INGENIERA DE MTODOS II
Ing. Joel David Vargas Sagstegui 1
PROBLEMAS RESUELTOS
PROBLEMA 1
Una Empresa del rubro metalmecnica, necesita conocer el tiempo estndar de un ciclo de
produccin de un producto que incluye 6 procesos productivos. Los tiempos registrados utilizando
el cronometraje continuo, son como se muestra en la tabla siguiente:
El tiempo promedio de cada proceso est entre los 10 y 20 min. y segn la tabla de la General
Electric Company, el nmero de observaciones para esos tiempos es de 8 ciclos (8
observaciones). (Si cree que faltan datos, debe asumirlos con criterio).
A continuacin del registro de tiempos, se dio una valoracin teniendo en cuenta la escala de
Westinghouse, teniendo:
Habilidad: Bueno 2 Esfuerzo: Regular 2
Condiciones: Buenas Consistencia: Regular
Por realizar el trabajo de toma de tiempos, debe considerarse 3% como porcentaje de tiempos
frecuenciales.
Adems debe considerarse que las operarias en el desempeo de sus actividades son afectadas
por algunos factores que se identificaron y se indican a continuacin:
Trabajos de pie.
Postura anormal ligeramente incmoda
Levanta pesos de aproximadamente 7.5 Kg.
La intensidad de la luz de las reas de trabajo, estn ligeramente por debajo de lo
recomendado.
Existe tensin auditiva intermitente y fuerte.
El trabajo es bastante montono.
El trabajo es algo aburrido.
Determinar el tiempo estndar del proceso productivo respectivo
Proceso
I II III IV V VI
ciclos
1 12.5 25.6 37.5 55.3 74.5 90.8
2 102.9 116.0 128.2 145.1 164.2 181.0
3 193.7 207.1 218.8 236.2 255.0 271.5
4 283.8 297.0 308.9 326.1 345.1 361.7
5 374.1 387.2 399.3 416.3 435.5 451.6
6 463.5 476.5 489.0 506.5 525.2 541.1
7 553.4 566.5 578.5 595.6 614.5 630.9
INGENIERA DE MTODOS II
Ing. Joel David Vargas Sagstegui 2
SOLUCIN:
Como en el enunciado, se dice que segn la tabla de la General Electric Company, se
requieren 8 observaciones (8 ciclos), entonces, primero asumimos los tiempos del octavo ciclo
(como si hubiramos cronometrado) y luego calculamos los tiempos por cada ciclo:
Ahora determinamos el Tiempo Promedio:
t
p
=
t
n
=
9u.8 + 9u.2 + 9u.S +9u.2 +89.9 +89.S +89.8 + 89.S
8
= 9u.uS min.
Con el tiempo promedio, vamos a determinar el tiempo normal, pero primero se determina el
factor Westinghouse, con la ayuda de la tabla correspondiente y la valoracin indicada en el
enunciado:
Factor de Westinghouse:
Habilidad: C2 + 0.03
Esfuerzo: E2 - 0.08
Condiciones: C + 0.02
Consistencia: E - 0.02
f
w
= - 0.05
Tiempo Normal: t
n
= 90.05 (1+ -0.05) t
n
= 85.548 min.
Con el tiempo normal, ahora vamos a determinar finalmente el tiempo estndar, pero primero
determinamos el factor de descanso, considerando que el operario es mujer y la ayuda de la
tabla correspondiente:
Suplementos: (Operarias = Mujeres)
Constantes: 11%
Variables: 11%
Proceso
I II III IV V VI TOTAL
ciclos
1 12.5 13.1 11.9 17.8 19.2 16.3 90.8
2 12.1 13.1 12.2 16.9 19.1 16.8 90.2
3 12.7 13.4 11.7 17.4 18.8 16.5 90.5
4 12.3 13.2 11.9 17.2 19.0 16.6 90.2
5 12.4 13.1 12.1 17.0 19.2 16.1 89.9
6 11.9 13.0 12.5 17.5 18.7 15.9 89.5
7 12.3 13.1 12.0 17.1 18.9 16.4 89.8
8 12.0 13.0 12.1 17.1 19.1 16.2 89.5
Promedio 12.275 13.125 12.05 17.25 19.0 16.35 90.05
INGENIERA DE MTODOS II
Ing. Joel David Vargas Sagstegui 3
Trabajo de pies 4%
Postura Anormal 1%
Levantar peso 3%
Intensidad de luz 0%
Tensin auditiva 2%
Trabajo montono 1%
Trabajo aburrido 0%
f
s
= 22%
Tiempo frecuencial: f
f
= 3%
Tiempo Estndar: t
s
= 85.548 (1+0.03) (1+0.22)
t
s
= 107.50 min.
PROBLEMA 2
La fbrica XYZ ha designado a Usted para que evalu una de actividad del proceso productivo
de uno de sus productos ms importantes.
Luego de analizar la actividad, usted ha tomado una muestra de tiempos (minutos centesimales);
6,3; 5,9; 6,5; 6,3; 6,3; 6,2; 6,1; 6,0; utilizando el mtodo de cronometraje vuelta a cero.
a. Considerando que los tiempos observados siguen una distribucin normal, determinar el
Nmero de observaciones (ciclos) necesarias para un nivel de confianza del 95% y un margen
de error del 5%.
b. Determinar el tiempo estndar de la actividad en estudio (Si el nmero de observaciones
requerido es mayor al nmero de observaciones previas, asuma usted los valores de las
observaciones necesarias), debiendo usted asumir la Valoracin del Ritmo y los suplementos
de Postura anormal, Intensidad de luz, y Tensin mental.
c. Si aplicar la tabla de General Electric Company, Cul debera ser el nmero de
Observaciones necesarias para el estudio?
SOLUCIN:
a. Nmero de Observaciones (Mtodo Estadstico)
n x x
2
1 6.3 39.69
2 5.9 34.81
3 6.5 42.25
4 6.3 39.69
5 6.3 39.69
6 6.2 38.44
7 6.1 37.21
8 6.0 36.00
49.6 307.78
INGENIERA DE MTODOS II
Ing. Joel David Vargas Sagstegui 4
( )
( )
. 2 35 . 1
5 . 49
) 44 . 1 ( 40
5 . 49
5 . 49 ) 78 . 307 ( ) 8 ( 40
40
2
2
2
2
2
2
obs
x
x x n
n =
El nmero de observaciones necesarias es 2 observaciones. Como el nmero de
observaciones previas es mayor que el nmero de observaciones necesarias, entonces, las
observaciones previas, son suficientes y se puede continuar con los clculos
correspondientes.
b. Tiempo Estndar aplicando Valoracin al ritmo de la Norma Britnica
n x Ritmo t
n
1 6.3 90 5.670
2 5.9 125 7.375
3 6.5 80 5.200
4 6.3 90 5.670
5 6.3 90 5.670
6 6.2 100 6.200
7 6.1 110 6.710
8 6.0 120 7.200
49.695
Tiempo Normal Promedio: . min 21 . 6
8
695 . 49
n
t
t
i
n
= = =
Suplementos: Si asumimos que el operario es hombre, entonces:
Constantes: 11%
Variables: 2%
Postura Anormal 1%
Intensidad de luz 0%
Tensin mental 1%
Total Suplementos 13 %
Tiempo estndar: t
s
= 6.21 (1+0.13) = 7.02 min. t
s
= 7.02 min.
c. Nmero de Observaciones (General Electric Company)
Tiempo Normal Promedio: . min 2 . 6
8
5 . 49
n
t
t
i
n
= = =
En la Tabla de la General Electric Company, el valor de 6.2 min. est en la fila de 5-10 min. y
le corresponde un nmero de observaciones igual a 10.
INGENIERA DE MTODOS II
Ing. Joel David Vargas Sagstegui 5
PROBLEMA 3
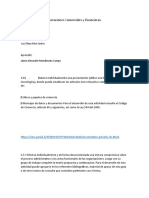
En el recorte de varias piezas de tela el analista observ una relacin entre el tiempo de corte y el
rea cortada de la tela. Los analistas arrojaron los siguientes resultados.
Tiempo (en Minutos) 0.07 0.10 0.13 0.20 0.24
rea pieza (cm
2
) 32.25 48.38 100 161.29 219.35
a. Representar grficamente el tiempo en funcin del rea y obtener una expresin algebraica
lineal para evaluar dicha expresin.
b. Determinar cul debera ser el tiempo que debera demorarse, aproximadamente para cortar
una pieza de tela de 80 cm
2
.
SOLUCIN:
a. Representar grficamente y hallar la Ecuacin (expresin algebraica)
Funcin lineal: y = a + bx
Ecuaciones: y = na + bx + cx
2
-------- (1)
xy = ax + bx
2
+ cx
3
-------- (2)
Con las sumatorias de la tabla, tenemos:
0
0.05
0.1
0.15
0.2
0.25
0.3
0 50 100 150 200 250
T
i
e
m
p
o
(
m
i
n
u
t
o
s
)
rea de la pieza (cm
2
)
x y x
2
xy
32.25 0.07 1,040.06 2.2575
48.38 0.10 2,340.62 4.838
100.00 0.13 10,000.00 13.000
161.29 0.20 26,014.46 32.258
219.35 0.24 48,114.42 52.644
561.27 0.74 87,509.56 104.9975
INGENIERA DE MTODOS II
Ing. Joel David Vargas Sagstegui 6
(1) 0.74 = 5 a + 561.27 b
(2) 104.9975 = 561.27 a + 87509.56 b
(-112.254) - 561.27 a - 63,004.803 b = - 83.068
( 1) 561.27 a + 87,509.000 b = 104.998
24,504.76 b = 21.93
b = 0.0009
En (1): 5 a + 561.27 (0.0009) = 0.74
5 a = 0.2349
a = 0.047
Entonces, la frmula o ecuacin de la funcin lineal es: y = 0.047 + 0.0009 x
b. Determinar el tiempo para cortar una pieza de 80cm
2
:
y = ?
x = 80 cm
2
y = 0.047 + 0.0009 (80)
y = 0.119 min.
Para cortar una pieza de 80 cm
2
, debe demorarse 0.12 min.
Anda mungkin juga menyukai
- Ejercicios Balanceo de LineasDokumen14 halamanEjercicios Balanceo de LineasLizethRaygoza80% (40)
- Problemas Resueltos de Medición Del TrabajoDokumen12 halamanProblemas Resueltos de Medición Del TrabajoJoshua Creder100% (1)
- Ingenieria de MetodosDokumen99 halamanIngenieria de MetodosJulio Oria100% (2)
- Ejercicio Tiempo Normal y EstandartDokumen7 halamanEjercicio Tiempo Normal y EstandartIvan Cesar Regalado Leon67% (3)
- Ejercicio Hombre MaquinaDokumen11 halamanEjercicio Hombre MaquinaJavier Romero0% (1)
- Ejemplo1 Proyección de La DemandaDokumen6 halamanEjemplo1 Proyección de La Demandajoel_va180% (5)
- Casas Prefabricadas Modulares CubeDokumen2 halamanCasas Prefabricadas Modulares Cubetangyruin1606Belum ada peringkat
- Estudio de Tiempos Problemas ResueltosDokumen6 halamanEstudio de Tiempos Problemas ResueltosDavid BanegasBelum ada peringkat
- Guía de Ejercicios - Estudio de TiemposDokumen5 halamanGuía de Ejercicios - Estudio de TiemposGaola Olave33% (6)
- Practica Toma de DesicionesDokumen4 halamanPractica Toma de Desicionesjoel_va133% (3)
- Ejercicios Medición Del TrabajoDokumen7 halamanEjercicios Medición Del TrabajoFernando Fernandez PBelum ada peringkat
- Unid 5 - Tecnificación Del Almacén - Sesión 16 - GOL - IPAE ChiclayoDokumen33 halamanUnid 5 - Tecnificación Del Almacén - Sesión 16 - GOL - IPAE Chiclayojoel_va1Belum ada peringkat
- Estudio de TiemposDokumen6 halamanEstudio de TiemposDiana CoronelBelum ada peringkat
- PRACTICA Estudios de TiemposDokumen3 halamanPRACTICA Estudios de TiemposPaola Stefania Villarreal VeraBelum ada peringkat
- Ejercicios Estudio de Tiempos 2017-3Dokumen3 halamanEjercicios Estudio de Tiempos 2017-3CesarParejachumbes67% (3)
- Anexo 16 Vol IIIDokumen40 halamanAnexo 16 Vol IIIjuanBelum ada peringkat
- Ejercicios Planteados, Estudio de Tiempos 1Dokumen7 halamanEjercicios Planteados, Estudio de Tiempos 1ErickYuniorTolentinoBelum ada peringkat
- Plano InclinadoDokumen14 halamanPlano InclinadoAlex CamachoBelum ada peringkat
- Balance de línea: Estudio del tiempo estándar y producciónDokumen22 halamanBalance de línea: Estudio del tiempo estándar y producciónSebastian Rodriguez SandovalBelum ada peringkat
- Ejercicios Tiempo EstándarDokumen4 halamanEjercicios Tiempo EstándarDaniel Flores75% (8)
- Memoria de Calculo Aguas LluviasDokumen22 halamanMemoria de Calculo Aguas LluviasCarlos Rivas Saavedra100% (2)
- Ejercicios Muestreo de TrabajoDokumen6 halamanEjercicios Muestreo de TrabajoAlejandro Cruz SantiagoBelum ada peringkat
- 2 Valor Del Dinero en El Tiempo Tasas de Interés y Descuento SETIEMBRE 2021Dokumen97 halaman2 Valor Del Dinero en El Tiempo Tasas de Interés y Descuento SETIEMBRE 2021CocoCastilloBelum ada peringkat
- Evaluación Final TIPO A IM 2021 10Dokumen6 halamanEvaluación Final TIPO A IM 2021 10ABIGAIL DEL PILAR CUEVA MACURIBelum ada peringkat
- Evaluacion Final PDFDokumen3 halamanEvaluacion Final PDFfrankBelum ada peringkat
- Ejercicios Toma de Tiemps AlumnosDokumen4 halamanEjercicios Toma de Tiemps AlumnosNestor Martinez Zapata100% (1)
- Políticas PúblicasDokumen6 halamanPolíticas PúblicasragilBelum ada peringkat
- T3.1 IO II - UPN - Simulación Con Promodel - IntroducciónDokumen26 halamanT3.1 IO II - UPN - Simulación Con Promodel - Introducciónjoel_va1Belum ada peringkat
- Por Qué La Gente Cree o (No) en Sus LíderesDokumen10 halamanPor Qué La Gente Cree o (No) en Sus LíderesAdriana Patricia Correa RojasBelum ada peringkat
- Cronometraje industrial: Definición, pasos y métodosDokumen22 halamanCronometraje industrial: Definición, pasos y métodosRonald LujanBelum ada peringkat
- Lab IMMedicionTrabajoDokumen4 halamanLab IMMedicionTrabajoRenato Carlos Pulido100% (1)
- Estudio de Tiempos Problemas ResueltosDokumen8 halamanEstudio de Tiempos Problemas ResueltosthemaoishaBelum ada peringkat
- Pro ReDokumen6 halamanPro ReBrayan Irigoin FernándezBelum ada peringkat
- Medición del trabajo: Método WestinghouseDokumen99 halamanMedición del trabajo: Método WestinghouseLesly Adanaque MendozaBelum ada peringkat
- L2.0 IM I - USMP - Laboratorio 02 - Problemas PropuestosDokumen10 halamanL2.0 IM I - USMP - Laboratorio 02 - Problemas PropuestosChristian FTBelum ada peringkat
- Análisis de tiempos y métodos para la limpieza de máquinas industrialesDokumen12 halamanAnálisis de tiempos y métodos para la limpieza de máquinas industrialesJorge MirandaBelum ada peringkat
- Medición Del TrabajoDokumen56 halamanMedición Del TrabajoLesly Adanaque MendozaBelum ada peringkat
- Medición del trabajo - Elementos de un proceso productivoDokumen10 halamanMedición del trabajo - Elementos de un proceso productivoJoximar VásquezBelum ada peringkat
- Ejercicios de Estudio de Tiempos y Desempeño Junio 2023Dokumen9 halamanEjercicios de Estudio de Tiempos y Desempeño Junio 2023André CalderónBelum ada peringkat
- PC 1 c-2 2021 10 Cronometraje IndustrialDokumen2 halamanPC 1 c-2 2021 10 Cronometraje Industrialjavier romero menesesBelum ada peringkat
- Practica 3-CinematicaDokumen10 halamanPractica 3-CinematicaJuan Carlos Herrera HernándezBelum ada peringkat
- EGEL Act 1 Seminario FERNANDO GARCIADokumen5 halamanEGEL Act 1 Seminario FERNANDO GARCIAFernando CuellarBelum ada peringkat
- Estudio de Tiempos ProblemasDokumen2 halamanEstudio de Tiempos Problemasjohnny franklin torres ordinolaBelum ada peringkat
- Ingenieria de MetodosDokumen2 halamanIngenieria de MetodosMatemática, letras y másBelum ada peringkat
- Estudio de Tiempos - EjerciciosDokumen23 halamanEstudio de Tiempos - EjerciciosRomero YehoshuaBelum ada peringkat
- Tablas de Propuesta. Estudiodel Trabajo 1Dokumen18 halamanTablas de Propuesta. Estudiodel Trabajo 1Cinthia VillafuerteBelum ada peringkat
- Gadp U2 A2 LornDokumen8 halamanGadp U2 A2 LornLula RonBelum ada peringkat
- Balanceo de Lineas Utilizando Herramientas de Manufactura EsbeltaDokumen14 halamanBalanceo de Lineas Utilizando Herramientas de Manufactura EsbeltaJosnat LeoBelum ada peringkat
- Asignación 13 I PAC 2023 - Nicole Steffania Nuñez Espinal - 20202300107Dokumen4 halamanAsignación 13 I PAC 2023 - Nicole Steffania Nuñez Espinal - 20202300107Nicole NuñezBelum ada peringkat
- Proyecto 1 Fabricación de Culata de CilindroDokumen9 halamanProyecto 1 Fabricación de Culata de CilindroYuli LegorretaBelum ada peringkat
- Ejercicio Propuesto Estudio de TiemposDokumen3 halamanEjercicio Propuesto Estudio de Tiemposedison guarangoBelum ada peringkat
- Laboratorio 9 Péndulo Compuesto PDFDokumen16 halamanLaboratorio 9 Péndulo Compuesto PDFEduardo Molero Quispe100% (1)
- Evaluación Producto Académico 3 - Semipresencial 2022Dokumen4 halamanEvaluación Producto Académico 3 - Semipresencial 2022seguridad estudiosBelum ada peringkat
- Medición del trabajo en laboratorioDokumen4 halamanMedición del trabajo en laboratoriokarinaBelum ada peringkat
- A2. Actividades OperativasDokumen10 halamanA2. Actividades OperativasMary PeñaBelum ada peringkat
- Guia 7 Tiempos 1 PDFDokumen2 halamanGuia 7 Tiempos 1 PDFFrank CañoteBelum ada peringkat
- Ejercicios para Estadistica DescriptivaDokumen59 halamanEjercicios para Estadistica DescriptivaGil Layme Fernandez57% (7)
- Trabajo Colaborativo 1 Grupo 83Dokumen24 halamanTrabajo Colaborativo 1 Grupo 83Keila Anteliz ContrerasBelum ada peringkat
- 10 Cap. X DISTRIBUCIÓN DE DETALLEDokumen44 halaman10 Cap. X DISTRIBUCIÓN DE DETALLEAnaliz S. Acosta AlvinoBelum ada peringkat
- Taller - Estudio Tiempos Con CronómetroDokumen3 halamanTaller - Estudio Tiempos Con CronómetroarturofiremanBelum ada peringkat
- Examen Parcial 2da UnidadDokumen1 halamanExamen Parcial 2da UnidadFIORELLA ALEXANDRA LOZANO VEGABelum ada peringkat
- Separata Medicion Del Trabajo-MMRDokumen3 halamanSeparata Medicion Del Trabajo-MMRJoseph RiverosBelum ada peringkat
- Informe de Conformado de MetalesDokumen31 halamanInforme de Conformado de MetalesPaula D. Lazcano100% (1)
- 2.2 Estandares de Tiempo y HolgurasDokumen3 halaman2.2 Estandares de Tiempo y HolgurasMaria Guadalupe Garibay Lozano0% (1)
- Tiempos estándar metalmecánica: Problemas de cálculo y estimaciónDokumen4 halamanTiempos estándar metalmecánica: Problemas de cálculo y estimaciónAdriano MarroquinBelum ada peringkat
- Problemas PropuestosDokumen6 halamanProblemas PropuestosAlexandraAntonellaAymaSayre0% (2)
- Trabajo - Estudio de TiemposDokumen6 halamanTrabajo - Estudio de Tiemposdoiner ronyBelum ada peringkat
- PC 1 C-2 2021 20 Cronometraje IndustrialDokumen4 halamanPC 1 C-2 2021 20 Cronometraje IndustrialJefsmith UCBelum ada peringkat
- Tiempos Elementos Course Hero PDFDokumen51 halamanTiempos Elementos Course Hero PDFAngel CoboBelum ada peringkat
- Sesión 6.1 PE - Objetivos de Largo Plazo y Estrategias en AcciónDokumen29 halamanSesión 6.1 PE - Objetivos de Largo Plazo y Estrategias en Acciónjoel_va1Belum ada peringkat
- Ec1 Oyce - Ipae - 2014 - DiurnoDokumen2 halamanEc1 Oyce - Ipae - 2014 - Diurnojoel_va1Belum ada peringkat
- Sesión 5.1 PE - La Evaluación Interna - Análisis MEFIDokumen35 halamanSesión 5.1 PE - La Evaluación Interna - Análisis MEFIjoel_va1Belum ada peringkat
- Sesión 6.2 PE - Objetivos de Largo Plazo y Estrategias en AcciónDokumen11 halamanSesión 6.2 PE - Objetivos de Largo Plazo y Estrategias en Acciónjoel_va1Belum ada peringkat
- Ejemplo2 Proyección de La DemandaDokumen2 halamanEjemplo2 Proyección de La Demandajoel_va150% (2)
- Sesión 1 - Gerencia de ProducciónDokumen29 halamanSesión 1 - Gerencia de Producciónjoel_va1Belum ada peringkat
- Diplomado de Logística - Módulo de Logística de Producción y ServiciosDokumen26 halamanDiplomado de Logística - Módulo de Logística de Producción y Serviciosjoel_va1Belum ada peringkat
- GEO ProblemasDokumen8 halamanGEO Problemasjoel_va1Belum ada peringkat
- Ep CPC - Ipae - 2014.i - DiurnoDokumen1 halamanEp CPC - Ipae - 2014.i - Diurnojoel_va1Belum ada peringkat
- NNII V SEM Costos Precios y Cotizaciones Unidad 2Dokumen27 halamanNNII V SEM Costos Precios y Cotizaciones Unidad 2joel_va1Belum ada peringkat
- Método de AsignaciónDokumen16 halamanMétodo de Asignaciónjoel_va1100% (1)
- T0.2 - IM II - USMP - Balance de Líneas - EjerciciosDokumen6 halamanT0.2 - IM II - USMP - Balance de Líneas - EjerciciosMara TorresBelum ada peringkat
- Multiservicios Fayce SRLDokumen22 halamanMultiservicios Fayce SRLjoel_va1Belum ada peringkat
- T1.1 IO - UPN - Investigación de Operaciones - IntroducciónDokumen22 halamanT1.1 IO - UPN - Investigación de Operaciones - Introducciónjoel_va1Belum ada peringkat
- Estudio de Tiempos .ExpoDokumen20 halamanEstudio de Tiempos .Expojoel_va1100% (1)
- Indicadores ProducciónDokumen9 halamanIndicadores Producciónjoel_va1Belum ada peringkat
- ER GyOL - IPAE - 2013.IIDokumen2 halamanER GyOL - IPAE - 2013.IIjoel_va1Belum ada peringkat
- NNII V SEM Costos Precios y Cotizaciones Unidad 1Dokumen34 halamanNNII V SEM Costos Precios y Cotizaciones Unidad 1joel_va1Belum ada peringkat
- ER OyCE - IPAE - 2013.IIDokumen1 halamanER OyCE - IPAE - 2013.IIjoel_va1Belum ada peringkat
- EF GEO Semestre 2014.3 - UPN CajamarcaDokumen3 halamanEF GEO Semestre 2014.3 - UPN Cajamarcajoel_va1Belum ada peringkat
- Unid 2 - Produccion - Sesión 4 - OCE - IPAE Chiclayo - Ej. 1 ProductoDokumen6 halamanUnid 2 - Produccion - Sesión 4 - OCE - IPAE Chiclayo - Ej. 1 Productojoel_va1Belum ada peringkat
- Unid 5 - Tecnificación Del Almacén - Sesión 17 - GOL - IPAE ChiclayoDokumen13 halamanUnid 5 - Tecnificación Del Almacén - Sesión 17 - GOL - IPAE Chiclayojoel_va1100% (1)
- T1.1 GTO - UPN - Planeación - GeneralidadesDokumen32 halamanT1.1 GTO - UPN - Planeación - Generalidadesjoel_va1Belum ada peringkat
- ER OyCE - IPAE - 2013.IIDokumen1 halamanER OyCE - IPAE - 2013.IIjoel_va1Belum ada peringkat
- Esquema Informe Final Cuantitativo - USSDokumen7 halamanEsquema Informe Final Cuantitativo - USSLuiz MuroBelum ada peringkat
- 8 Trabajos de Investigacion Sobre El AguaymantoDokumen34 halaman8 Trabajos de Investigacion Sobre El AguaymantoOmar Contreras CoronadoBelum ada peringkat
- Contabilización de Operaciones Comerciales y Financieras.: Luz Elena Silva CastroDokumen2 halamanContabilización de Operaciones Comerciales y Financieras.: Luz Elena Silva CastroGOMEZ JUANBelum ada peringkat
- Guia de Aprendizaje 1 PDFDokumen3 halamanGuia de Aprendizaje 1 PDFyek_aela_95Belum ada peringkat
- HT Chema Techo v04.2023Dokumen2 halamanHT Chema Techo v04.2023KatherineMelissaRosadoMerinoBelum ada peringkat
- Sesion Vii Formato RinexDokumen23 halamanSesion Vii Formato RinexMax Azazel FigueroaBelum ada peringkat
- Cómo Reducir Los Costos de La Seguridad en La ObraDokumen3 halamanCómo Reducir Los Costos de La Seguridad en La ObraJosé Antonio Esparza BlancoBelum ada peringkat
- 0812 Pavimentos Clase 01 IntroduccionDokumen38 halaman0812 Pavimentos Clase 01 IntroduccionHugoCentenoCerasBelum ada peringkat
- Contrato de Obra de Construcción de Casa ViviendaDokumen3 halamanContrato de Obra de Construcción de Casa ViviendawildeboxBelum ada peringkat
- Interpolacion LagrangeDokumen13 halamanInterpolacion LagrangeAlexander MiranoBelum ada peringkat
- Cuaderno de Informe RUIDODokumen9 halamanCuaderno de Informe RUIDOgonzalo vasquezBelum ada peringkat
- Paso 2 - Grupo - 101047159 - 28Dokumen24 halamanPaso 2 - Grupo - 101047159 - 28steveduff1983Belum ada peringkat
- CXDokumen40 halamanCXaev65Belum ada peringkat
- La Voz de Huétor Vega - Octubre 2011Dokumen24 halamanLa Voz de Huétor Vega - Octubre 2011huetorvegaBelum ada peringkat
- Juicio de arrendamiento: ofrecimiento de pruebasDokumen2 halamanJuicio de arrendamiento: ofrecimiento de pruebasDaniela NodelBelum ada peringkat
- Práctica Dirigida de Torsión N°2Dokumen7 halamanPráctica Dirigida de Torsión N°2david castillo riveraBelum ada peringkat
- Instructivo para Formas de Pago Septiembre 14Dokumen5 halamanInstructivo para Formas de Pago Septiembre 14ANDRE REVEROLBelum ada peringkat
- Estudio Topográfico y Diseño GeometricoDokumen5 halamanEstudio Topográfico y Diseño GeometricoAdolfo AguilarBelum ada peringkat
- Tenso Teoria PDFDokumen7 halamanTenso Teoria PDFflorenciaBelum ada peringkat
- NTC 5215-Tubos de Concreto Reforzado para Alcantarillado Fabricados Segun Metodo de Disño DirectoDokumen6 halamanNTC 5215-Tubos de Concreto Reforzado para Alcantarillado Fabricados Segun Metodo de Disño Directojuan pablo HoyosBelum ada peringkat
- El liderazgo: concepto, tipos y habilidades claveDokumen23 halamanEl liderazgo: concepto, tipos y habilidades claveMacaulay Gonzalez ContrerasBelum ada peringkat
- Informe de Visita Del Puente RequeDokumen3 halamanInforme de Visita Del Puente Requeluiyi107100% (3)
- LP Aba Forrajera 29-11-23Dokumen2 halamanLP Aba Forrajera 29-11-23Edith SanabriaBelum ada peringkat
- Antecedentes NacionalesDokumen3 halamanAntecedentes NacionalesJHEYSON MORALES VASQUEZBelum ada peringkat
- Organizador Competencias y Capacidades Área de Matemática - Zevallos Carrión Michelle StephanieDokumen3 halamanOrganizador Competencias y Capacidades Área de Matemática - Zevallos Carrión Michelle StephanieMichelle Stephanie Zevallos CarriónBelum ada peringkat