Anda mungkin juga menyukai
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Bukhovtsev Et Al Problems in Elementary PhysicsDokumen443 halamanBukhovtsev Et Al Problems in Elementary PhysicsDeekshaBelum ada peringkat
- 04-Clamping Principles & ClampsDokumen86 halaman04-Clamping Principles & ClampsVanaja Jadapalli83% (6)
- Simple Machine:: NOTE - Simple Machines Are NOT Included in The 5 REVISED Science StandardsDokumen6 halamanSimple Machine:: NOTE - Simple Machines Are NOT Included in The 5 REVISED Science StandardsJoseph Anjelo MendozaBelum ada peringkat
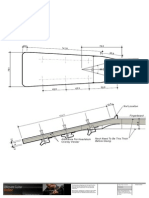
- Martin V Joint NeckDokumen1 halamanMartin V Joint Neckandua40100% (2)
- Ranking of Research Scientist in AUT 2017Dokumen1 halamanRanking of Research Scientist in AUT 2017Harold TaylorBelum ada peringkat
- The ConferencesDokumen2 halamanThe ConferencesHarold TaylorBelum ada peringkat
- Icaat 2015 PDFDokumen1 halamanIcaat 2015 PDFHarold TaylorBelum ada peringkat
- Cmame 2015Dokumen3 halamanCmame 2015Harold TaylorBelum ada peringkat
- Icmen 2015 PDFDokumen2 halamanIcmen 2015 PDFHarold TaylorBelum ada peringkat
- Course Specification of English 221-Public SpeakingDokumen9 halamanCourse Specification of English 221-Public SpeakingHarold TaylorBelum ada peringkat
- Icmam 2015 PDFDokumen2 halamanIcmam 2015 PDFHarold TaylorBelum ada peringkat
- Icsmr 2015Dokumen2 halamanIcsmr 2015Harold TaylorBelum ada peringkat
- ICPBCS Madrid 2016 - 18th International Conference On Psychological, Behavioral and Cognitive Sciences PDFDokumen2 halamanICPBCS Madrid 2016 - 18th International Conference On Psychological, Behavioral and Cognitive Sciences PDFHarold TaylorBelum ada peringkat
- Icdce 2015 PDFDokumen1 halamanIcdce 2015 PDFHarold TaylorBelum ada peringkat
- Cmdi 2015Dokumen4 halamanCmdi 2015Harold TaylorBelum ada peringkat
- Icaai 2014Dokumen2 halamanIcaai 2014Harold TaylorBelum ada peringkat
- Course Specification of English 106-Expository Reading and WritimgDokumen9 halamanCourse Specification of English 106-Expository Reading and WritimgHarold TaylorBelum ada peringkat
- Acmme 2015Dokumen2 halamanAcmme 2015Harold TaylorBelum ada peringkat
- RECENT ADVANCES in ENVIRONMENTAL and BIOLOGICAL ENGINEERINGDokumen10 halamanRECENT ADVANCES in ENVIRONMENTAL and BIOLOGICAL ENGINEERINGHarold TaylorBelum ada peringkat
- RECENT ADVANCES in FLUID MECHANICS and THERMAL ENGINEERINGDokumen14 halamanRECENT ADVANCES in FLUID MECHANICS and THERMAL ENGINEERINGHarold Taylor0% (1)
- ENG 106 NAAB Couse SyllabusDokumen4 halamanENG 106 NAAB Couse SyllabusHarold TaylorBelum ada peringkat
- Course Specification of English 104-Critical ThinkingDokumen8 halamanCourse Specification of English 104-Critical ThinkingHarold TaylorBelum ada peringkat
- First Day Material - EnG 106 342Dokumen5 halamanFirst Day Material - EnG 106 342Harold TaylorBelum ada peringkat
- ENG 106 NCAAA Course Specification, Spring Semester 2012-2013Dokumen9 halamanENG 106 NCAAA Course Specification, Spring Semester 2012-2013Harold TaylorBelum ada peringkat
- CE 331 Course Syllabus PDFDokumen2 halamanCE 331 Course Syllabus PDFHarold TaylorBelum ada peringkat
- Phy 105 NCAAA Course Specification, 351Dokumen8 halamanPhy 105 NCAAA Course Specification, 351Harold TaylorBelum ada peringkat
- NCAAA ENG 106 Instructor Course Report 351Dokumen7 halamanNCAAA ENG 106 Instructor Course Report 351Harold Taylor100% (1)
- First Day Material - Physics 105 PDFDokumen4 halamanFirst Day Material - Physics 105 PDFHarold TaylorBelum ada peringkat
- First Day Material - CE 331 PDFDokumen4 halamanFirst Day Material - CE 331 PDFHarold TaylorBelum ada peringkat
- Nabes ThesisDokumen1 halamanNabes ThesisHarold TaylorBelum ada peringkat
- CE 331 NCAAA Course Specification, Fall Semester 2012-2013 PDFDokumen9 halamanCE 331 NCAAA Course Specification, Fall Semester 2012-2013 PDFHarold TaylorBelum ada peringkat
- NCAAA Course Report Physics 105 351Dokumen6 halamanNCAAA Course Report Physics 105 351Harold TaylorBelum ada peringkat
- NCAA Course Report in GE 402 351Dokumen6 halamanNCAA Course Report in GE 402 351Harold TaylorBelum ada peringkat
- CE 331 NCAAA Course Report, 351Dokumen6 halamanCE 331 NCAAA Course Report, 351Harold TaylorBelum ada peringkat
- Simple Machines ExplainedDokumen5 halamanSimple Machines ExplainedGrace BruanBelum ada peringkat
- 2 Simple MachinesDokumen23 halaman2 Simple Machines06.Thanapoom ChumraksaBelum ada peringkat
- Materials Used For JointsDokumen18 halamanMaterials Used For JointsVaishnavi SikchiBelum ada peringkat
- Accessories Atlas CopcoDokumen56 halamanAccessories Atlas CopcoDragana MudresaBelum ada peringkat
- DLL - Science 6 - Q3 - W 9Dokumen5 halamanDLL - Science 6 - Q3 - W 9Heidi Dalyagan Dulnagon0% (1)
- Simple Machines exercicesDokumen5 halamanSimple Machines exercicesdidac.provBelum ada peringkat
- Woodworking Plans - Childs RockerDokumen16 halamanWoodworking Plans - Childs RockerBob Kowalski100% (1)
- Classification of Gate Valve - Made in China Gate Valves PDFDokumen1 halamanClassification of Gate Valve - Made in China Gate Valves PDFBala KrishnanBelum ada peringkat
- Trochleas E-BrochureDokumen28 halamanTrochleas E-BrochureHarsh GuptaBelum ada peringkat
- Obj2pbt Documentation 9 3 21Dokumen20 halamanObj2pbt Documentation 9 3 21api-560762422Belum ada peringkat
- Pulleys and WedgesDokumen28 halamanPulleys and WedgesMagesh KumarBelum ada peringkat
- Make A Real Viking StoolDokumen13 halamanMake A Real Viking StoolRod HyattBelum ada peringkat
- DR Splitter ManualDokumen34 halamanDR Splitter ManualHarold FornessBelum ada peringkat
- Wedge Failure of Face A (JA Vs JC)Dokumen1 halamanWedge Failure of Face A (JA Vs JC)Mubin Al-ManafBelum ada peringkat
- Laboratory Studies For Rock CuttingDokumen11 halamanLaboratory Studies For Rock CuttingAjyant DubeyBelum ada peringkat
- Procedimiento de Cambio de Manto y Concavo - C1540Dokumen28 halamanProcedimiento de Cambio de Manto y Concavo - C1540Cristhian AlcedoBelum ada peringkat
- Design of Cantileaver Toe Wall (H 3.0m)Dokumen13 halamanDesign of Cantileaver Toe Wall (H 3.0m)aselabambarandageBelum ada peringkat
- Simple Machines:: Lever, Inclined Plane, and WedgesDokumen34 halamanSimple Machines:: Lever, Inclined Plane, and WedgesArlene BallatanBelum ada peringkat
- 5.3.2.A SimpleMachinesScavengerHuntDokumen4 halaman5.3.2.A SimpleMachinesScavengerHuntByed Pedroza VivesBelum ada peringkat
- Sharqedges Catalogue 2013 WEBDokumen32 halamanSharqedges Catalogue 2013 WEBSergeyBelum ada peringkat
- Universiti Tun Hussein Onn Malaysia Test 2 Semester I SESSION 2020/2021Dokumen8 halamanUniversiti Tun Hussein Onn Malaysia Test 2 Semester I SESSION 2020/2021Eizln HqmBelum ada peringkat
- Production Process.II (CBCGS) Module.1 Metal CuttingDokumen24 halamanProduction Process.II (CBCGS) Module.1 Metal CuttingOmkar BedadeBelum ada peringkat
- Wheels, Axles Inclined Planes Discover: Discover: Wheels, Axles Inclined PlanesDokumen5 halamanWheels, Axles Inclined Planes Discover: Discover: Wheels, Axles Inclined PlanesSHADES 4 ALLBelum ada peringkat
- Fractal Robots Seminar ReportDokumen30 halamanFractal Robots Seminar ReportAslam RecoveryBelum ada peringkat
- S6Fe Iiig I 3Dokumen8 halamanS6Fe Iiig I 3CHRISTIAN SORIANOBelum ada peringkat
- Wood Crosscutting Process Analysis For Circular SaDokumen14 halamanWood Crosscutting Process Analysis For Circular SaBasavaraj G LBelum ada peringkat