada peringkat