Anda mungkin juga menyukai
- Advanced and Refractory Ceramics for Energy Conservation and EfficiencyDari EverandAdvanced and Refractory Ceramics for Energy Conservation and EfficiencyHua-Tay LinBelum ada peringkat
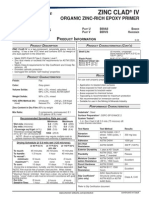
- Zinc Clad IVDokumen4 halamanZinc Clad IVvitrolaBelum ada peringkat
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesDari EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášBelum ada peringkat
- Fast Clad Urethane Spec SheetDokumen4 halamanFast Clad Urethane Spec SheetScott Van PeltBelum ada peringkat
- Advances in Ceramic Armor XIDari EverandAdvances in Ceramic Armor XIJerry C. LaSalviaBelum ada peringkat
- Acrolon 218 HSDokumen4 halamanAcrolon 218 HSAndres MoralesBelum ada peringkat
- Advances in Solid Oxide Fuel Cells XDari EverandAdvances in Solid Oxide Fuel Cells XMihails KusnezoffBelum ada peringkat
- Coal Tar PDFDokumen4 halamanCoal Tar PDFMohammadreza AsheghBelum ada peringkat
- 75th Conference on Glass Problems: A Collection of Papers Presented at the 75th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, Ohio, November 3-6, 2014Dari Everand75th Conference on Glass Problems: A Collection of Papers Presented at the 75th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, Ohio, November 3-6, 2014S. K. SundaramBelum ada peringkat
- ZRC GALVILITE Galvanizing Repair CompoundDokumen2 halamanZRC GALVILITE Galvanizing Repair CompoundRaymond LalumiereBelum ada peringkat
- Modern Glass CharacterizationDari EverandModern Glass CharacterizationMario AffatigatoBelum ada peringkat
- ZRC 3 07Dokumen2 halamanZRC 3 07groelzjBelum ada peringkat
- Advances in Ceramic Armor XDari EverandAdvances in Ceramic Armor XJerry C. LaSalviaBelum ada peringkat
- Duraplate Uhs EnglishDokumen4 halamanDuraplate Uhs EnglishLuis JaraBelum ada peringkat
- DP B58W00610Dokumen4 halamanDP B58W00610tangouzeBelum ada peringkat
- Carboguard 890 PDSDokumen2 halamanCarboguard 890 PDSLinnie McleodBelum ada peringkat
- 7) PPG Amercoat 385 - Pds - AiDokumen4 halaman7) PPG Amercoat 385 - Pds - AididbeauBelum ada peringkat
- Carbomastic 15 PDS 2013Dokumen2 halamanCarbomastic 15 PDS 20134508366279Belum ada peringkat
- ZRC Zero VocDokumen2 halamanZRC Zero Vochksn77Belum ada peringkat
- Carbo Guard 893 SGDokumen2 halamanCarbo Guard 893 SGsuzilamatsallehBelum ada peringkat
- Carboguard 89dfsfs0 PDSDokumen2 halamanCarboguard 89dfsfs0 PDSMayur PatelBelum ada peringkat
- Alpha SP Range: DescriptionDokumen3 halamanAlpha SP Range: Descriptionvicky kBelum ada peringkat
- Product Data Sheet SP-8888Dokumen7 halamanProduct Data Sheet SP-8888pablo gonzalezBelum ada peringkat
- 323 Data Sheet and Application GuideDokumen4 halaman323 Data Sheet and Application Guidejast111Belum ada peringkat
- Loctite 222MS™: Technical Data SheetDokumen4 halamanLoctite 222MS™: Technical Data SheetbabshuagBelum ada peringkat
- Loctite 243™: Technical Data SheetDokumen4 halamanLoctite 243™: Technical Data SheetRadu_ISBelum ada peringkat
- Solder Paste SC Blf03: Lead-FreeDokumen2 halamanSolder Paste SC Blf03: Lead-FreeluismcmcBelum ada peringkat
- Product Data Sheet SP-6888Dokumen5 halamanProduct Data Sheet SP-6888rmfpereiraBelum ada peringkat
- Pds Psx700 Jan 2008Dokumen3 halamanPds Psx700 Jan 2008mjayhawk28Belum ada peringkat
- QC SkillDokumen31 halamanQC SkillJagdish100% (1)
- Surface PreparationDokumen8 halamanSurface PreparationimyparkarBelum ada peringkat
- SB Drill CollarDokumen51 halamanSB Drill CollarJeff ZhangBelum ada peringkat
- 8.hyspin AWS - VNDokumen2 halaman8.hyspin AWS - VNThắng Phạm NguyênBelum ada peringkat
- Material Data Sheet NC 259 Sn100c Solder Paste Rev 1Dokumen3 halamanMaterial Data Sheet NC 259 Sn100c Solder Paste Rev 1vkmsBelum ada peringkat
- Carbo Zinc 11 HsDokumen2 halamanCarbo Zinc 11 Hstyto_rmzBelum ada peringkat
- Never-Seez® India Call +91-891-6666482Dokumen2 halamanNever-Seez® India Call +91-891-6666482Project Sales CorpBelum ada peringkat
- Carboguard 635 Thinned 50% - Sealer PDSDokumen5 halamanCarboguard 635 Thinned 50% - Sealer PDSjakeBelum ada peringkat
- Amercoat® 240 / Sigmacover™ 240: Product Data SheetDokumen7 halamanAmercoat® 240 / Sigmacover™ 240: Product Data SheetAmila Udara GunasingheBelum ada peringkat
- Description Packaging Product Data SheetDokumen2 halamanDescription Packaging Product Data SheetRonald Fernandez ManubuluBelum ada peringkat
- Acrolon 890 EN 20130206Dokumen2 halamanAcrolon 890 EN 20130206hainguyenbkvhv0% (1)
- Amercoat 370Dokumen3 halamanAmercoat 370Victor Hugo Bustos Beltran100% (1)
- Surface Preparation EssentialsDokumen18 halamanSurface Preparation EssentialsVincent LecoursBelum ada peringkat
- Hyspin ZZ Range: DescriptionDokumen2 halamanHyspin ZZ Range: DescriptionDaniel VuletaBelum ada peringkat
- SigmaCover 280Dokumen5 halamanSigmaCover 280ajuhaseenBelum ada peringkat
- Carbothane+134+HG+PDS+3 11Dokumen2 halamanCarbothane+134+HG+PDS+3 11James Everett AbdulBelum ada peringkat
- Carboguard 888 PDSDokumen3 halamanCarboguard 888 PDSsalamrefighBelum ada peringkat
- 3M2216Dokumen8 halaman3M2216pat_kunal1601Belum ada peringkat
- Dura-Plate UHS Epoxy - JSP PDFDokumen4 halamanDura-Plate UHS Epoxy - JSP PDFNageswara Rao BavisettyBelum ada peringkat
- Ficha Técnica SpotcheckDokumen5 halamanFicha Técnica SpotcheckJuan PazBelum ada peringkat
- 105 Ta D411-350Dokumen3 halaman105 Ta D411-350isaacalvareztejanoBelum ada peringkat
- Roadsaver Silicone SLDokumen2 halamanRoadsaver Silicone SLTeddy TPBelum ada peringkat
- Data Sheet FBEDokumen4 halamanData Sheet FBEAnonymous Xaf2033Belum ada peringkat
- Alphasyn HG RangeDokumen2 halamanAlphasyn HG RangecarmaBelum ada peringkat
- Dacromet Coating: World Class Corrosion ProtectionDokumen6 halamanDacromet Coating: World Class Corrosion Protectionmarcelogf74Belum ada peringkat
- Especificaciones RECUBRIMIENTO PAM RevisadaDokumen59 halamanEspecificaciones RECUBRIMIENTO PAM RevisadaToapanta FredyBelum ada peringkat
- Surface Prep GuideDokumen8 halamanSurface Prep GuideDamen YardBelum ada peringkat
- Loctite 243Dokumen4 halamanLoctite 243ablemathew173974Belum ada peringkat
- Never-Seez High Temperature Stainless NSSBT 8Dokumen2 halamanNever-Seez High Temperature Stainless NSSBT 8Project Sales CorpBelum ada peringkat
- SSPC SP8Dokumen2 halamanSSPC SP8longlong3003100% (2)
- PROTECTIVE-COATINGS-SURFACEDokumen5 halamanPROTECTIVE-COATINGS-SURFACEkhor_albertBelum ada peringkat
- F WW Grooving PlanesDokumen5 halamanF WW Grooving PlanesKaren Rathbun100% (1)
- American Girl Dollhouse - Fits 18 Dolls Ana WhiteDokumen1 halamanAmerican Girl Dollhouse - Fits 18 Dolls Ana WhiteSchindler JoanieBelum ada peringkat
- My Last DuchessDokumen13 halamanMy Last DuchessixmawelBelum ada peringkat
- Senior KG CBSE Courseware and Stationery List For AY 2020-21Dokumen1 halamanSenior KG CBSE Courseware and Stationery List For AY 2020-21harshkumar patelBelum ada peringkat
- Rimas, Thea Stephanie D. Art Analysis Lavanderas by Fernando AmorsoloDokumen2 halamanRimas, Thea Stephanie D. Art Analysis Lavanderas by Fernando Amorsoloeyo rimas0% (1)
- Knitscene Fall 2015Dokumen100 halamanKnitscene Fall 2015Carla Fartouse Dias100% (13)
- Annotated BibliographyDokumen5 halamanAnnotated BibliographyvnkommuBelum ada peringkat
- Marketing Strategy of Berger PaintDokumen113 halamanMarketing Strategy of Berger PaintShashank Srivastava91% (11)
- Bois. Guy Brett. October 2021Dokumen67 halamanBois. Guy Brett. October 2021Roberta PlantBelum ada peringkat
- The Real Gaze Film Theory After LacanDokumen267 halamanThe Real Gaze Film Theory After LacanCizic Woat100% (14)
- Vilas County News-Review, Nov. 30, 2011 - SECTION BDokumen12 halamanVilas County News-Review, Nov. 30, 2011 - SECTION BNews-ReviewBelum ada peringkat
- Making The Violin ManualDokumen73 halamanMaking The Violin ManualThanasis KyrgiazoglouBelum ada peringkat
- Fashionable Accessories and Their OriginsDokumen12 halamanFashionable Accessories and Their OriginsAdonis GaleosBelum ada peringkat
- Floor DeckDokumen184 halamanFloor DeckAbelbelachewBelum ada peringkat
- The Impact of Moorish Rule in Spain - Aman RaiDokumen15 halamanThe Impact of Moorish Rule in Spain - Aman RaiAman RaiBelum ada peringkat
- Grade 7Dokumen32 halamanGrade 7judy ann neri100% (1)
- Powderhorn Art Fair 2010Dokumen12 halamanPowderhorn Art Fair 2010Powderhorn Art FairBelum ada peringkat
- LitDokumen3 halamanLitMarella Ria MonteronaBelum ada peringkat
- Cave Art Dating Technique Reveals Works Took 20,000 YearsDokumen8 halamanCave Art Dating Technique Reveals Works Took 20,000 Years12D1.04 .Nguyễn Doãn Ngân HàBelum ada peringkat
- Women - A Pictorial Archive From Nineteenth-Century Sources (PDFDrive)Dokumen130 halamanWomen - A Pictorial Archive From Nineteenth-Century Sources (PDFDrive)Torque100% (2)
- Early Christian Sarcophagus From Rome Lost and FoundDokumen8 halamanEarly Christian Sarcophagus From Rome Lost and FoundLuiz Fernando Pina SampaioBelum ada peringkat
- How To Build Better AircraftDokumen23 halamanHow To Build Better Aircraftmichael Dodd100% (2)
- Surface Area Practice ProblemsDokumen4 halamanSurface Area Practice ProblemsNoonTeachathanyakulBelum ada peringkat
- Lucrare de Atestat La Limba EnglezaDokumen34 halamanLucrare de Atestat La Limba EnglezaAlexandraMariaGheorgheBelum ada peringkat
- Midterm Examination Ge-Art AppDokumen8 halamanMidterm Examination Ge-Art Appbalot eggBelum ada peringkat
- Photoshop PDFDokumen26 halamanPhotoshop PDFblob232Belum ada peringkat
- Spiti - Tabo Mud MonasteryDokumen4 halamanSpiti - Tabo Mud MonasteryMonidipa DeyBelum ada peringkat
- Woodsmith Magazine 219Dokumen68 halamanWoodsmith Magazine 219chrix100% (3)
- Twenty To MakeDokumen6 halamanTwenty To MakeInterweave50% (2)
- Concise for English Exam DocumentDokumen4 halamanConcise for English Exam DocumentPutri_MawilianaBelum ada peringkat